лебания сварочной горелки, причем входы дополнительных вычислительных блоков соединены с блоком программного управления скоростью подачи проволоки, с контактами переключателя и источником сварочного тока, а выходы - с одним из входов соответствующего элемента суммирования, другие их входы соединены с выходом вычислительного блока, при этом выходы элементов сумг- ирования .соединены с соответствующими двигателями координатного перемещения, а третий контакт переключателя с источником сварочного тока.
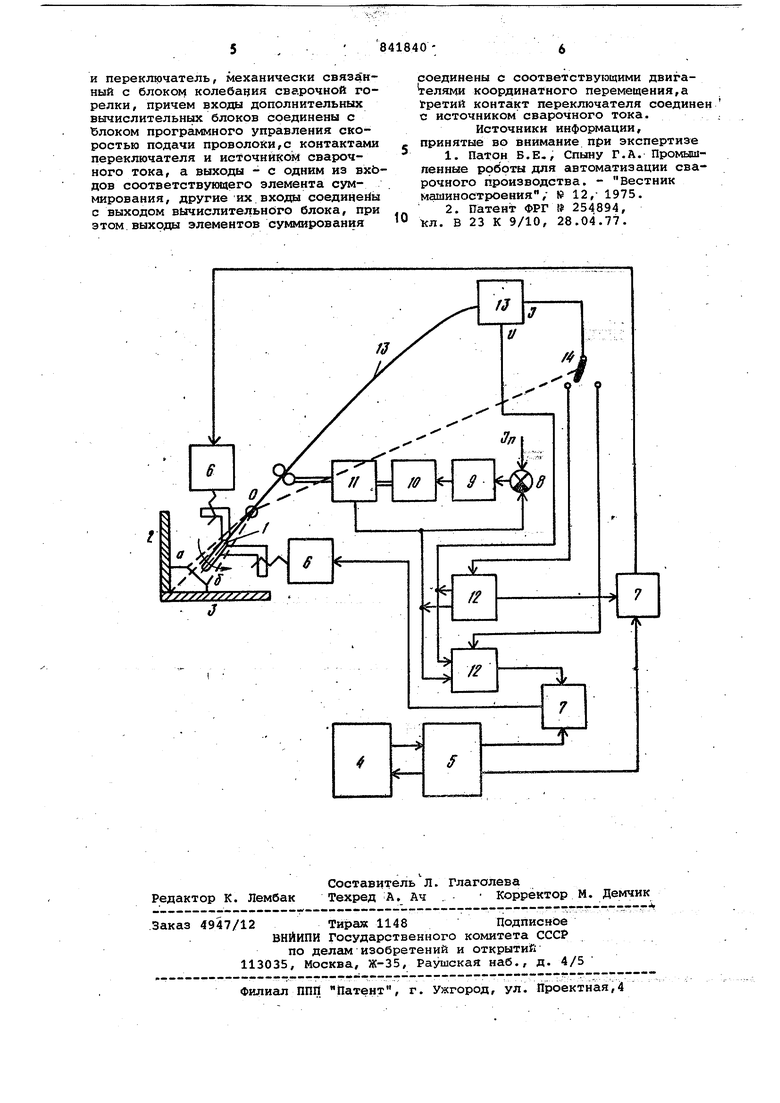
На чертеже показана функциональная схема предлагаемого устройства.
Устройство содерзкит сварочную горелку 1 вместе с блоком поперечных колебаний, которая расположена на кисти робота и осуществляет сварку углового шва, состоящего из двух пластин 2 и 3. Основная программа ее движения записана в запоминающем устройстве 4, которое связано с вычислительным устройством 5, вырабатывающем управляющее воздействие на двигатели б координатного, перемещения соединенные с вычислительным устройством 5 черезсуммирующие элементы 7. Для стабилизации скорости подачи, соответствующей току сварки Уи ; используются блоки программного управления: элемент 8 сравнения, усилитель 9, двигатель 10, тахогенератор 11, .соединенные последовательн и замкнутые обратной связью с тахоге.нератора 11 на блок 8 сравнения. Корректировка основной программы осуще.ствляется с помощь ю двух вычислитель ных.блоков 12 токовой корректировки положения электрода и режима процесса сварки, входы которых соединены с тахогенерато- ром 11, определяющим заданное значение тока, с источником 1з сварочного тока, осуществляющим корректировку зданно.го-значения тока при изменении напряжения источника, и с перекидным ключом 14, связанным с механизмо поперечных колебаний горелки 1, и фиксирующим фактическое значение тока в крайних положениях колебания. Вых6д блока 12 соединен со вторым входом элемента 7 суммирования, где суммируются сигналы основной и корректирующих программ. Устройство работает следующим об разом. ..
Записанная в запоминающем устройстве 4 основная программа преобразуется в управляющие-воздействия в вь;гчислительном устройстве 5 и через элементы 7 суммирования подается на двигатели 6 координатного перемещения, которые направляют приближенную сварочную горелку 1 по линии (Рварного соединения. Поперечные колебаййя сварочной горейки вокруг точки О приводят к изменению.сварочного тока,при этом значения сварочного токи Эд, и 7 в точках а и б могут отличаться от заданного Э что создает.управляющие воздействия
а( г а (f- I вычисляемые в блоке 12 корректировки положения электрода и режима процесса сварки. Положение электрода связано с величиной тока, т.е-, чем дальше сварочная горелка находится от изделия, чем больше вылет электрода,тем меньше ток сЪарки.Однако величйна сварочного тока в точках ЗГд и :г изменяться и в результате из-, менения напряиения источника 13, что приводит к ложному управля лцему воздействию. Чтобы исключить влияние изменения напряжения и источника сварочного тока, введена корректировка заданного значения тока 7 в зависимости от величины и, чтобы разности (( и() определяли лиыь положение электрода в пространстве и не вызывали ложного регулирования при колебаниях напряжения источника. Последнее особенно важно в переходных режимах, когда наблюдаютс броски сварочного тока и напряжения дуги.
Таким образом, предлагаемое устроство позволяет без подолнительннх датчиков положения горелки рбеспечить направление горелки по фактической линии сварного соединения. В качестве колебателя сварочной горелки может использов аться технологический колебатель, необходимость которого вызвана расширением зоны сварки и требуемым качеством сварного соединения.
Экономический эффект достигается за счет освобождения сварщиков, а также за счет повышения Ka iecTBa сварного соединения и возможности сварки изделий в условиях, когда наличие человека в зоне сварки недопустимо.
Формула изобретения
Устройство для управления роботом при дуговой сварке, содержащее программатор, соединенный с вычислительным блоком, подключенным к дви;гателям координатного перемещения.
/блок программного управления скоростью подачи проволоки, блок колебания сварочной горелки и источник сварочного тока, отличающееся тем, что, с целью повышения качества сварного соединения путем о еспечения управления по положению электрода и режиму процесса, в устройство введены два дополнительных вычислительных блока токовой корректировки положения электрода и режима процесса сварки, два элемента суммирования
и переключатель, механически связанный с блоком колебания сварочной горелки, причем входы дополнительных вычислительн 1х блоков соединены с Ълоком программного управления скоростью подачи проволоки/с контактами переключателя и источником сварочного тока, а выходы - с одним из вхЬдов соответствующего элемента суммирования, другие их входы соедине11ы с выходом вычислительного блока, при этом выходы элементов суммирования
соединены с соответствующими двигателями координатного перемещения,а третий контакт переключателя соединен с источником сварочного тока.
Источники информации, принятые во внимание при экспертизе
1.Патон Б.Е., Спыну Г.А. Промышленные роботы для автоматизации сварочного производства. - Вестник машиностроения / 12,- 1975.
2.Патен ФРГ № 254894,
0 Ткл. В 23 К 9/10, 28.04.77.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки иНАплАВКи СлОжНыХ пОВЕРХНОСТЕй | 1979 |
|
SU804278A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для программного управленияпРОМышлЕННыМ РОбОТОМ КОНТАКТНОйТОчЕчНОй СВАРКи | 1979 |
|
SU797855A1 |
| Устройство для копирования линииСВАРНОгО СОЕдиНЕНия | 1978 |
|
SU795798A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| Устройство управления положением электросварочной горелки робота | 1989 |
|
SU1660888A1 |
| Устройство для автоматического управления процессом дуговой сварки | 1983 |
|
SU1109276A1 |
| Система автоматического копирования линии сварного соединения | 1981 |
|
SU994174A1 |
| Устройство для записи и воспроиз-ВЕдЕНия пРОгРАММ | 1978 |
|
SU807238A1 |
| Стенд-тренажер для оценки качества задания программ управления промышленным роботом для сварки | 1985 |
|
SU1291387A1 |
