1
Изобретение относится к машино- строению, в частности к разъемным соединениям вала со ступицей для передачи крутящего момента.
Целью изобретения является упрощение технологии изготовления и повышение надежности соединения,
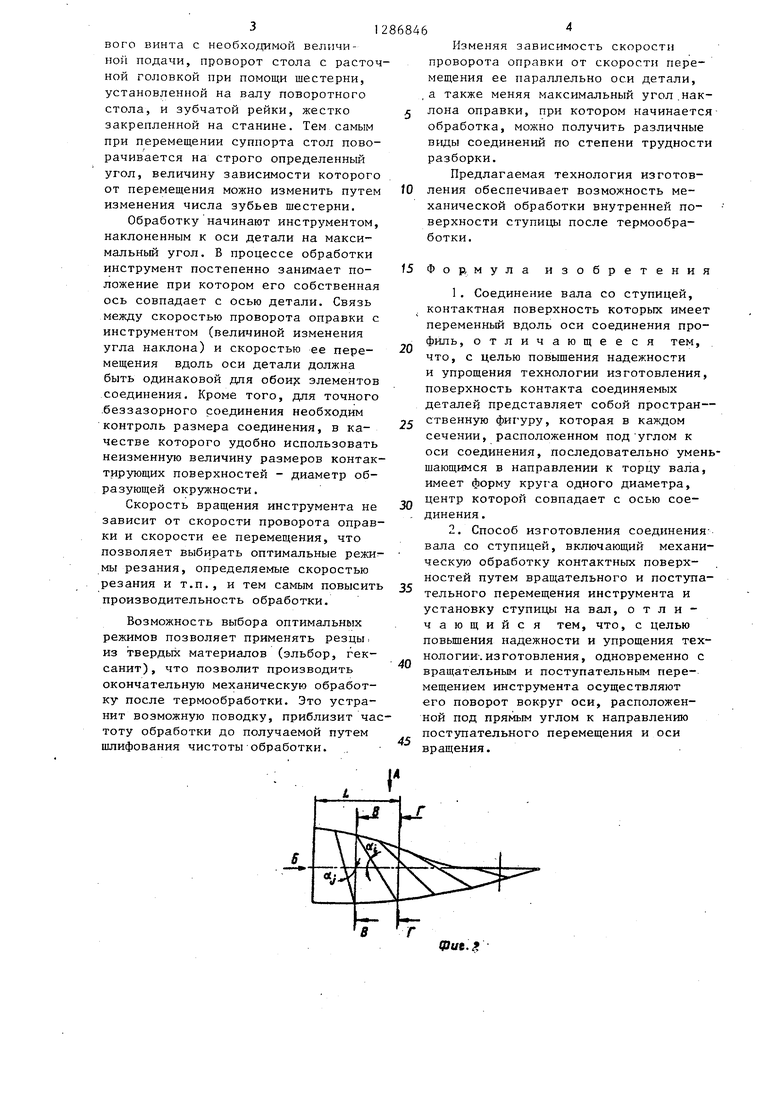
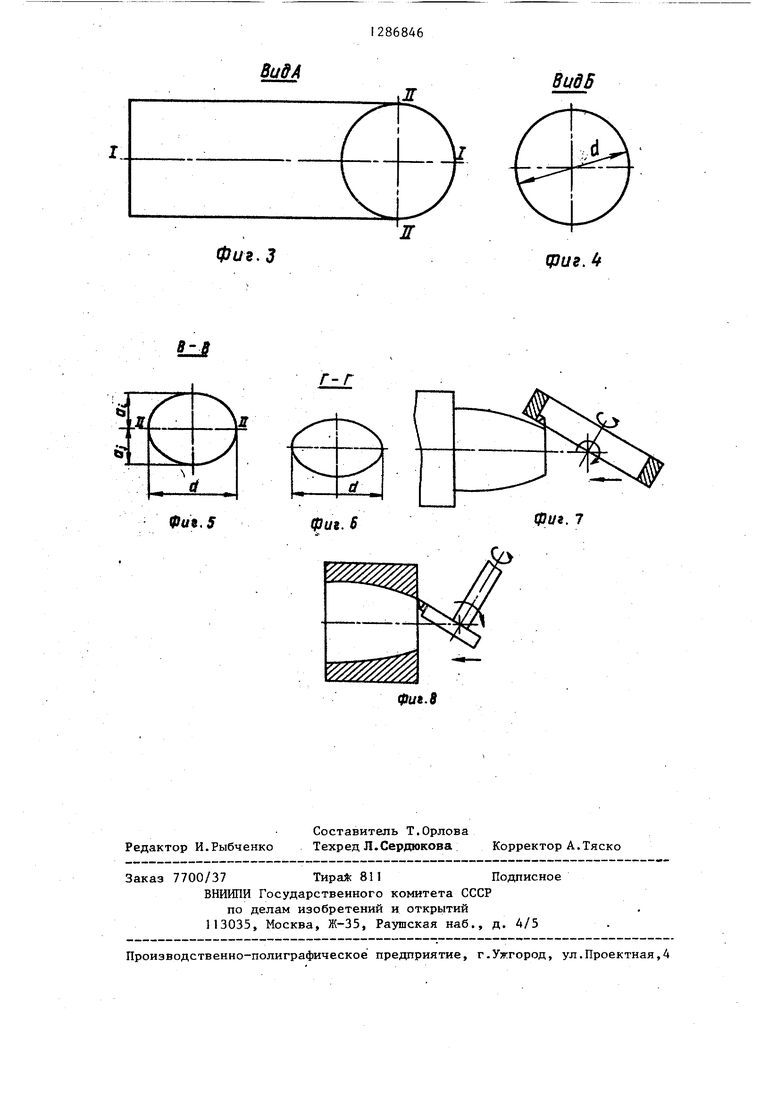
На фиг,1 представлено соединение, общий вид; на фиг.2 - фигура, часть поверхности которой является поверхностью контакта элементов соединения, вид сбоку; на фиг.З - вид А на фиг.2; на фиг.4 - вид Б на фиг.2; на фиг.З - разрез В-В на фиг.2; на фиг.6 - разрез Г-Г на фиг.2; на фиг.7 - положение обрабатывающего инструмента относительного вала; на фиг.8 - положение обрабатывающего инструмента относительно ступицы.
Соединение включает в себя вал 1 и ступицу 2, контактирующие- поверхности которых выполнены в виде части пространственной фигуры, изображенной на фиг.2 и 3. Она получается пу- .тем перемещения образующей окружности вдоль OGfi I-I (оси соединения) с одновременным ее проворотом вокруг своей оси (например, II-II) от О до 90. В соединении используется часть изображенной фигуры длиной L, обусловленной допустимыми углами резания для обрабатывающего инструмента при
Обработка элементов соединения осуществляется режущим инструментом, закрепленным на оправке, имеющей три степени свободы: вращение вокруг своей оси, перемещение парал- 3 лельно оси обрабатываемой детали (со ответствующей оси I-I на фиг.З) и пр проворот относительно оси (соответствующей оси II-II), проходящей че-. рез плоскость вращения вершины режущего инструмента и перпендикулярно
описываемая вершиной режущего инстру мента, соответствует образующей окего провороте. При перемещении и про- 35 пересекающей ось детали. Окружность, вороте образующей окружности размер фигуры в плоскости перемещения оси II-II (относительно которой происходит проворот) остается постоянным и равным диамеТру окружности. В плос- 40 кости перемещения другой оси образующей окружности (перпендикулярной оси
ружности.
Б случае обработки вала (см.фиг.7 оправка выполнена в виде кольца с резцом, введенным вовнутрь вершиной. В случае обработки отверстия ступицы (см. фиг.8) оправка должна обеспечивать расточку на необходимой глубине.
II-II) величина расстояния от оси 1-1 до точки на поверхности контактирования является функцией угла по- 45 ворота ив каждом нормальном сечении различна-для сторон от оси I-I. Для любого сечения выполняется
Б случае обработки вала (см.фиг.7) оправка выполнена в виде кольца с резцом, введенным вовнутрь вершиной. В случае обработки отверстия ступицы (см. фиг.8) оправка должна обеспечивать расточку на необходимой глубине.
а sin Ч ,
2- sinclj.
Обработка поверхностей может осуществляться на токарно-винторезном станке. Обрабатываемую деталь за- 50 крепляют в патроне станка, который фиксируют, от проворота. На суппорт станка устанавливают поворотный стол с закрепленной на нем расточной головкой. Движения инструмента осу- d - диаметр образующей окруж- j ществляются следующим образом: вра- ности;щение шпинделя расточной головки от
а; , aj - величины расстояний от индивидуального привода, независи- оси I-I до соответствующих точек мо от остальных перемещений, про- на поверхности фигуры.дольное перемещение с помощью ходо-..
гдес)(,Ы - значения углов наклона плоскости образующей окружности к оси I-I;
0
5
Так как cJj d, , то и л, а; , тем самым профиль каждого элемента соединения не является симметричным относительно своей оси. Но в связи с тем, что величины эксцентриситета абсолютно одинаковы в обоих элементах соединения и обратны по знаку, то соединение в целом строго симметрично относительно оси I-I.
Во всех сечениях, перпендикулярных оси соединения (кроме фиг.4), сумма aj и а. меньше d, т.е. соединение является профильным, за счет чего и осуществляется передача крутящего момента.
Кроме того, на фиг.4 сумма а- и aj равна окружности, в сечении Г -Г сумма aj и а минимальна, следовательно, в плоскости перемещения оси образующей окружности, перпендикулярной оси II-II, имеет место коническое, т.е. беззазорное соединение.
Обработка элементов соединения осуществляется режущим инструментом, закрепленным на оправке, имеющей три степени свободы: вращение вокруг своей оси, перемещение парал- 3 лельно оси обрабатываемой детали (со- ответствующей оси I-I на фиг.З) и про- проворот относительно оси (соответствующей оси II-II), проходящей че-. рез плоскость вращения вершины режущего инструмента и перпендикулярно
0
5
35 пересекающей ось детали. Окружность, 40
описываемая вершиной режущего инструмента, соответствует образующей окпересекающей ось детали. Окружность,
пересекающей ось детали. Окружность,
ружности.
Б случае обработки вала (см.фиг.7) оправка выполнена в виде кольца с резцом, введенным вовнутрь вершиной. В случае обработки отверстия ступицы (см. фиг.8) оправка должна обеспечивать расточку на необходимой глубине.
31
вого винта с необходимой велнчи- noii подачи, проворот стола с расточной головкой при помощи шестерни, установленной на валу поворотного стола, и зубчатой рейки, жестко закрепленной на станине. Тем самым при перемещении суппорта стол поворачивается на строго определенный угол, величину зависимости которого от перемещения можно изменить путем изменения числа зубьев шестерни.
Обработку начинают инструментом, наклоненным к оси детали на максимальный угол. В процессе обработки инструмент постепенно занимает положение при котором его собственная ось совпадает с осью детали. Связь между скоростью проворота оправки с инструментом (величиной изменения угла наклона) и скоростью ее перемещения вдоль оси детали должна быть одинаковой для элементов соединения. Кроме того, для точного .беззазорного соединения необходим контроль размера соединения, в качестве которого удобно использовать неизменную величину размеров контактирующих поверхностей - диаметр образующей окружности.
Скорость вращения инструмента не зависит от скорости проворота оправки и скорости ее перемещения, что позволяет выбирать оптимальные режимы резания, определяемые скоростью резания и т.п., и тем самым повысить производительность обработки.
Возможность выбора оптимальных режимов позволяет применять резцы. из твердых материалов (эльбор, гексанит) , что позволит производить окончательную механическую обработку после термообработки. Это устранит возможную поводку, приблизит частоту обработки до получаемой путем щлифования чистоты обработки.
Изменяя зависимость скорости проворота оправки от скорости перемещения ее параллельно оси детали, а также меняя максимальный угол.наклона оправки, при котором начинается- обработка, можно получить различные В1щы соединений по степени трудности разборки.
Предлагаемая технология изготовления обеспечивает возможность механической обработки внутренней поверхности ступицы после термообработки.
f5 Фор, мула изобретения
0
5
0
5
0
5
1.Соединение вала со ступицей, контактная поверхность которых имеет переменный вдоль оси соединения профиль, отличающееся тем, что, с целью повышения надежности
и упрощения технологии изготовления, поверхность контакта соединяемых деталей представляет собой простран- ственную фигуру, которая в каждом сечении, расположенном под углом к оси соединения, последовательно уменьшающимся в направлении к торцу вала, имеет форму круга одного диаметра, центр которой совпадает с осью соединения .
2.Способ изготовления соединения- вала со ступицей, включающий механическую обработку контактных поверхностей путем вращательного и поступательного перемещения инструмента и установку ступицы на вал, отличающийся тем, что, с целью повышения надежности и упрощения технологии-, изготовления, одновременно с вращательным и поступательным перемещением инструмента осуществляют его поворот вокруг оси, расположенной под прямым углом к направлению поступательного перемещения и оси вращения.
tPut.f
BuifA
ВидВ
фиг,3
игЛ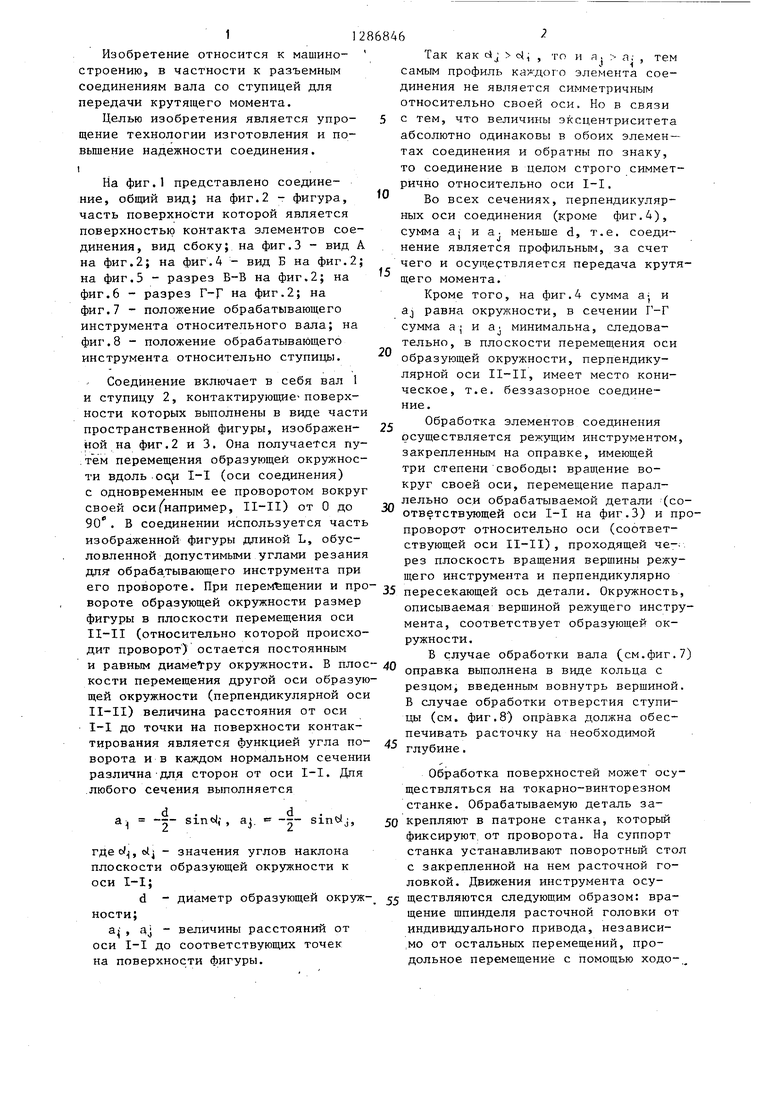
Изоб1#етение относится к области машиностроения, в частности к разъемным соединениям вала со ступицей для передачи крутящего момента. Целью изобретения является упрощение технологии изготовления и повышение надежности соединения. Б соединении вала 1 со ступицей 2 поверхность контакта соединяемых деталей , представляет собой пространственную фигуру. Б каждом сечении, расположенном под углом к оси соединения, указанная фигура имеет форму круга, центр которого совпадает с осью соединения. При изготовлении соединения обработку посадочных поверхностей вала и ступицы ведут путем вращательного поступательного перемещения инструмента с одновременным поворотом его вокруг оси, расположенной под прямым углом к направлению поступательного перемещения и оси вращения. Данная технология изготовления не требует специального инструмента и с допускает обработку посадочных поверхностей как вала, так и ступицы после термообработки. 2 с.п. ф-лы, 8 ил. (Л Фа&.1
фиг. S
фиг, 7
Редактор И.Рыбченко
Составитель Т.Орлова
Техред Л.Сердюкова Корректор А.Тяско
Заказ 7700/37 Тира 811Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
