(54) СПОСОБ ИЗГОТОВЛЕНИЯ СУДОВЫХ ТРУБОПРОВОДОВ С ПРИВАРНЫМИ ФЛАНЦАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения положения фланцев перед приваркой к трубам при изготовлении судовых трубопроводов | 1972 |
|
SU570474A1 |
| Способ изготовления компенсаторных труб | 1981 |
|
SU990370A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГИСТРАЛЬНОЙ ТРУБЫ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ | 1997 |
|
RU2126760C1 |
| Способ моделирования демонтированной трубы в судоремонте | 1988 |
|
SU1613291A1 |
| ЗАБОЙНАЯ ТРУБА И СПОСОБ МОНТАЖА ТРУБОПРОВОДА | 1994 |
|
RU2086846C1 |
| Способ изготовления компенсаторных труб с фланцами | 1986 |
|
SU1512693A1 |
| Устройство для сборки труб с фланцами | 1980 |
|
SU865593A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФОРМЫ СУДОВОЙ ЗАБОЙНОЙ ТРУБЫ И НАСТРОЕЧНЫЙ ШАБЛОН | 2014 |
|
RU2578175C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2010 |
|
RU2406580C1 |
1
Изобретение относится к судостроению, в частности к способам изготовления судовых трубопроводов с приварными фланцами.
Известен способ изготовления судовых трубопроводов с приварными фланцами, заключающийся в снятии шаблонов по месту в помещениях судна, изготовлении по ним труб, ориентации и фиксации фланцев на концах труб 1 ,
Однако при изготовлении судовых трубопроводов ПС известному способу необходимо применение макетов и макетировочных стендов, изготовление и использование которых требует значительных трудовых затрат, в частности, при ориентахши пригоняемых фланцев.
Целью изобретения является сокращение трудоемкости ориентации фланцев.
Для этого измеряют угол между плоскостями стыкуемых концевых погибов шаблонов, раскрепленных пс месту, затем один фланец каждого стьиуемого соединения насаженный на конец изготовленной по шаблону трубы, разворачивают до совпадения
плоскости симметрии этого фланца, проходящей перпендикулярно его плоскости между болтовыми отверстиями, с плоскостью концевого погиба трубы, а другой фланец разворачивают на угол между плоскостью симметрии фланца и плоскостью концевого погиба трубы, равный измеренному углу между плоскостями стыкуемых концевых погибов шаблонов, после чего фиксируют фланцы на трубах.
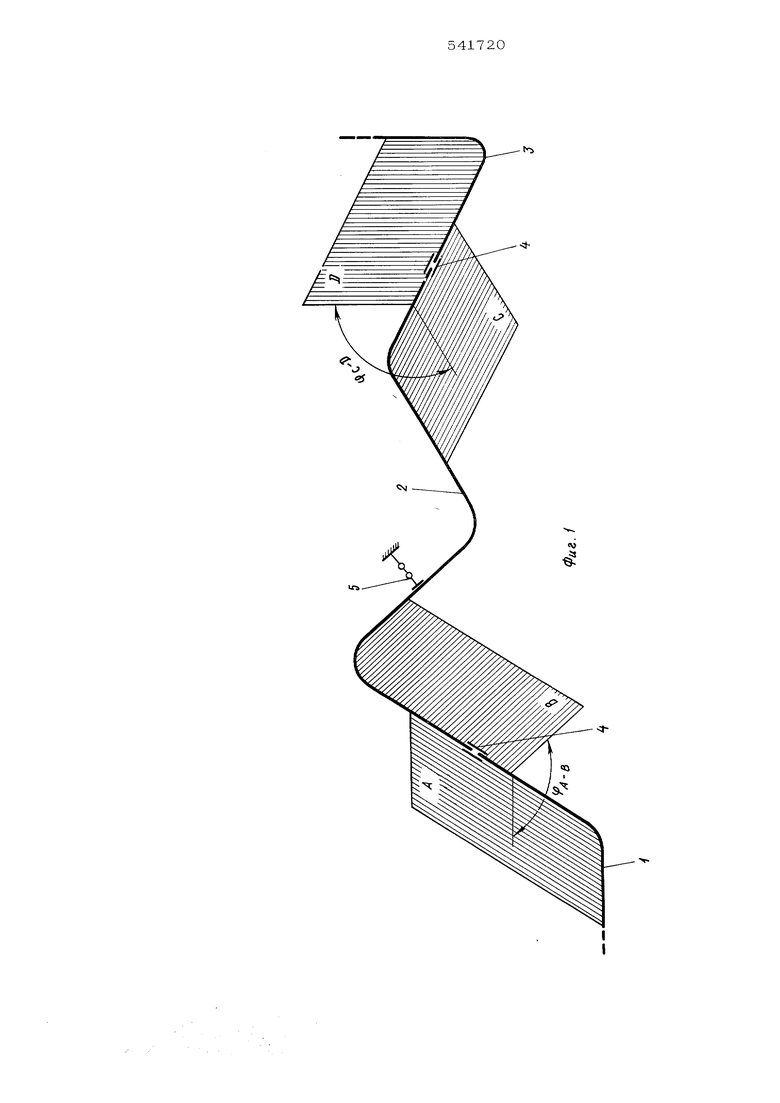
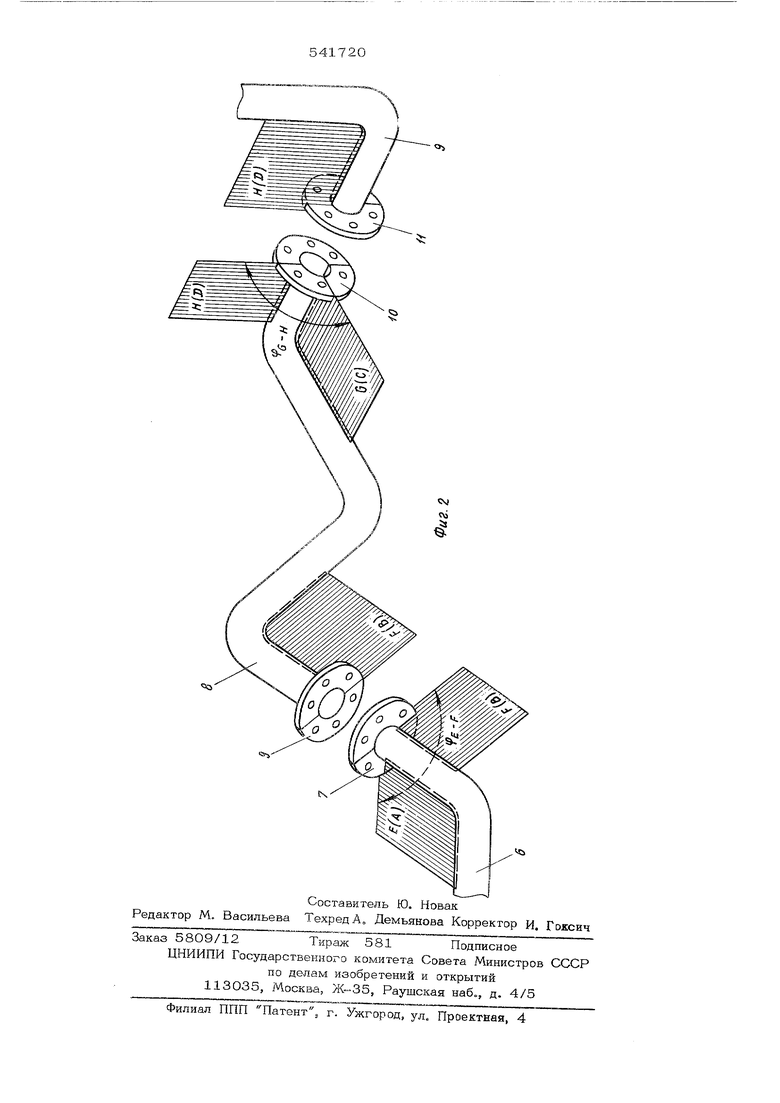
На фиг. 1 изображена схема измерения углов между плоскостями концевых погибов шаблонов; на фиг. 2 - схема установки фланцев на трубах.
Способ изготовления судовых трубопроводов осуществляется следующим образом,
В помещении судна, исходя из условий размещения и в соответствии с монтажной схемой трубопровода, изгибают из проволоки шаблоны 1, 2, 3, имитирующие конфигурацию и длину осевых линий будущих труб. С помощью центрирующих втулок 4, обеспечивающих соосность прямых концов соединяемых между собой шаблонов, и установочных кронштейнов 5 устанавливают шаблоны в требуемое положение и закрепляют их. В месте соединения шаблонов 1 и 2 на прямом участке устанавливают специальный угломер и измеряют величину угла Ч д.-и между плоскостью А концевого погиба шаб лона 1 и плоскостью В концевого погиба шаблона 2. Величину измереннсвго угла записывают, в том числе и на прямом конце одного из соединенных шаблонов, например, на конце шаблона 1. Тогда коней шаб лона 2 принимают базовым. Аналогично производит изме1)ение и запись угла .-Q для соедине)гая шаблонов 2 и 3. Шаблоны демонтируют и переносят к трубогибочному станку. На трубогибочном станке изготовливают трубы так, чтобы их конфигурация и длина соответствовали проволоч:ным шаблонам. На конец трубы 6, соответствующей ша лону 1, устанавливают фланец 7, для чего ее укладывают на горизонтальной плите так чтобы плоскость Е (А) концевого погиба шаблона 1, была параллельна плите. На конец трубы насаживают фланец 7 и с помощью угольника обеспечивают ему такое положение, при котором плоская поверхност его была бы перпендикулярна к оси трубы. На плоской поверхности фланца закрепляют линейку так, чтобы ее грань совпадала с осью симметрии фланца, проходящее по середине расстояния между болтовыми отверстиями. На линейку устанавливают оптический квадрант, и фланец 7 устанавливают в плос кость V (В) смежного концевого погиба трубы 8, соответствующую плос;кости В смежного концевого погиба шаблона 2, для чего фланец 7 вместе с линейкой и квадра том разворачивают на трубе вокруг ее оси так, чтобы величина угла f , отсчитанная по квадранту, была равна величине угпа Чд. , поставленному на конце шабло на. Такое положение фланца на трубе фиксируют сваркой. На конец трубы 8, соответствующий базовому концу шаблона 2, устанавливают фланец 9. Процесс установки фланца 9 отличается от описанного выше только тем, что величина угла отсчитанная по кващ)ан:гу, дсяжна быть равна нулю, т.е. ось симметрии фланца и плоскость Т (В) концевого погиба трубы совмещают. На втором конце трубы 8 с плоскостью концевого погиба G (С), и на конце трубы 9, соответствующем базовому концу шаблона 3, с плоскостью концевого погиба H(D) устанавливают фланцы соответственно 1О и 11, при этом ориентацию фланцев осуществляют аналогично описанному выше с разворотом фланцев на углы соответственно PQ. Запись измеренных углов обеспечивает серийное изготовление взаимозаменяемых труб без изготовления макетов. Предлагаемый способ снижает трудоемкость и повышает точность ориентации фланцев, упрощает хранение информации об и,змеренных углах и существенно уменьшает производственные площади за счет отсутствия необходимости изготовления и хранения макетов. Формула изобретения Способ изготовления судовых трубопроводов с приварными фланцами, заключающийся в снятии шаблонов по месту в помещениях судна, изготовлении по ним труб, ориентации и фиксации фланцев на концах труб, отличающийся тем, что, с целью сокращения трудоемкости ориентации фланцев, измеряют угол между плоскостями стыкуемых концевых погибов шаблонов, раскрепленных по месту, затем один фланец каждого стыкуемого соединения, насаженный на конец изготовленной по шаблону трубы, разворачивают до совпадения плоскости симметрии этого фланца, проходящей перпендикулярно его плоскости между болтовыми отверстиями, с плоскостью, концевого погиба трубы, а другой фланец разворачивают на угол между плоскостью симметрии фланца и плоскостью концевого погиба трубы, равный измеренному углу между плоскостями стыкуемых концевых погибов шаблонов, после чего фиксируют фланцы на трубах. Источники информации, принятые во внимание при экспертизе: 1„ Отраслевой стандарт ОСТ 5.507972 стр. 42-47, п„42 М.. 1972 г.
N:
