4
сл
о ;о
00 00
Изобретение относится к ленточному лифованию.
Цель изобретения - повьниение прозводительности шлифовайия. 5
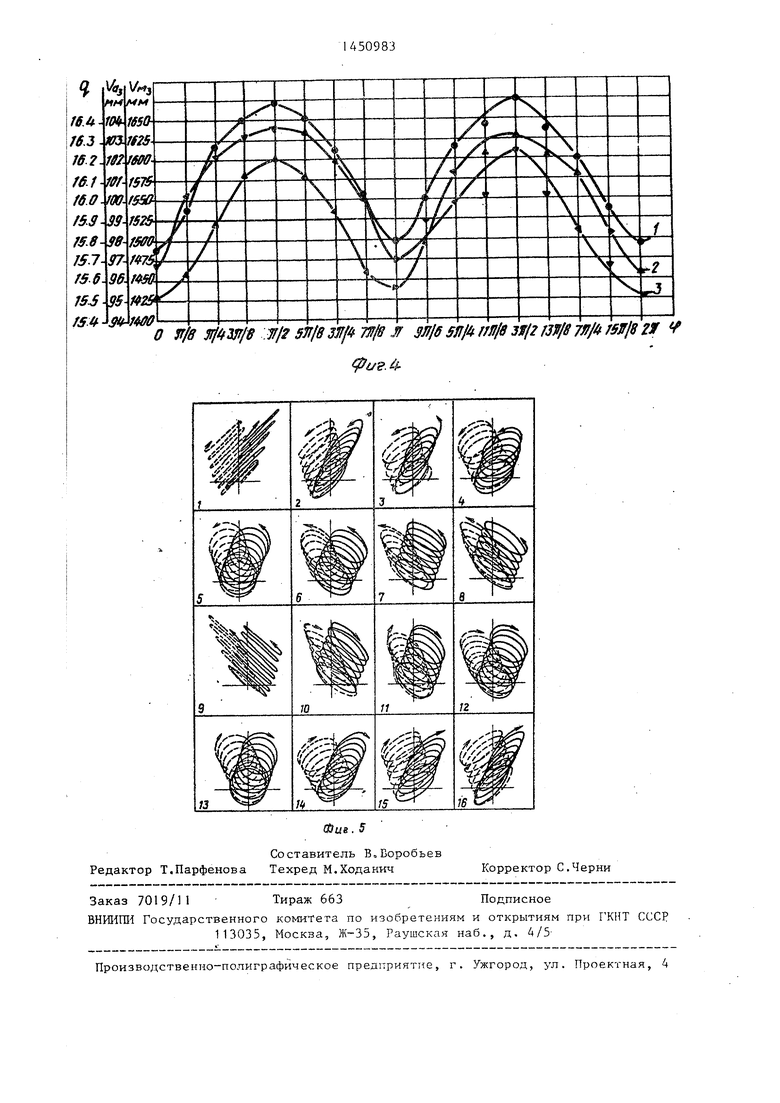
На фиг.1 изЪбражена схема установки, реализующей предлагаемый способ; иа фиг,2 - кинематическая схема устойства; на фиг.З - схема обработки; а фиг.4 - кривые изменения удельных 10 значений съема с изделияj износа инструмента и производительности; на иг.З - кривые, характеризующие двиения шлифовального зерна при равенстве амплитудно-частотных характерис- 15 тик при различных значениях фазового сдвига.
Способ реализуется следуняцим образом.
Абразивную денту 1 наматывают на 20 барабан 2 и, пропуская через ролики 3 и 4, перематывают на барабан 5. Ролики 3 и 4 установлены на подвижном основании 6. Барабаны 2 и 5 соединены между собой шестернями 7 и 8 5 с передаточным отношением 1:1. Корпус головки 9 соединен с канатом 10, перекинутым по ролику 11, К концу каната 10 подвешен груз 12 для обеспечения требуемого натяжения ленты I. 30
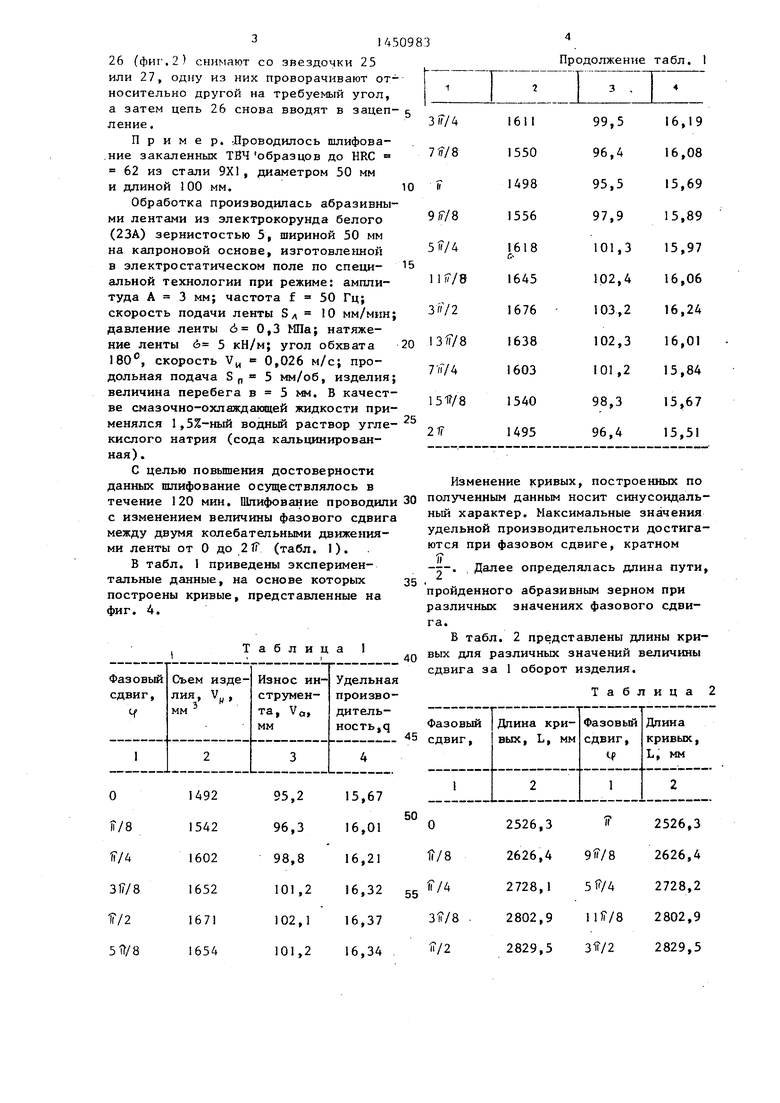
Обрабатываемое изделие 13 устанавливается между роликами 3 и 4. Вал 14 барабана 5 с дифференциальным механизмом 15, который в свою очередь соединен с червячной парой 35 16. Червяк червячной пары 16 через . муфту 17 и редуктор 18 соединен с . приводом 19 (Ml).
Червячное колесо червячной пары 16 при помощи кривошипно-шатзшного 40 механизма 20, регулирующего механизма 21 в виде пары винт - гайка соединено с ременной передачей 22 и приводом 23 (М2). На валу 24 установлена звездочка 25, которая при помощи 45 цепи 26 соединена со звездочкой 27 на валу 28. Вал 28 и кривошипно-ша- тунный механизм 29 с регулирующим механизмом 30 в виде пары винт - гайка соединены между собой парой коничес- о ких колес 31. Приводы S (Ml) и 23 (М2) представляют собой электродвигатели постоянного тока.
При включении привода 19 (Ml) вращение через редуктор 18, муфту 17, 5 червячную передачу 16, дифференциальный механизм 15, вад 14 и шестерни 7 и 8 передается барабанам 2 и 5 (фиг.1), чем осуществляется перемотка
абразивной ленты с барабана 2 на барабан 5. Этим осуществляется непрерывное обновление режущих зерен, т.е. подача неиспользованного участка ленты 1 в зону обработки.
При вклпчении привода 23 (М2) (фиг.2) вращение передается по двум цепям: вал 24, кривошипно-шатунный механизм 20 с регулирующим механизмом 21, дифференциальный механизм 15, вал 14 и шестерни 7 и 8 с барабанами 5 и 2, чем обеспечивается колебательное движение ленты 1 в тангенциальном направлении; и вал 24, звездочка 25, цепь 26, звездочка 27, вал 28, коническая пара 31, кривошипно-шатунный механизм 29 с регулирующим механизмом 30 и основание 6 (фиг.1), чем обеспечивается колебательное движение ленты в горизонтальном (осевом) направлении. В результате таких движений шлифовальна я лента 1 совершает колебательные движения одновременно в двух взаимно перпендикулярных плоскостях.
Величина амплитуды регулируется при помощи механизмов 21 и 30 в виде пары винт - гайка изменением эксцентриситета, а частота регулируется изменением чисел оборотов привода 23 (М2).
Для упрощения конструкции колебательные движения в двух взаимно перпендикулярных направлениях осуществляют исключительно абразивной лентой.
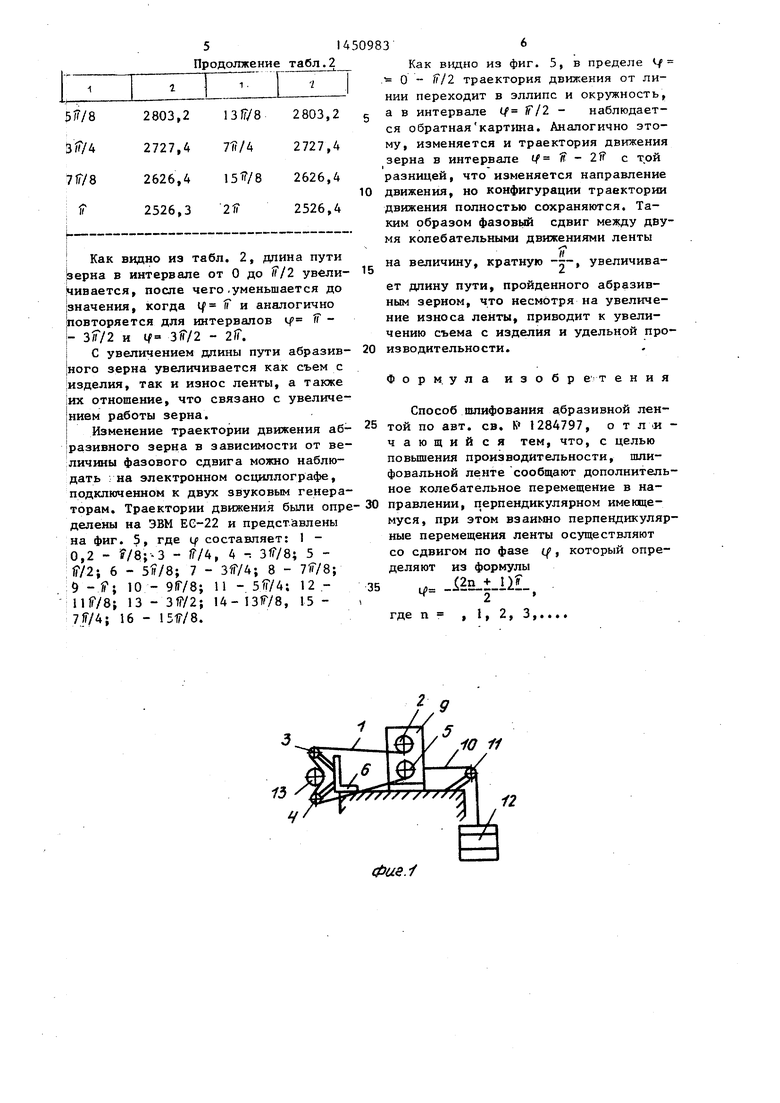
Обрабатываемое изделие 13 (фиг.З) вращают в центрах станка (не показан) со скоростью V и и перемещают в продольном направлении со скоростью Sf,. Абразивную ленту 1 перематывают с барабана 2 на барабан 5 со скоростью S п и одновременно сообщают ей колебательные движения в двух взаимно перпендикулярных плоскост ях с аьшли- тудой А и частотой f, которые выбирают равными. Обработку осуществляют с фазовым сдвигом между двумя колебательными движениями ленты, определяемым из условия.
,,- 12п + Ц1 - 2
где п - ряд натуральных чисел (п
О, 1, 2,. ,. и т.д.). Изменение величины фазового сдвига при осуществлении предлагаемого способа обработки, например, на устройстве осуществляется следующим образом: перед началом обработки цепь
Продолжение табл. I
1450983
26 (фи1-.2) снимают со звездочки 25 или 27, одну из них проворачивают относительно другой на требуемый угол, а затем цепь 26 снова вводят в зацеп- 5 ление.
Пример. -.Проводилось шлифова- .ние закаленных ТбЧ образцов до HRC 62 из стали 9X1, диаметром 50 мм и длиной }00 мм,10
Обработка производилась абразивными лентами из электрокорунда белого (23А) зернистостью 5, шириной 50 мм на капроновой основе, изготовле шой в электростатическом поле по специ- 15 альной технологии при режиме: амплитуда А 3 мм; частота f 50 Гц; скорость подачи ленты S/, 10 мм/мин; давление ленты 6 0,3 Ша; натяже-
ние ленты 6 5 кН/м; угол обхвата 20 13«/8 180, скорость Vy 0,026 м/с; продольная подача мм/об, изделия; величина перебега в 5 мм. В качестве смазочно-охлаждакяцей жидкости применялся 1,5%-ный водный раствор угле- кислого натрия (сода кальцинированная) .
С целью повьппения достоверности
данных шлифование осуществлялось вИзменение кривых, построенных по
течение 120 мин. Шлифование проводили 30 полученным данным носит синусоидаль- с изменением величины фазового сдвига ш характер. Максимальные значения между двумя колебательными движения-удельной производительности достигами ленты от О до 2tr (табл. 1). . Р Фазовом сдвиге, кратном
В табл. 1 приведены экспериментальные данные, на основе которых построены кривые, представленные на фиг. 4.
. Т а б л и ц а 1
Продолжение табл. I
II
2
Далее определялась длина пути.
пройденного абразивным зерном при различных значениях фазового сдвига.
В табл. 2 представлены длины кри- вь1х для различных значений величины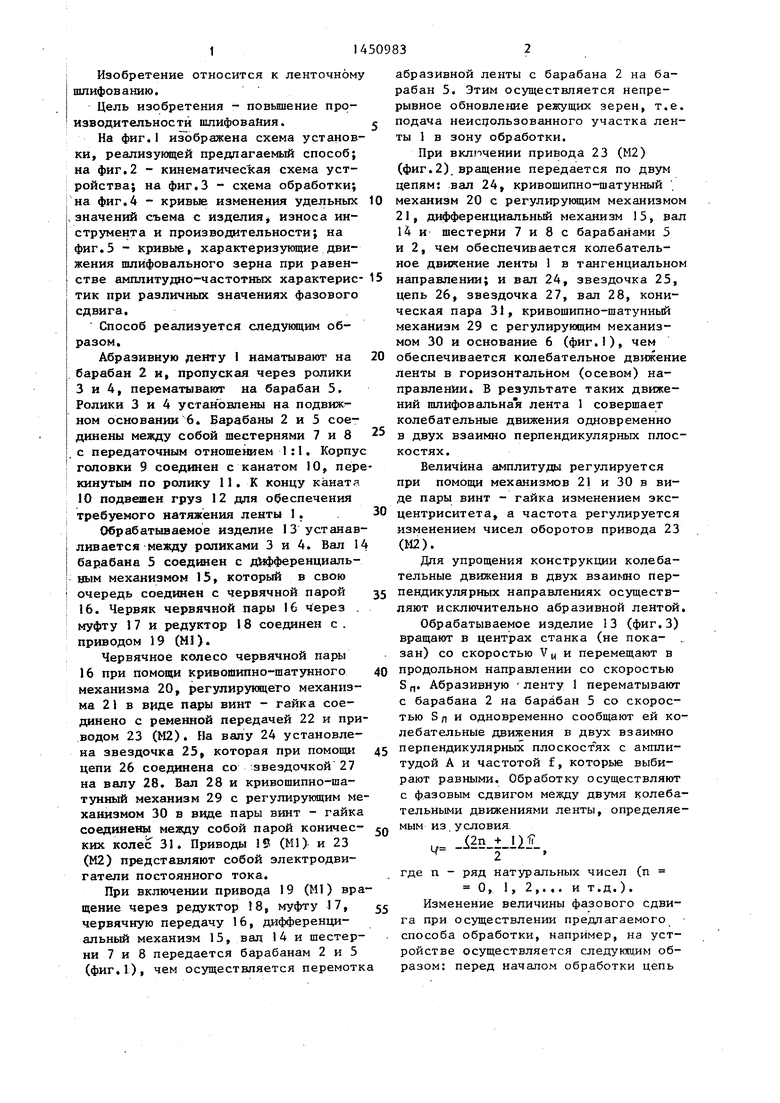
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| Способ абразивной обработки и станок для его осуществления | 1989 |
|
SU1701486A1 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU990478A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Шлифовальный станок | 1990 |
|
SU1807929A3 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Смеситель сыпучих материалов | 1989 |
|
SU1775156A1 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
Изобретение относится к станкостроению и может быть использовано при шлифовании кругльк и фасонно-выпуклых поверхностей, когда к обрабатываемой поверхности предъявляются высокие эксплуатационные требования. Целью изобретения является повышение производительности обработки. Абразивной ленте сообщают колебательные движения в двух взаимно перпендикулярных плоскостях в направлении ее перемещения. Детали сообщают колебательные движения в осевом направлении при условии равенства амплитудно- частотных характеристик детали и шлифовальной ленты. А между двумя колебательными движениями ленты осуществляют фазовый сдвиг, величину которого определяют по выражению 1 (2п + + 1)1:2, где п 1, 2, 3,... и т.д. 5 ил.. 2 табл. ш (Л
50
16,01О
16,21ti/S
16,32
16,3731 /8
16,
Продолжение табл.2
If
I Как видно из табл. 2, длина пути величину, кратную -, увеличива зерна в интервале от О до /Г/2 увели- 152
ивается, после чего .уменьшается до |значения, когда lf fT и аналогично повторяется для интервалов 1 - |- и if - 2/Г. I С увеличением длины пути абразив- |ного зерна увеличивается как съем с изделия, так и износ ленты, а также |их отношение, что связано с увеличением работы зерна.
Изменение траектории движения аб- |разивного зерна в зависимости от ве- ;личины фазового сдвига можно наблюдать : на злектронном осциллографе, подключенном к двух звуковым генерает длину пути, пройденного абразивным зерном, что несмотря на увеличение износа ленты, приводит к увеличению съема с изделия и удельной про 20 изводительности.
Форм, ула изобр е т е н и я
Способ шлифования абразивной лен- 25 той по авт. св. К 1284797, отли чающийся тем, что, с целью повышения производительности, шлифовальной ленте сообщают дополнитель ное колебательное перемещение в наторам. Траектории движения были опре-30 правлении, перпендикулярном имегацеделены на ЭВМ Ее-22 и представлены на фиг. 5, где ( составляет: 1 - 0,2 - /8;-3 - /Г/4, 4 -: 5 - т 6 - 5if/8; 7 - 3ff/4; 8 - 9 - JT; 10 - 9Г/8; П - 5f/4: 12 - llfr/8i 13 - 3fr/2; 14-13 Г/8, 15- 7fr/4; 16 - 5f/8.
35
муся, при этом перпендикуляр ные перемещения ленты осуществляют со сдвигом по фазе if, который определяют из формулы .J2n...UL.
где п , 1, 2, 3,....
Как видно из фиг. 5, в пределе Cf- - О - /Г/2 траектория движения от линии переходит в эллипс и окружность, а в интервале if гГ/2 - наблюдается обратная картшш. Аналогично этому, изменяется и траектория движения зерна в интервале tf - 2 if с т.ой разницей, что изменяется направление движения, но конфигурации траектории движения полностью сохраняются. Таким образом фазовый сдвиг между двумя колебательными движениями ленты
If
величину, кратную -, увеличива2
ет длину пути, пройденного абразивным зерном, что несмотря на увеличение износа ленты, приводит к увеличению съема с изделия и удельной про- изводительности.
Форм, ула изобр е т е н и я
Способ шлифования абразивной лен- той по авт. св. К 1284797, отличающийся тем, что, с целью повышения производительности, шлифовальной ленте сообщают дополнительное колебательное перемещение в на30 правлении, перпендикулярном имегаце35
муся, при этом перпендикулярные перемещения ленты осуществляют со сдвигом по фазе if, который определяют из формулы .J2n...UL.
где п , 1, 2, 3,....
Фие.-f
срие.2
(ри-г.З
т
| Авторское свидетельство СССР № 1284797, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
