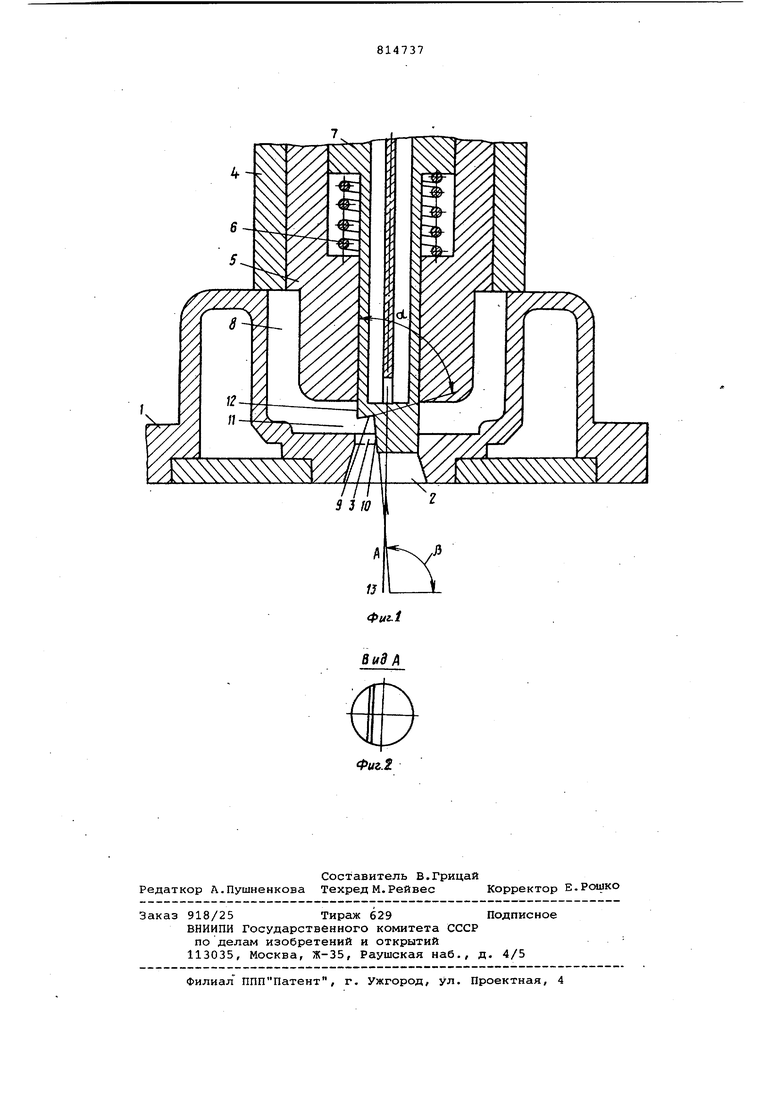
Изобретение относится к устройствам для изготовления корпусов силовы полупроводниковых вентилей из вакуум плотной керамики методом горячего литья под давлением и может быть исп .зовано в производстве радиокерамики и изоляторов. Известна форма для литья под давлением керамических изделий, включающая матрицу, помещенный в нее сте жёнь и литниковую пленку, установлен ную с возможностью возвратно-поступательного перемещения в направлении перпендикулярном оси питательной тру бы 1. Недостаток ее заключается в том, что поверхность среза изделия получается недостаточно чистой и подлежит дополнительной обработке. Кроме того, отделяемый литниковый остаток и в дальнейшем не подлежит использованию. Наиболее близкой к предлагаемой является форма для литья под давлением керамических изделий, содержащая основание с впускным отверстием в паунсон, внутри которого установлен охлаждаемый подпружиненный цилиндрический стержень 2 . Недостаток известной формы заключается в том, что при заливке шликерная масса заполняет ее через образованную торцом стержня и выходным отверстием основания кольцевую щель со всех сторон одновременно, соприкасаясь с кромкой конца стержня и завихряясь, что приводит к образованию в отливке рисунка. Отливка от литникового остатка отделяется стержнем, торцовая плоскость которого перпендикулярна оси стержня. При этом режущая кромка не имеет достаточной остроты. Поверхность среза образуется недостаточно чистой, что ухудшает качество керамических изделий и снижает производительность . Поставленная цель достигается тем, что в известной форме для литья под давлением керамических изделий, содержащей основание с впускным отверстием и пуансон, внутри которого установлен охлаждаемый подпружиненный цилиндрический стержень, рабочий конец стержня расположен во.впускном отверстии и выполнен с вырезом в виде лыски, образованной двумя наклонными пересекающимися плоскостями, линии пересечения которых перпендикулярны оси стержня, а угол наклона каждой плоскости к оси стержня составляет меньше ЭО. В форме впускное отверстие может быть выполнено конусным на входе, переходящим в .цилиндрическое на выходе. На фиг. 1 изображена форма, общий вид, на фиг, 2 - вид А на фиг. 1, Форма состоит из основания 1 с конусообразным на входе впускным отверстием 2, переходящим в цилиндрическое на выходе 3, и вмонтированного в съемник 4 пуансона 5, в который помещен охлс1ждаекдь1й, подпружиненный с помощью пружины 6 цилиндрический стер жень 7, которые в закрытом состоянии образуют полость 8, предназначенную для заливки шликером. На рабочем конце стержня 7 образована двумя наклонными пересекающимися плоскостями 9 и 10 лыска, образующая с цилиндрическим выходом .3 щель 11 для заполнения шликером полости 8. Линия пересечения плоскостей 9 и 10 перпендикулярна оси стержня, а угол наклона каждой плоскости к оси стержня составляет кромку 12 о острым углом oL , а плоскость 10 с торцовой плоскостью стержня образует кромку 13с тупым углом . Форма закреплена основанием 1 к столу, а верх ний конец пуансона 5 соединен с пневматическим приводом двойного действия полуавтомата (на чертеже не показано) Безлитниковая форма работает следующим образом. Горячий шликер при закрытой форме через впускное отверстие 2 основания 1 и щель 11 заполняет полость 9 форкы После окончания заливки подачу шликера прекращают и осуществляют выдержку до затвердевания отливки. Затем перемещают стержень 7 вниз, тем са-. мым затвердевший остаток шликера кром кой 12 отрезается и выталкивается в отверстие 2 в шликерный бак, а стержень 7 с помощью пружины 6 возвращается в исходное положение. .В случае прилипания затвердевшего остатка шликера к штырю 7 конусообразная форма впускного отверстия 2 не позволяет остатку внедриться вобразованное отверстие отливки и исключает его повреждение. Затем верхнюю половину литформы съемник 4, пуансон 5 и стержень 7)вместе с отливкой автомат поднимает вверх, отливку снимают со стержня 7 и укладывают в тару. Далее форма закрывается и цикл повторяют. Формула изобретения 1. Форма для литья под давлением керамических изделий, содержгицая основание с впускным отверстием и пуансон, внутри которого установлен охлаждаемый подпружиненный цилиндрический стержень, отличающаяс я тем, что, с целью повьаиения качества изделий и производительности. рабочий конец стержня расположен во впускном отверстии и выполнен с вырезом в виде лыски, образованной двумя наклонными пересекающимися плоскостями, линии пересечения которых перпендикулярны оси стержня, а угол наклона :аждой плоскости к оси стержня сос|тавляет меньше 90°. 2. Форма по п. 1, отличающаяся тем, что, впускное отверстие выполнено конусным на входе, переходящим в цилиндрическое на выходе. Источники информации, принятые во внимание при зкспертизе 1.Авторское свидетельство СССР № 299365, кл. В 28 В 1/26, 1965. 2.Грибовский П.О.Горячее литье керамических изделий. Госэнергоиздат. М-Л., 1961.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего литья керамических изделий | 1985 |
|
SU1286413A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| Пресс-форма для формования заготовок лопаток турбин методом горячего шликерного литья под давлением | 2023 |
|
RU2818884C1 |
| Форма для горячего литья керамических изделий | 1984 |
|
SU1201133A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Устройство для горячего литья плоских керамических изделий | 1973 |
|
SU451526A1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2274546C1 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |