Изобретение касается очистки деталей сво бодным абразивом.
Известна головка для очистки абразивом наружной поверхности деталей, типа труб, содержащая корпус с установленным под угло.м к яему штуцером и двумя отверстия:ми в Toipuax, одно из которых снабжено сменны.м соплоМ 1.
Однако известное устройство обеспечивает недостаточно высокое качество очищаемого изделия.
Цель .изобретения - повышение качества очищаемых изделий за счет подвода абразива с двух стороны очищаемого изделия.
Это достигается тем, что головка снабжена дополнительным штуцером, установленным с противоположной стороны корпуса параллельно имеющемуся штуцеру, а внутренняя полость корпуса выполнена из двух сообщающихся между собой частей, причем второе отверстие в торце корпуса имеет также сменное сопло.
На чертеж-е схематически изображено предложенное устройство, общий вид.
Головка для очистки абразивом наружной поверхност.и деталей включает корпус /, :на .котором закреплены с противоположных сторон под углом штуцера 2, к которым присоединяются шланги дробеструйного аппарата. Внутри последних установлены разгонные сопла 3. Внутренняя полость корпуса разделена на две сообщающиеся части. По торцам корпус выполнен 5 с отверстия-ми, каждое из которых снабжено сменным соплом 4, выбираемым из условия перемещения через него очищаемого изделия 5 с зазором, обеспечивающим прохождение всего потока абразива.
0
Головка работает следующим образом.
При очистке абразив от дробест руйного аппарата с помощью сжатого воздуха по шлангам подают к очистной головке. Изделие перемещают с определенной скоростью
5 через торцовые отверстия и внутреннюю нерегородку корпуса / головки.
Процесс очистки двойной. Первоначально абразив разгоняется в соплах 3, установленных с разных стороны изделия 5, « Боздейсгвует на очищаемую поверхность
0 под наиболее выгодным углом атаки, охватывая при этом весь периметр изделия. Затем использованный абразив повторно разгоняется S сменных соплах 4, образующих кольцевой зазор внутренней поверхностью сопла и очищаемой поверхностью.
Р1спользование изобретения позволят повысить качество очищаемого изделия, вопервых, за счет подвода абразива с двух сторон очищаемого изделия посредством
шту церов, установленных под углО|М к корпусу, что дает возможность равномерно охватывать струей абразива очищаемую поeeipXHOCTb изделия, а .во-вторых, за счет дважды эфф-ект.иВ|Но использоваяного потока абразива; лервый раз - после разгонного сопла, второй |раз - в смевном сопле на выходе яз головки.
Кроме того, за счет двук,ратного использования абразивного потока скорость очистки увеличивается, .поэтому подачу изделия можно осуществлять с большой скоростью, что новьюит производительность очистки.
Распределение корпуса головки на две сообщающиеся части способствует направлению потока абразива в сопло.
Формула изобретения
1. Головка для очистки абразивом наружной поверхности деталей, типа труб, содержащая корпус с установленным под угло,м к нему щтуцером н двумя отве рстиями
В торцах, одно из которых снабжено сменным соплом, выбраняым из условия перемещения через него очищаемой детали с зазором, обеспечнвающим прохождение всего потока абразива, отличающаяся тем, что, с целью повышения качества очищаемых изделий за счет подвода абразива с ЛВух cTOipoH очищаемого изделия, головка снабжена дополнительным штуцером, установленным с противоположной стороны iKCpnyca параллельно и меющемуся штуцеру, а внутренняя полость корпуса выполнена из двух соо-бщающихся между собой частей, причем второе отверстие в торце корпуса имеет также сменное сопло.
2. Головка по п. I, отличающаяся тем, что щтуцвры снабжены разгонными соплами, установленными внутри них.
Источник информании,
принятый во 1внимаяие при экспертизе:
СССР
1. Авторское свидетельство .N9 290819, «л. В 24 С 3/12, 1971.
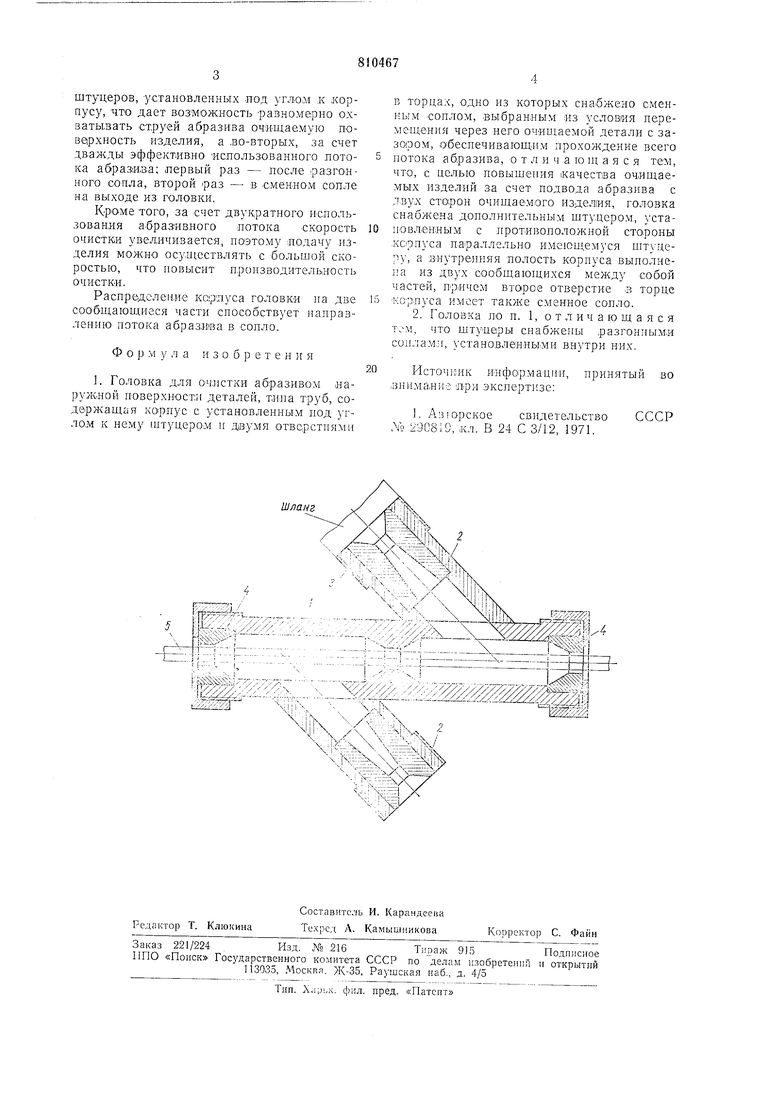
Шланг
