Известные способы размерного хромирования по высоте гильз цилиндров авиадвигателей, для сужения их при износах последнего, с применением монолитных анодов не обеспечивают получения слоев хрома заданных толщин.
Описываемый того же назначения способ осаждения слоев хрома с постепенным изменением их толщин, в зависимости от заданного профиля, устраняет такой недостаток. Достигается это применением составного анода, состоящего из нескольких изолированных друг от друга частей, включаемых на различную продолжительность работы, соответствующую последовательному осаждению гальваническим путем слоез хрома заданных толщин.
При этом каждая часть анода работает самостоятельно и предназначается для хромирования определенных поясов цилиндра.
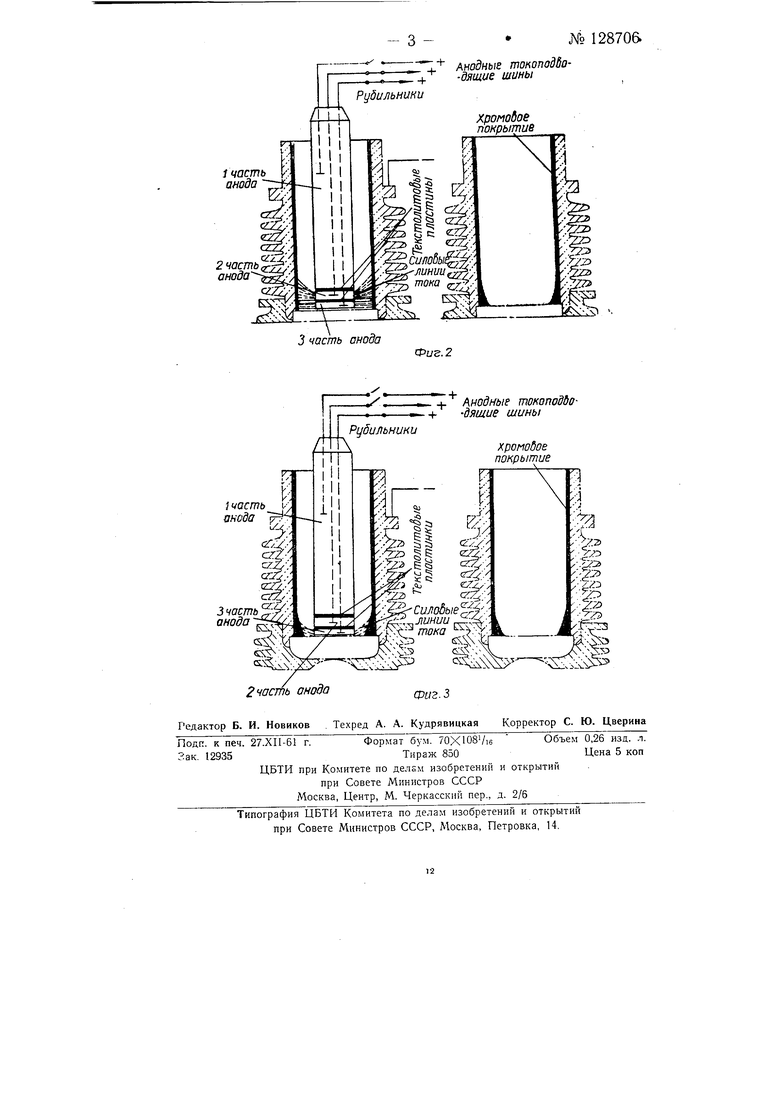
На чертежах схематически показано устранение дефекта ступенчатого износа зеркала цилиндра с применением анода, состоящего из трех частей: на фиг. 1 - восстановление размеров гильзы цилиндра; на фиг. 2 и 3 - изменение профиля верхней части цилиндра.
Восстановление гильзы цилиндра производится подключением к анодной токоподводящей щине всех трех частей анода, когда хром равномерно осаждается на всей поверхности гильзы до получения заданного размера.
После восстановления размеров гильзы цилиндра 1-я часть анода (фиг. 2) отключается от источника тока, и хром продолжает осаждаться только на верхней части гильзы до достижения ею необходимой толщины слоя на данном поясе цилиндра.
Доводка профиля сужения гильзы цилиндра показана на фиг. Я. При выполнении ее через определенное время от источника тока отключается 2-я часть анода, и осаждение хрома до достижения необходимых размеров происходит за счет работы только одной части анода.
№ 1287Q6
„ о
,. П р ёйм ет изобретения
Способразмёр ното хромирования гильз цилиндров авиадвигателей, отличающийся тей, .что для получения слоя хрома различной толщины по высоте цилиндра, с целью сужения последнего в верхней части, нeoбxoдимoгOдлйycfpaнeпж дефекта ступенчатого износа зеркала цилиндра, применен составнб1Г°анод, выполненный из нескольких И3| лированных друг от друга частей, которые включаются на различную продолжительность работы, соответствующую необходимой толщине слоя хрома в данном поясе цилиндра.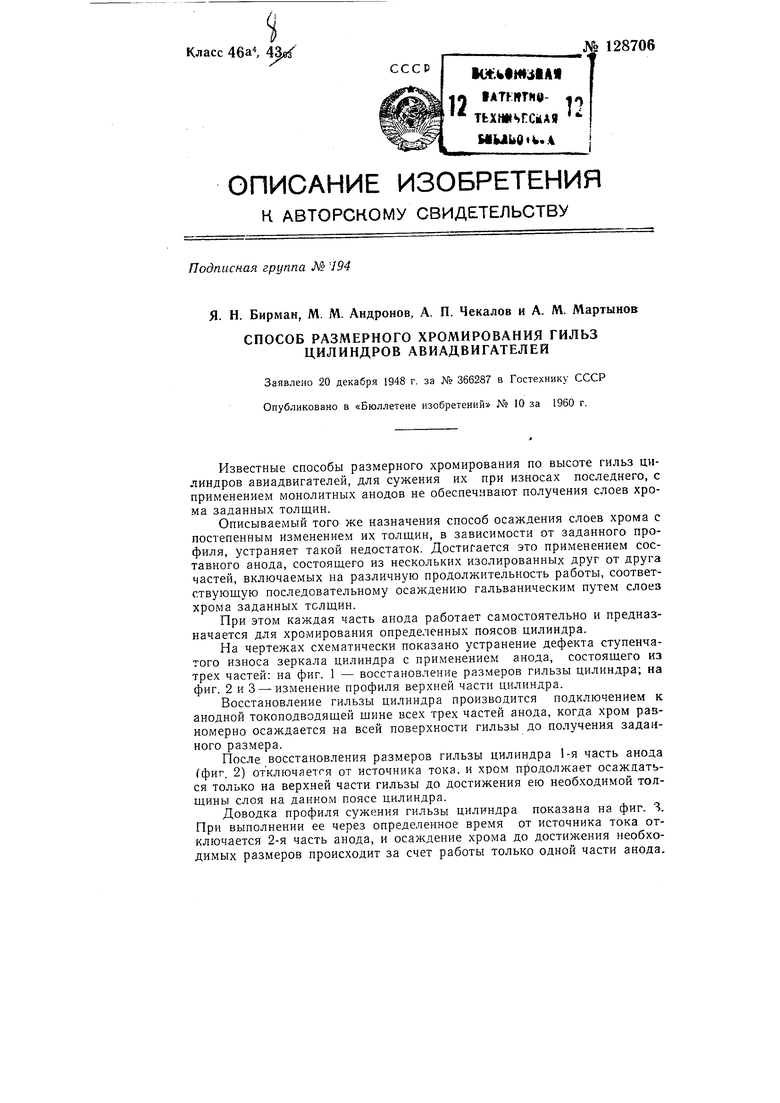
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пористого хромирования цилиндров, поршневых колец и других трущихся деталей двигателей внутреннего сгорания | 1944 |
|
SU69583A1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового гладкого покрытия | 2021 |
|
RU2773545C1 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АВТОМАТИЧЕСКОГО СТРЕЛКОВОГО ОРУЖИЯ | 2011 |
|
RU2458157C1 |
| Способ плазменно-электрохимического формирования наноструктурированного хромового покрытия и устройство для реализации способа | 2021 |
|
RU2771409C1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ БИМЕТАЛЛИЧЕСКИХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ТРУБ | 2004 |
|
RU2263013C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОЛОГО ИЗДЕЛИЯ | 2004 |
|
RU2282683C1 |
| СПОСОБ РЕМОНТА СКВАЖИННОГО ШТАНГОВОГО ГЛУБИННОГО НАСОСА | 2004 |
|
RU2282750C1 |

Рубильники
Анодные токапод+ -водящие шины
ХромоВое покрытие
анода
Анодные токоподбадящие шины
Фиг. 2
