этом частота вращения втулки 4 в N раз (где N - целое число) превышает частоту вращения шпинделя 2, но это отношение не постоянно, а меняется в период каждого оборота приводного вала 8 как в сторону увеличения, так и в сторону уменьшения. Изменение отношения частот вращения обуславливается наличием в устройстве шестерни 10, установленной на валу 8 со смещением относительно его оси, и, как следствие, периодическим изменением расстояния от оси вала 8, что при постоянной угловой скорости вала 8 приводит к изменению угловой скорости шпинделя 2. Ввиду непостоянного отношения частот вращения шпинделя 2 и втулки 4 большое значение для профиля поперечного сечения заготовки имеет месторасположение резца 11, а именно его угловая ориентация относительно оси эксцентриковой втулки. 2 с.п.ф- лы, 7 ил.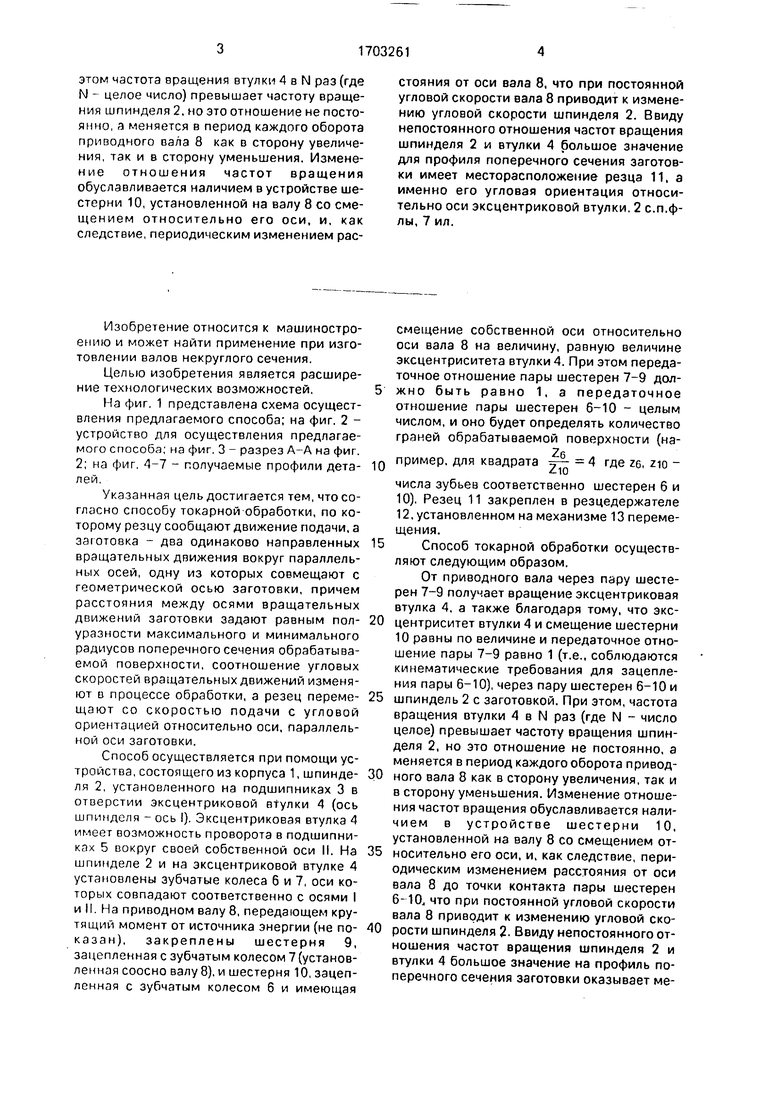
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей некруглого сечения | 1981 |
|
SU986599A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Станок для обработки циклоидальных профилей | 1974 |
|
SU498098A1 |
| Станок для обработки статора роторно-ппоршневого двигателя | 1972 |
|
SU510318A1 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| Устройство для зачистки сварных швов | 1989 |
|
SU1691040A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Привод шпинделя для вибрационного резания | 1980 |
|
SU933293A1 |
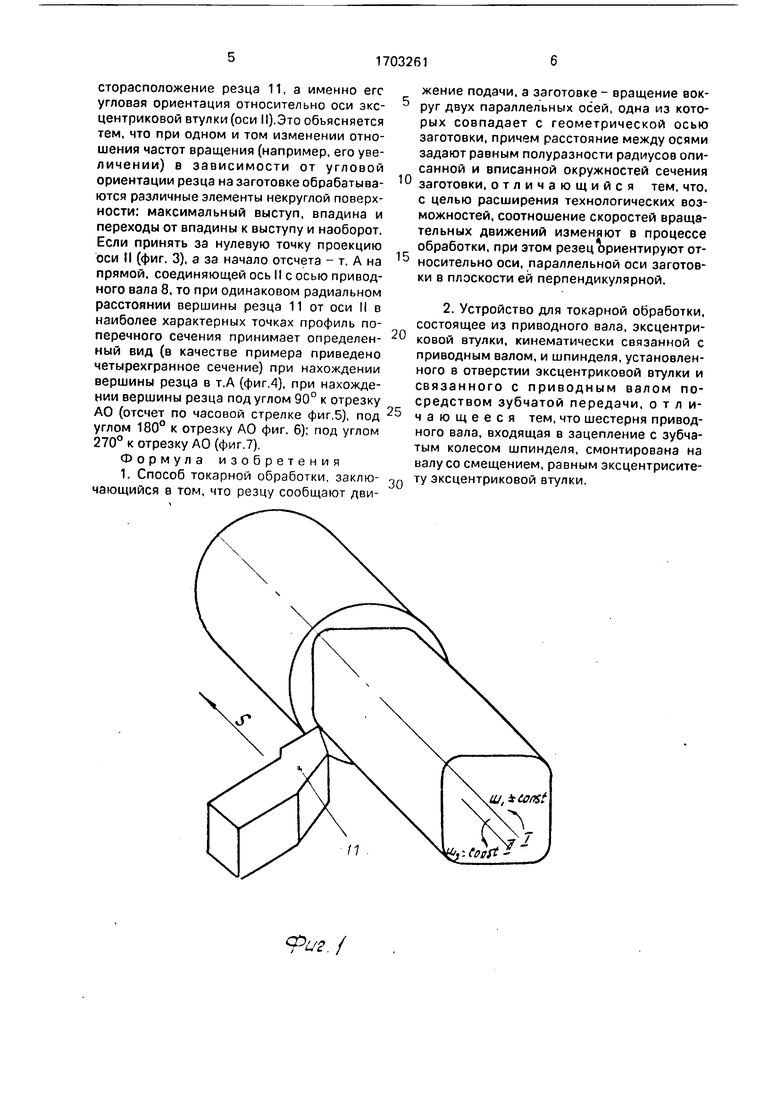
Изобретение относится к машиностроению и может найти применение при изготовлении валов некруглого сечения. Целью изобретения является расширение технологических возможностей путем получения валов различного профиля. Указанная цель достигается следующим образом. Заготовке сообщают два одинаково направленных вращательных движения вокруг параллельных осей, одну из которых совмещают с re9 ометрической осью заготовки, причем расстояние между осями вращательных движений заготовки задают равным полураэности максимального и минимального радиусов поперечного сечения обрабатываемой поверхности. При этом соотношение угловых скоростей вращательных движений заготовки изменяют в процессе обработки, а резец заранее ориентируют относительно оси, параллельной оси заготовки, в плоскости ей перпендикулярной. Устройство, реализующее указанный способ, работает следующим образом. От приводного вала 8 через пару шестерен 7-9 получает вращение эксцентриковая втулка 4, а также благодаря тому, что эксцентриситет втулки 4 и смещение шестерни 10 равны по величине и передаточное отношение пары шестерен 7-9 равно 1, через пару шестерен 6-10 получает вращение и шпиндель 2 с заготовкой 1. При А Г Ё О CJ 1ЧЭ о Фиг. 2
Изобретение относится к машиностроению и может найти применение при изготовлении валов некруглого сечения.
Целью изобретения является расширение технологических возможностей,
На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг. 2 - устройство для осуществления предлагаемого способа; на фиг. 3 - разрез А-А на фиг. 2; на фиг, 4-7 - получаемые профили деталей.
Указанная цель достигается тем, что согласно способу токарной обработки, по которому резцу сообщают движение подачи, а заготовка - два одинаково направленных вращательных движения вокруг параллельных осей, одну из которых совмещают с геометрической осью заготовки, причем расстояния между осями вращательных движений заготовки задают равным полуразности максимального и минимального радиусов поперечного сечения обрабатываемой поверхности, соотношение угловых скоростей вращательных движений изменяют в процессе обработки, а резец перемещают со скоростью подачи с угловой ориентацией относительно оси, параллельной оси заготовки.
Способ осуществляется при помощи устройства, состоящего из корпуса 1, шпинделя 2, установленного на подшипниках 3 в отверстии эксцентриковой втулки 4 (ось шпинделя - ось I). Эксцентриковая втулка 4 имеет возможность проворота в подшипниках 5 вокруг своей собственной оси II. На шпинделе 2 и на эксцентриковой втулке 4 установлены зубчатые колеса 6 и 7, оси которых совпадают соответственно с осями I и II. На приводном валу 8, передающем крутящий момент от источника энергии (не показан), закреплены шестерня 9, зацепленная с зубчатым колесом 7 (установленная соосно валу 8), и шестерня 10, зацепленная с зубчатым колесом 6 и имеющая
смещение собственной оси относительно оси вала 8 на величину, равную величине эксцентриситета втулки 4. При этом передаточное отношение пары шестерен 7-9 дол- жно быть равно 1, а передаточное отношение пары шестерен 6-10 - целым числом, и оно будет определять количество граней обрабатываемой поверхности (наZ6 л пример, для квадрата где ze, zioчисла зубьев соответственно шестерен 6 и 10). Резец 11 закреплен в резцедержателе 12, установленном на механизме 13 перемещения.
Способ токарной обработки осуществляют следующим образом.
От приводного вала через пару шестерен 7-9 получает вращение эксцентриковая втулка 4, а также благодаря тому, что эксцентриситет втулки 4 и смещение шестерни 10 равны по величине и передаточное отношение пары 7-9 равно 1 (т.е., соблюдаются кинематические требования для зацепления пары 6-10), через пару шестерен 6-10 и
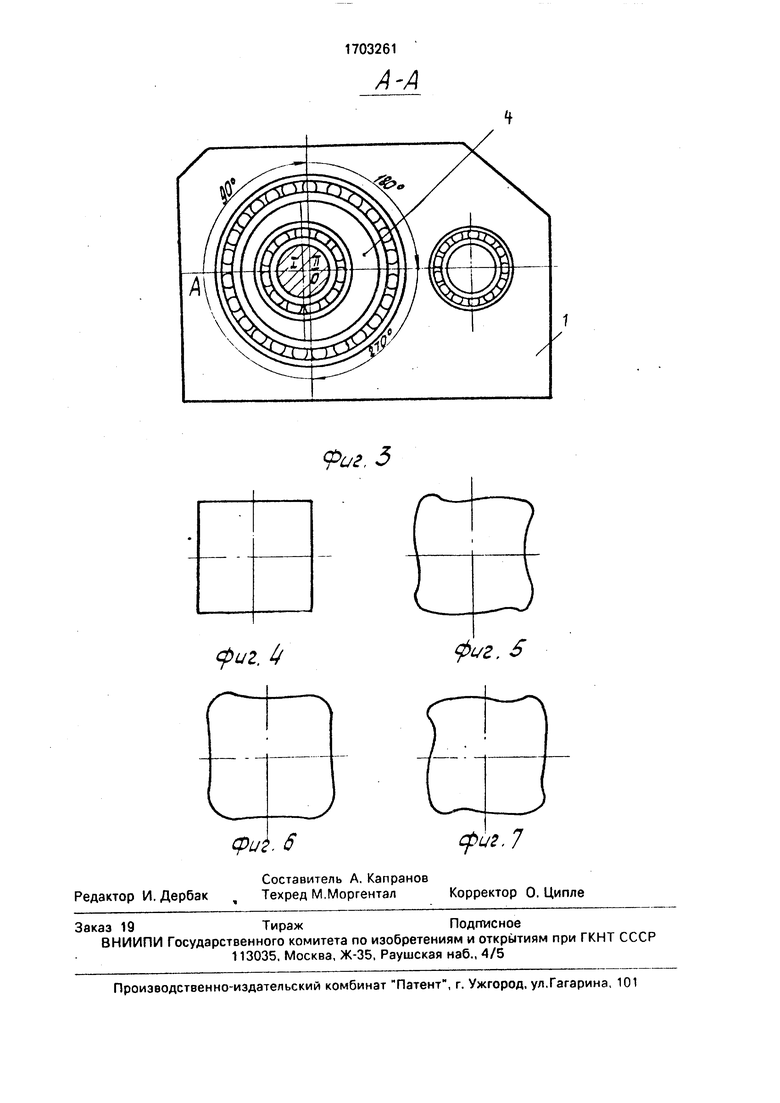
шпиндель 2 с заготовкой. При этом, частота вращения втулки 4 в N раз (где N - число целое) превышает частоту вращения шпинделя 2, но это отношение не постоянно, а меняется в период каждого оборота приводного вала 8 как в сторону увеличения, так и в сторону уменьшения. Изменение отношения частот вращения обуславливается наличием в устройстве шестерни 10, установленной на валу 8 со смещением относительно его оси, и, как следствие, периодическим изменением расстояния от оси вала 8 до точки контакта пары шестерен 6- Щ что при постоянной угловой скорости вала 8 приводит к изменению угловой скорости шпинделя 2. Ввиду непостоянного отношения частот вращения шпинделя 2 и втулки 4 большое значение на профиль поперечного сечения заготовки оказывает месторасположение резца 11, а именно егс угловая ориентация относительно оси эксцентриковой втулки (оси II).Это объясняется тем, что при одном и том изменении отношения частот вращения (например, его увеличении) в зависимости от угловой ориентации резца на заготовке обрабатываются различные элементы некруглой поверхности: максимальный выступ, впадина и переходы от впадины к выступу и наоборот. Если принять за нулевую точку проекцию оси И (фиг. 3), а за начало отсчета - т. А на прямой, соединяющей ось II с осью приводного вала 8, то при одинаковом радиальном расстоянии вершины резца 11 от оси II в наиболее характерных точках профиль поперечного сечения принимает определенный вид (в качестве примера приведено четырехгранное сечение) при нахождении вершины резца в т.А (фиг.4), при нахождении вершины резца под углом 90° к отрезку АО (отсчет по часовой стрелке фиг.5), под углом 180° к отрезку АО фиг. 6); под углом 270° к отрезку АО (фиг.7).
Формула изобретения 1. Способ токарной обработки, заключающийся в том, что резцу сообщают дви9V. /
10
15
0
5
0
жение подачи, а заготовке - вращение вокруг двух параллельных осей, одна из которых совпадает с геометрической осью заготовки, причем расстояние между осями задают равным полуразности радиусов описанной и вписанной окружностей сечения заготовки, отличающийся тем, что, с целью расширения технологических возможностей, соотношение скоростей вращательных движений изменяют в процессе обработки, при этом резец Ориентируют относительно оси, параллельной оси заготовки в плоскости ей перпендикулярной.
фиг, 5
риг. 4
А-А
| Способ токарной обработки | 1970 |
|
SU465274A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
