Изобретение относится к сварке, а именно к устройствам программного управления скоростью сварки, и может быть применено для сварки неповорот- ных стыков труб в монтажных условиях в судостроении, машиностроении и других отраслях промышленности.
Целью изобретения является расширение .функциональных возможностей устройства путем изменения участков программного задания скорости сварки.
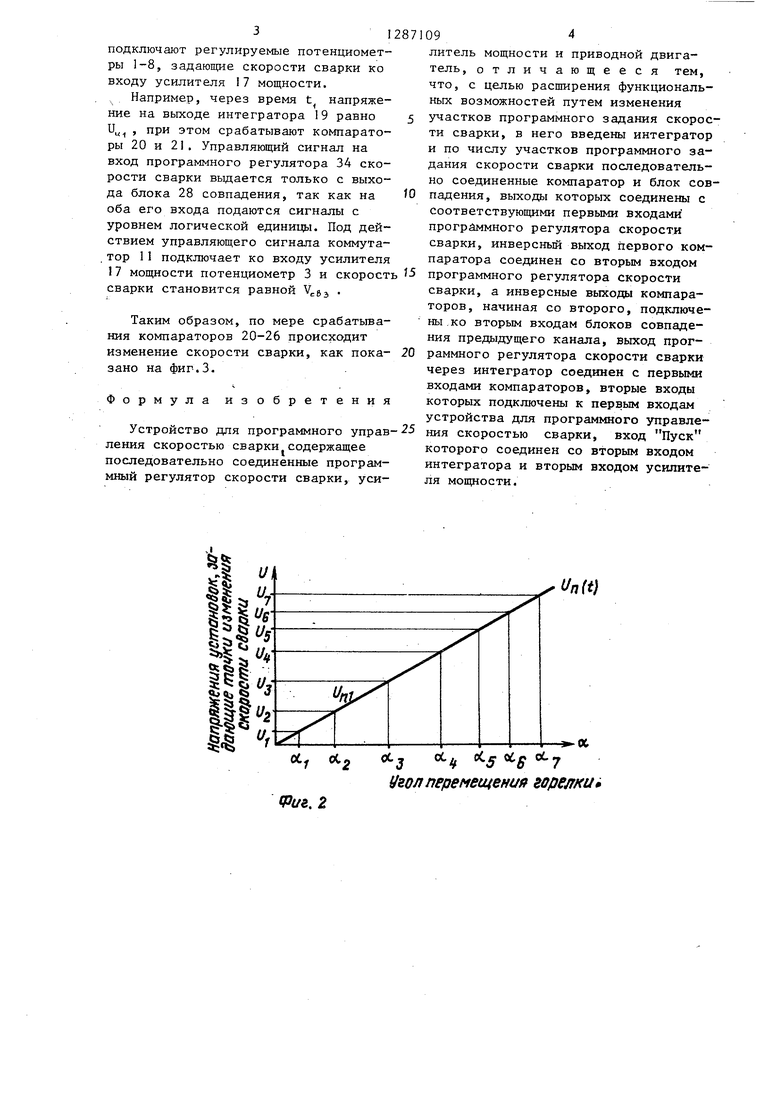
На фиг. дана схема устройства для программного управления скоростью сварки; на фиг,2 - диаграмма срабатывания компараторов; на фиг.З - диаграмма программы изменения скорости сварки.
Устройство содержит регулируемые потенциометры , коммутаторы 9-16
Выходы блоков 27-33 совпадения соединены с управляющими входами коммутаторов 9-16. .
Устройство работает следующим об- 5 разом.
При отсутствии команды Пуск интегратор 19 приведен в исходное состояние. Напряжение на выходе его равно нулю, на прямых выходах компарато- 0 ров 20-26 уровень напряжения соответствует логическому нулю, а на инвер с- нь1х - логической единице. При поступлении команды Пуск от логического устройства (не показано), задающего цикл сварки на входы усилителя мощности 17 и интегратора 19, начинает вращаться двигатель -18, перемещая сварочную горелку со скоростью, заданной потенциометром 1. Напряжение
t5
ся выражением
25 где
Uu
и
- К, |и,, dt ,
по числу точек регулирования, соеди- 20 на выходе интегратора 19 определяет- няющих их с входом усилителя 17 мощности, управляющий (приводной) двигатель 18, приводящий в движение сварочную головку (не показана), интегратор 19, вход которого,соединен с выходом программного регулятора, выход интегратора 19 соединен со входом компараторов 20-26, прямые выходы которых соединены с первыми входами блоков 27-33 совпадения соответственно, программный регулятор скорости сварки 34.
и,
К
г 5
К,
30
напряжение на выходе интегратора ;
напряжение на выходе программного регулятора- коэффициенты пропорцио-- нальности }
л- угол, на который переместилась сварочная горелка от начала сварки за время t.
Инверсный выход компаратора 20 соединен с управляющим входом комму- 35 татора 9, а инверсньш выходы компараторов 21-26 со вторьми входами схем 27-32 совпадения соответственно.
Интегратор обеспечивает получение напряжения, пропорционального величи- 40 казаны), задающих точки изменения не перемещения сварочной горелки. скорости сварки (фиг.2). При превыл- угол, на который переместилась сварочная горелка от начала сварки за время t.
Напряжение с выхода интегратора 1 подается на входы компараторов 20- 26, где сравнивается с напряжением уставок Ц ...и, поступающих от за- датчиков, доступных оператору (не по
Компараторы обеспечивают определение границ участков программного задания скорости сварки, величина участка задается напряжением срабатывания компараторов и может быть изменена оператором, блоки совпадения обеспечивают зшравление программным устройством только от одного из семи компараторов.
Такое вьшолнение устройства расширяет его функциональные возможности за счет обеспечения использования его с горелками, не имеющими им- 5 о (по времени) сработавшего компапульсных датчиков, возможности-оперативного изменения величин участков программного управления скоростью сварки.
871092
Выходы блоков 27-33 совпадения соединены с управляющими входами коммутаторов 9-16. .
Устройство работает следующим об- 5 разом.
При отсутствии команды Пуск интегратор 19 приведен в исходное состояние. Напряжение на выходе его равно нулю, на прямых выходах компарато- 0 ров 20-26 уровень напряжения соответствует логическому нулю, а на инвер с- нь1х - логической единице. При поступлении команды Пуск от логического устройства (не показано), задающего цикл сварки на входы усилителя мощности 17 и интегратора 19, начинает вращаться двигатель -18, перемещая сварочную горелку со скоростью, заданной потенциометром 1. Напряжение
t5
ся выражением
на выходе инте
где
Uu
и
- К, |и,, dt ,
на выходе интегратора 19 определяет-
и,
К
г 5
К,
казаны), задающих точки изменения скорости сварки (фиг.2). При превынапряжение на выходе интегратора ;
напряжение на выходе программного регулятора- коэффициенты пропорцио-- нальности }
л- угол, на который переместилась сварочная горелка от начала сварки за время t.
Напряжение с выхода интегратора 19 подается на входы компараторов 20- 26, где сравнивается с напряжением уставок Ц ...и, поступающих от за- датчиков, доступных оператору (не пошении напряжения, поступающего от интегратора 19, над напряжением уставки компараторы 20-26 срабатывают,
45 при этом на прямом выходе их устанавливается уровень напряжения, соответствующий логической единице, а на инверсном-логическому нулю. Выходы компараторов 20-26 соединены со
50 входами блоков 27-33 совпадения таким образом, что управляющий сигнал на входы коммутаторов 9-16 поступает
от блоков 27-33 совпадения, которые соединены с прямым выходом последнератора. Коммутаторы 10-16, получая от компараторов 20-26 yпpaвляющ e сигналы в виде напряжения с уровнем, соответствующим логической единице,
31
подключают регулируемые потенциометры 1-8, задающие скорости сварки ко входу усилителя 17 мощности.
Например, через время t напряжение на выходе интегратора 19 равно Uy , при этом срабатывают компараторы 20 и 21. Управляющий сигнал на вход программного регулятора 34 скорости сварки вьщается только с выхода блока 28 совпадения, так как на оба его входа подаются сигналы с уровнем логической единицы. Под действием управляющего сигнала коммутатор 11 подключает ко входу усилителя 17 мощности потенциометр 3 и скорост сварки становится равной V. .
Таким образом, по мере срабатьгоа- ния компараторов 20-26 происходит изменение скорости сварки, как пока- зано на фиг.З.
Формула изобретения
Устройство для программного управ ления скоростью сварки содержащее последовательно соединенные программный регулятор скорости сварки, усиУиг.2
094
литель мощности и приводной двигатель, отличающееся тем, что, с целью расширения функциональных возможностей путем изменения участков программного задания скорости сварки, в него введены интегратор и по числу участков программного задания скорости сварки последовательно соединенные компаратор и блок совпадения, выходы которых соединены с соответствующими первыми входами программного регулятора скорости сварки, инверсный выход первого компаратора соединен со вторым входом программного регулятора скорости сварки, а инверсные выходы компараторов, начиная со второго, подключены, ко вторым входам блоков совпадения предыдущего канала, выход программного регулятора скорости сварки через интегратор соединен с первыми входами компараторов, вторые входы которых подключены к первым входам устройства для программного управления скоростью сварки, вход Пуск которого соединен со вторым входом интегратора и вторым входом усилителя мощности.
Угол перемещений горелки
Фиъ.З
Редактор К.Волощук
Составитель И.Швец Техред Л.Сердюкова
Заказ 7715/50Тираж 862Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 1 13035,. Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Цгол перемещения юрелкц
Корректор Г.Решетник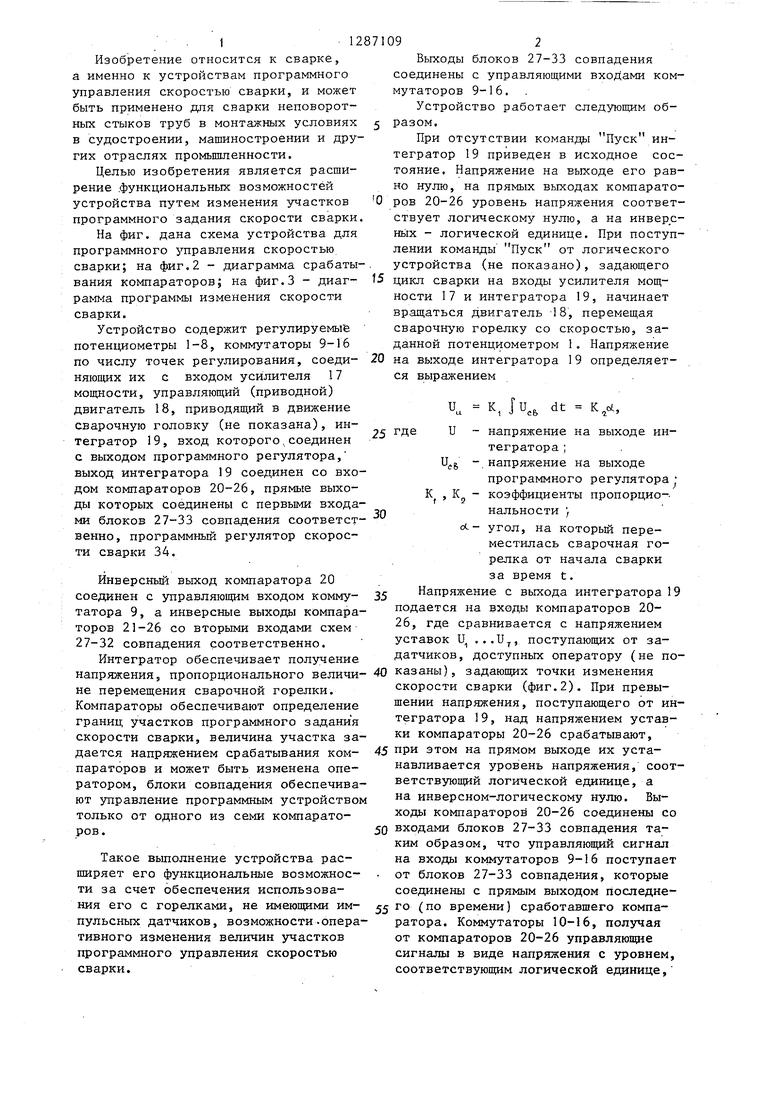
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
| Устройство для перемещения и колебаний сварочной горелки | 1988 |
|
SU1547995A1 |
| Установка для управления процессом сварки неповоротных стыков труб | 1987 |
|
SU1488149A1 |
| Устройство для дуговой сварки с поперечными колебаниями сварочной горелки | 1983 |
|
SU1133059A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| УСТРОЙСТВО ВЫДЕЛЕНИЯ ИНФОРМАЦИИ И УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2003 |
|
RU2240903C1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2011 |
|
RU2490103C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
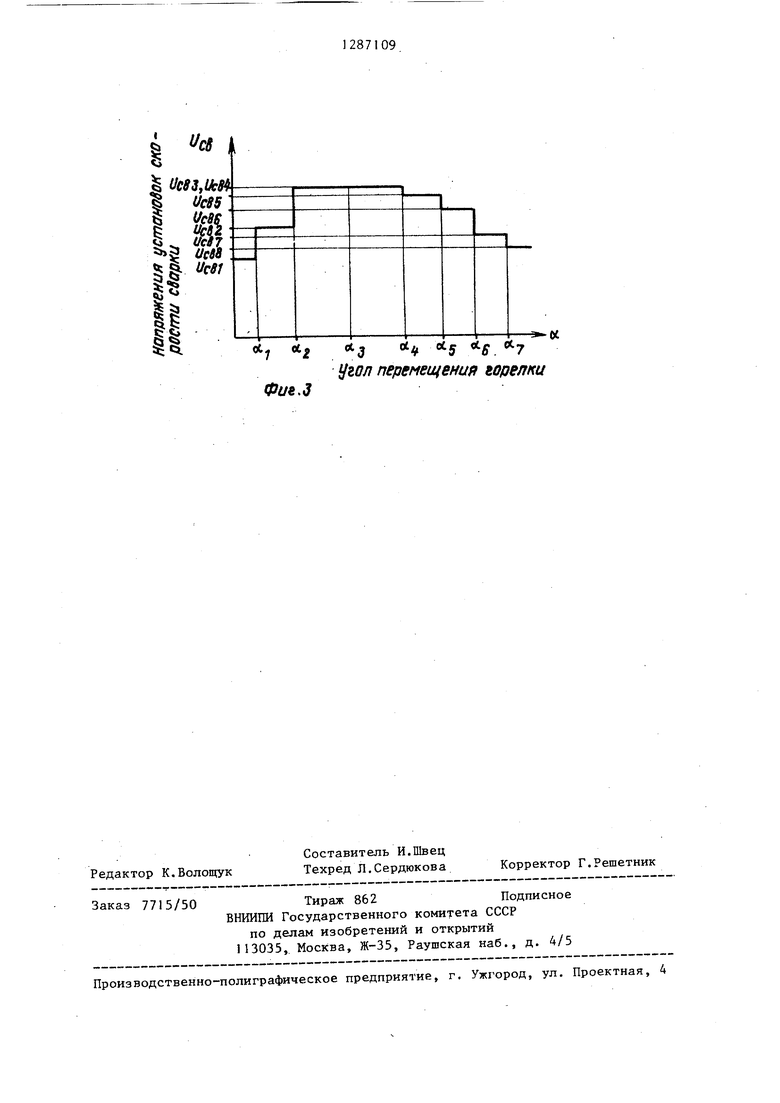
Изобретение относится к устройствам программного управления сваркой и может быть применено для сварки неповоротных стыков труб в монтажных условиях в судостроении, машиностроении и других отраслях промьшлен- ности. Целью изобретения является расширение функциональных возможностей устройства путем изменения участков программного задания скорости сварки. Устройство Для программного управления скоростью сварки содержит регулируемые потенциометры 1-8, коммутаторы 9-16, усилитель мощности 17, управляющий двигатель 18, интегратор 19, компараторы 20-26, блоки совпадения 27-33 и программный регулятор скорости сварки 34. Использование интегратора, компараторов и блоков совпадения обеспечивает проведение сварки неповоротнык стыков труб, когда установка датчиков на сварочных горелках невозможна, и возможность оперативного изменения величин участков программного управления скоростью сварки. 3 ил. с (О (Л to 00 ы
| Устройство для управления роботомпРи дугОВОй CBAPKE | 1979 |
|
SU841840A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Львов Н.С | |||
| и др. | |||
| Автоматика и автоматизация сварочных процессов, М.: Машиностроение, 1982, с | |||
| Кулиса для фотографических трансформаторов и увеличительных аппаратов | 1921 |
|
SU213A1 |
