Изобретение относится к оборудованию термических печей непрерывного действия, эксплуатируемых в производстве бытового фарфора, и может быть использовано также в печах для производства, например, строй- фарфора и радиокерамики.
Цель изобретения - повышение надежности устройства и качества продукции.
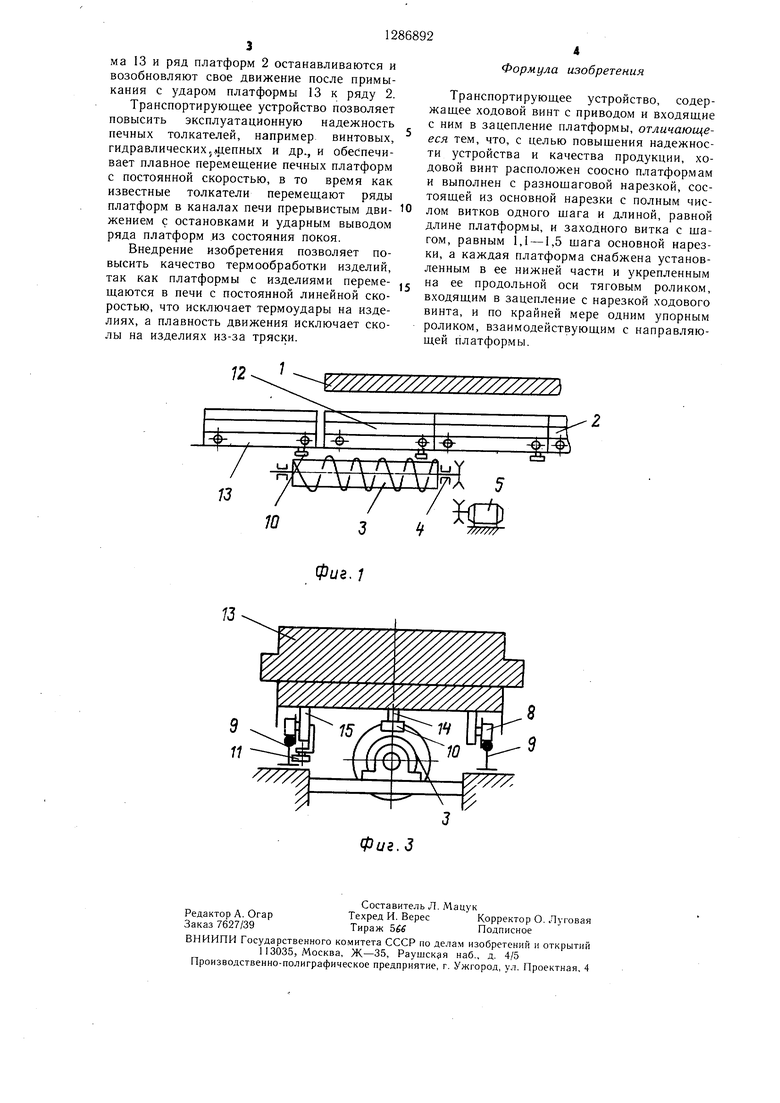
На фиг. 1 изображено транспортирующее устройство, общий вид; на фиг. 2 - ходовой винт; на фиг. 3 - платформа с упор- ным роликом и винт, поперечный разрез.
Транспортирующее устройство (фиг. 1), размещаемое на входе платформы в рабочий канал, например, нагревательной печи 1, содержит ряд платформ 2 и ходовой винт 3 с подщипниками 4 и приводом 5.
Ходовой винт (фиг. 2), имеет винтовую нарезку, состоящую из одного полного за- ходного витка 6, и основной нарезки 7 с несколькими витками, сумма шагов которых равна длине платформы, при этом шаг заходного витка равен 1,1 -1,5 шага основной нарезки.
Каждая платформа (фиг. 3) устройства снабжена катками 8, на которых она перемещается по направляющим 9, и имеет тяго- Вый ролик 10 и один или более упорных роликов 11.
Платформа 12, тяговый ролик 10 которой взаимодействует с основной нарезкой винта 3, является толкающей в ряду платформ 2. Стоящая в ряду платформ 2 перед толкающей платформой 12 платформа 13, тяговый ролик 10 который входит или вошел в зацепление с заходным витком нарезки винта, является входящей в канал печи.
Тяговый и упорные ролики установлены в нижней части платформы. Тяговый ролик 10 свободно сидит на пальце 14, закрепленном на продольной оси платформы, а один или несколько упорных роликов свободно сидят на опорах 15, прикреплен- ных к нижней части платформы. Количество упорных роликов определяется длиной и шириной платформы и их размещением относительно тягового ролика.
Транспортирующее устройство работает следующим образом.
Ходовой винт 3 вращается в подшипниках 4 от привода 5 с постоянной угловой скоростью. При этом платформа 12, толкающая ряд впереди стоящих платформ 2, своим тяговым роликом 10 взаимодействует с основной нарезкой 7 ходового винта 3, передающей толкающее усилие через ролик платформе, и последняя перемещается по направляющим 9 с постоянной линейной скоростью.
При воздействии винтовой нарезки на тяговый ролик 10, сидящий на пальце 14
0
5
0
0
5
Q 5
платформы 12, наряду с толкающим усилием, направленным вдоль продольной оси платформы, имеется боковое усилие, смещающее платформу, которому противодействует один или несколько упорных роликов 11, сидящих на опорах 15, упирающихся и, катящихся по направляющей 9 платформ.
В предпоследнем обороте винта 3, т.е. за один оборот до выхода тягового ролика 10 толкающей платформы 12 из зацепления с основной нарезкой 7, в зацепление с заходным витком 6 винта 3 вводится тяговый ролик платформы 13, входящей в канал печи.
В связи с разностью шагов заходного витка и витков основной нарезки .между двумя платформами 12 и 13 искусственно создается зазор, компенсирующий неточность изготовления платфор.м, их деформации.
При заверщающем обороте винта, выводящем из зацепления с нарезкой винта платформу 12, платфор.ма 13 догоняет платформу 12 и плавно на ходу соприкасается с ней (показано на фиг. 2 щтрихпунктирной линией).
В момент соприкосновения платфор.м 12 и 13 тяговый ролик 10 платформы 12 выходит из последнего витка нарезки, а платформа 13 входит в зацепление с основной нарезкой 7, при этом суммарное расстояние между тяговыми роликами 10 платформ 12 и 13 может не соответствовать сум.ме шагов нарезки, так как в момент соприкосновения платформ 12 и 13 тяговый ролик 10 платформы 12 уже практически выведен из зацепления с нарезкой винта 3.
После соприкосновения обеих платформ и вывода из зацепления с нарезкой винта 3 платформы 12 функцию толкающей платформы в ряду платформ транспортирующего устройства выполняет платформа 13; цикл повторяется.
Таким образом, заходный виток 6 дает возможность плавно на ходу ряда платформ 2 подогнать и примкнуть к нему входящую в канал платформу 13, а полное число витков основной нарезки 7 винта 3 обеспечивает вывод из зацепления с винтом бывшей толкающей платформы 12 в момент соприкосновения ее с платформой 13.
Необходимость полного числа витков основной нарезки винта и равенства длины основной нарезки длине платформы обусловлена тем, что при их различии в зацеплении могут оказаться тяговые ролики обеих платформ. В этом случае при неравенстве межосевых расстояний между тяговыми роликами и между соответствующими им канавками нарезки или происходит поломка одного из них, или толкающая платфор.ма 12 выходит из зацепления раньше, чем входит в зацепление с основной нарезкой, платформа 13 и ряд платформ 2 останавливаются и возобновляют свое движение после примыкания с ударом платформы 13 к ряду 2. Транспортирующее устройство позволяет повысить эксплуатационную надежность печных толкателей, например винтовых, гидравлических,/.депных и др., и обеспечивает плавное перемещение печных платформ с постоянной скоростью, в то время как известные толкатели перемещают ряды
Формула изобретения
Транспортирующее устройство, содержащее ходовой винт с приводом и входящие с ним в зацепление платформы, отличающееся тем, что, с целью повыщения надежности устройства и качества продукции, ходовой винт расположен соосно платформам и выполнен с разношаговой нарезкой, состоящей из основной нарезки с полным чисплатформ в каналах печи прерывистым дви- Ю лом витков одного щага и длиной, равной жением с остановками и ударным выводом длине платформы, и заходного витка с ща- ряда платформ .из состояния покоя.гом, равным 1,1 -1,5 щага основной нарезВнедрение изобретения позволяет по- ки, а каждая платформа снабжена установ- высить качество термообработки изделий, ленным в ее нижней части и укрепленным так как платформы с изделиями переме- на ее продольной оси тяговым роликом, щаются в печи с постоянной линейной скоростью, что исключает термоудары на изделиях, а плавность движения исключает сколы на изделиях из-за тряски.
входящим в зацепление с нарезкой ходового винта, и по крайней мере одним упорным роликом, взаимодействующим с направляющей платформы.
Формула изобретения
ки, а каждая платформа снабжена установ- ленным в ее нижней части и укрепленным на ее продольной оси тяговым роликом,
входящим в зацепление с нарезкой ходового винта, и по крайней мере одним упорным роликом, взаимодействующим с направляющей платформы.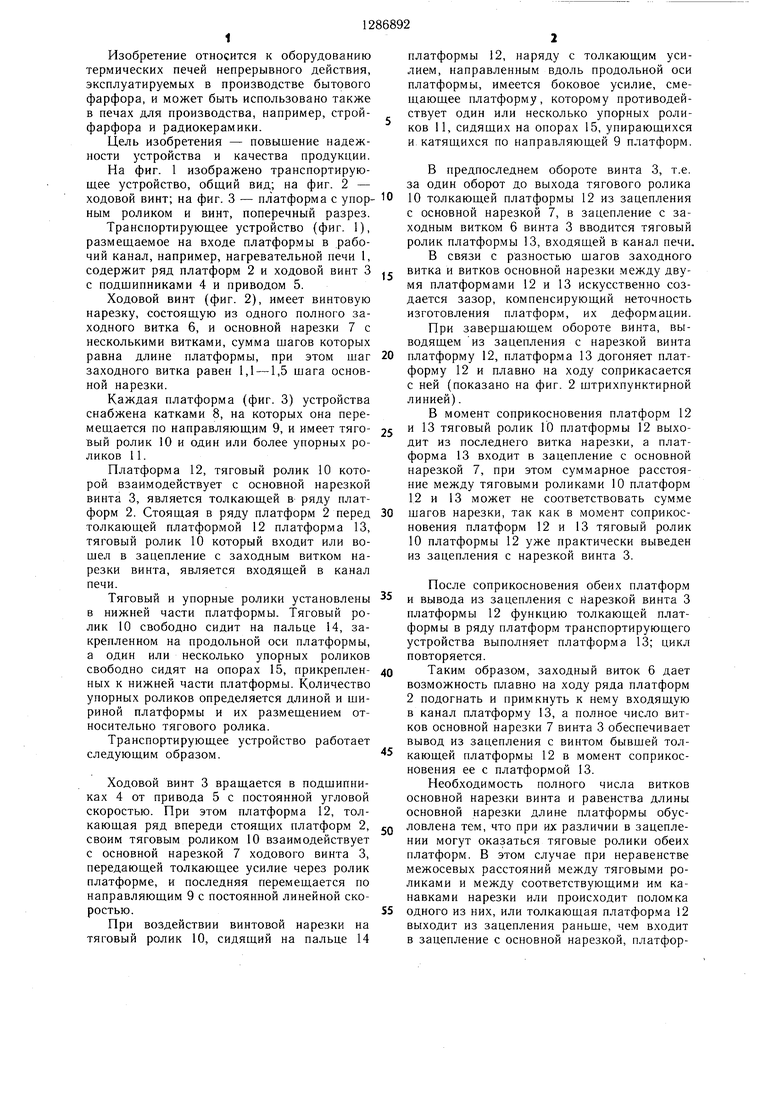
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ГИБКОГО ТЯГОВОГО ОРГАНА НА БАРАБАН ЛЕБЕДКИ | 2017 |
|
RU2665999C1 |
| Устройство для подачи деталей типа разрезных поршневых колец | 1986 |
|
SU1425038A1 |
| Автоклав для стерилизации консервов | 1977 |
|
SU686719A1 |
| Электропривод | 1973 |
|
SU508867A1 |
| Мерно-отрезное устройство | 1972 |
|
SU441078A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИНТА С РАВНОМЕРНО- ПЕРЕМЕННЫМИ ШАГОМ И ШИРИНОЙ- ВИТКА И С ПОСТОЯННЫМ УГЛОМ ПОДЪЕМА | 1968 |
|
SU212708A1 |
| СТОЛ ПЕРЕГРУЗОЧНЫЙ | 2018 |
|
RU2678928C1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВО С ВИНТОВЫМ ПРИВОДОМ | 2009 |
|
RU2416561C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2010 |
|
RU2442711C1 |
| Токарный станок для нарезания винтов с переменным шагом | 1979 |
|
SU891223A2 |
Изобретение относится к оборудованию термических печей непрерывного действия, эксплуатируемых в производстве бытового фарфора, и позволяет повысить надежность устройства и качество продукции. Транспортирующее устройство включает ходовой винт 3 с нарезкой, состоящей из одного полного заходного витка 6 и основной нарезки 7 с несколькими витками, сумма шагов которых равна длине платформы, при этом щаг за.ходного витка равен 1,1 - 1,5 шага основной нарезки. Платформа 12 снабжена тяговым роликом 10, который взаимодействует с основной нарезкой винта 3, которая передает толкающее усилие через ролик платформе, и платформа перемещается по направляющим с постоянной линейной скоростью. 3 ил. ////// , а У Ьаходныи Виток (Л ю 00 о: 00 со ю
7J
Л Л Л /у
гд П7/та
ю
///////
Фиг. 1
Составитель Л. Мацук
Редактор А. ОгарТехред И. ВересКорректор О. Луговая
Заказ 7627/39Тираж Ь66Подписное
ВНИИПИ Государственного ко.митета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушскэя наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 3
| Нагревательная печь | 1976 |
|
SU659868A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
