ее. По окончании заполнения формы подвижный стол 5 опускается, срабатывает пневматический привод 15, и выталкиватель 13 занимает место питающего стержня 2, отсекая жидкий
1
Изобретение относится к устройствам для изготовления керамических изделий методом горячего литья под давлением и может найти применение в радиотехнической и металлургической отраслях промьшшенности.
Целью изобретения является повышение производительности и улучшения качества изделий.
На фиг.1 схематически изображено устройство в исходном положении, разрез; на фиг.2 - устройство в момент литья шликера в формы, разрез; на фиг.З - устройство в момент затвердевания изделия, разрез; на фиг.4 узел I на фиг.З.
Устройство для горячего литья керамических изделий содержит шликер- ный бак 1,- в который вмонтирован питающий стержень 2 с разветвляющимся литниковым каналом. На пи тaющий стержень 2 посажена обогреваемая втулка 3, подпружиненная npj/жиной 4
На подвижном столе 5 образованы формы 6 из охлаждаемой литниковой планки 7, внешнего формообразующего элемента 8 и пуансонов. 9, закрепленных на выталкивателе 10 и повторяющих в горизонтальном сечении форму изделия 11. Под питающим стержнем 2 расположен подпружиненный пружиной 12 упор 13, повторяющий боковой поверхностью, превьппающей суммарную высоту пуансона 9, выталкивателя 10 и изделия II на величину, меньшую толщины планки 7, боковую поверхность питающего стержня 2. Упор I3 закреплен на плунжере 14 пневматичекого привода 15, установленного на подвижной опоре 16, которое жестко соединено с литниковой планкой 7 с помощью направляющих 17. Выталкиватель 10 посажен с возможностью перемещения на направляющие 17 и подпружинен относительно литниковой планк
шликер формы. После затвердевания изделия упор 13 опускается и при взаимодействии опоры 16 с ограничителем 20 форма раскрывается, изделие поднимается для удаления. 4 ил.
7 пружинами 18, Внешний формообразующий элемент 9 жестко соединен с подвижным столом 5 и имеет отверстия для свободного хода направляюпщх 17 с пружинами 18. На направляющие 17 посажен с возможностью перемещения фланец 19, взаимодействующий с выталкивателем 10 и жестко связанный с подвижным столом 5, причем расстоя
ние между верхними поверхностями
5
0
фланца 19 и внешнего формообразующего элемента 8 равно высоте выталкивателя 10 и изделия 11 вместе взятых, и может регулироваться в зависимости от необходимой толщины изделия перемещением фланца 19 по высоте с фиксацией его на подвижном столе 5. Пневматический привод I5 выполнен с возможностью контактирования стенками корпуса и плунжером 14 с выталкивателем 10, а опора 16 - с ограничителем 20, закрепленным на основании, относительно которого передвигается 5 подвижный стол 5.
Подвижный стол 5 посажен на направляющие 21 стола, которые закреплены на шликерном баке I. Стол 5 через тягу 22 связан с приводом воз30
вратно-поступательного движения стола (не показан), который управляется блоком автоматического управления устройством (не показан).
Фланец 19 крепится к подвижному стблу 5 болтом 23, причем в стенке стола 5 выполнен продольный паз 24, обеспечивающий перемещение болта 23, а с ним и фланец 19 относительно стола 5 в зависимости от толщины отливаемого изделия (фиг.З).
Устройство работает следующим образом.
В исходном положении стержень 2 не контактирует с деталями форм, расположенными на подвижном столе 5,
При подъеме стола 5 литниковая планка 7 вступает в контакт с втулкой 3 и останавливается, внешний формообразующий элемент 8 вместе со столом продолжает движение до смыкания его верхней поверхности с нижней поверхностью планки 7. При этом выталкиватель 10 с пуансонами 9 за счет силы упругой деформации пружин 18, которая несколько превьппает силу упругой деформащп 12, остается прижатым к стенкам корпуса привода
15до тех пор, пока фланец 19, жестко связанный с подвижным столом 5, не коснется выталкивателя 10, после чего последний поднимается относительно корпуса привода 15 до момента соприкосновения планки 7 и элемента формы В, который соответствует равенству ширины зазора между планкой 7 и пуансонами 9 толщине отливаемого изделия. Плунжер 14 привода 4 остается прижатым к опоре 16
за счет действия пружин. При дальнейшем движении стола 5 вверх обогреваемая втулка 3 скользит вверх вдоль питающего стержня 2, сжимая пружину 4, при этом выход канала стержня перекрывается литниковой планкой 7 и в момент соприкосновения питающего стержня 2 с упором 13 сообщается с полостью форм 6, образовавшихся во время движения стола 5 вверх. Подвижный стол 5 останавливается, и ншккер под давлением подается из шликерного бака 1 через литниковый канал стержня 2 в формы 6.
По окончании заполнения форм шликером стол 5 начинает двигаться вниз Одновременно в пневматический привод 15 через отверстие в его опоре
16подается сжатый воздух, который воздействует на плунжер 14, прижимая упор 13 к питающему стержню и удерживая его в прижатом состоянии до момента соприкосновения плунжера 14 с выталкивателем 10, после чего упор 13 отделяется от стержня 2 и своей боковой поверхностью закрьгаа- ет форму 6 с внутренней стороны. Шликер в форме в этот момент еще не успевает затвердеть, и на него действует усилие подпрессовки со стороны плунжера 14 через выталкиватель 10 и пуансон 9 для компенсации усадки. При полном затвердевании шликера в форме рабочая полость пневматического привода 15 через отверстие в
fO
f5
20
864134
опоре 16 соединяется с атмосферой, и плунжер 14 под действием пружины 12 возвращается в исходное положение. Во время затвердевания шликера в фор- 5 ме стол 5 продолжает двигаться вниз, при этом питающий стержень 2 выходит из контакта с литниковой планкой 7, и обогреваемая втулка 3 под действием сжатой пружины 4 закрывает выходы разветвленного канала питающего стержня 2, поддерживая в нем шликер в жидком состоянии. При дальнейшем опускании подвижного стола 5 опора 16 упирается в ограничитель 20 и останавли- ваетсгя. Вместе с ним останавливается литниковая планка 7, жестко связанная с основанием через направляющие 17, Дальнейшее движение стола 5 приводит к опусканию выталкивателя 10 на стенки корпуса привода 15. Выталкиватель пуансонами 9 выталкивает готовые изделия 11 из внешнего формообразующего элемента 8 в образовавшееся пространство между последним и литниковой планкой 7. Подвижный стол 5 останавливается при соприкосновении выталкивателя 10 с внешним формообразующим элементом 8. Готовые изделия 11 убираются пневматическим или другим способом, и цикл литья повторяется i
В устройстве отделение формы от питающего стержня происходит в момент, пока шликер в форме находится в жидкой фазе, а форму замыкает упор. Компенсацию усадочных раковин осуществляют подпрессовкой замкнутой формы с помощью пневматического привода. Качество изделий повьш1ается за счет того, что шликер затвердевает в замкнутой форме, улучшается качество внутренней боковой поверхности изделий.
25
30
35
40
45
Формула изобретения
Устройство для горячего литья керамических изделий, содержащее шли- керный бак, жестко связанный с ним питающий стержень с многоручьевым
литниковым каналом, подвижную нагреваемую втулку для перекрывания канала, охватывающую питающий стержень, подвижный стол с направляющими, форму, сопряженную своей внутренней
частью с питающим стержнем и состоящую из размещенных на подвижном столе охлаждаемой литниковой планки, установленной на направляющих, внешнего формообразующего элемента, пуансона, жестко связанного с выталкивателем и контактирующего с подпружиненным упором, и ограничитель, отличающееся тем, что, с целью повьшения производительности и улучшения качества изделий, упор снабжен приводом возвратно-поступательного перемещения, а стол выполнен с подвижной опорой, на которой закреплены направляющие и привод упора, при этом внешний формообразующий элемент соединен с подвижным столом, привод контактирует с выталкивателем, а подвижная Фпора ограничителем.
-16
Фиг. ft
Редактор Э.Слиган
Составитель И.Генералова Техред А.Кравчук
Заказ 7665/15 Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
Корректор С.Черни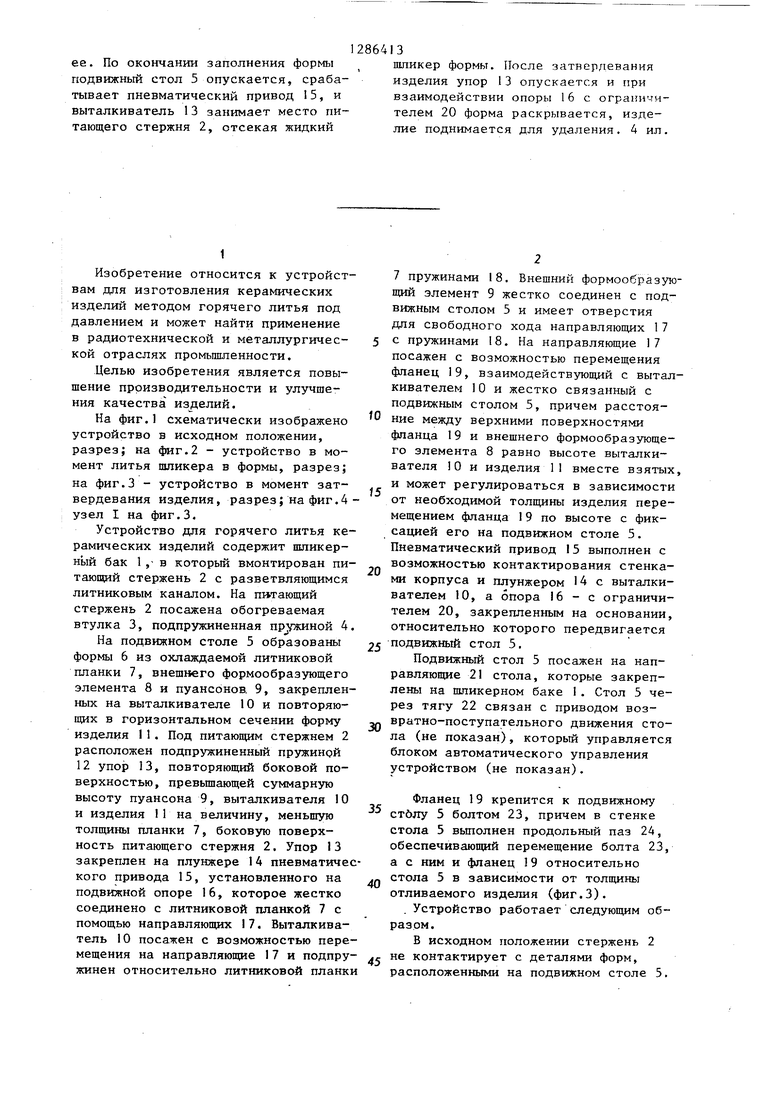

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2142354C1 |
| Устройство для горячего литья плоских керамических изделий | 1973 |
|
SU451526A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476291C1 |
| Форма для литья под давлениемКЕРАМичЕСКиХ издЕлий | 1978 |
|
SU814737A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| ЛИТЬЕВАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1969 |
|
SU243819A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Блок-форма для изготовления изделий с резьбами | 1990 |
|
SU1722856A1 |

Изобретение относится к устройствам для изготовления керамических изделий методом горячего литья. Целью изобретения является повьшение производительности и улучшения качества изделий. Устройство содержит пшикерный бак 1, вмонтированный в него питающий отержень 2 с литниковым каналом, подпружиненную нагре- ваемук втулку 3, насаженную на стержень. На подвижном столе 5 размещены детали формы: охлаждаемая литниковая планка 7, внешний формообразующий элемент 8 и подпружиненный выталкиватель 10 с пуансонами 9, собранные на направляющих 17, подпружиненный упор I3 и ограничитель 20. Длина боковой поверхности упора 13 и ограничитель 20. Длина боковой поверхности упора 13 превьш1ает высоту выталкивателя 10, пуансона 9 и изделия 11. Опора I6 жестко связана с охлаждаемой литниковой планкой 7 посредством направляющих 17. При подъеме подвижного стола 5 канал питающего стержня соединяется с образовавшейся формой и щликер заполняет W ю СХ) Фиг
| Авторское свидетельство СССР ,№ 451526, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР № 1132453, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
