1288030
12
Изобретение относится к устройствама механизм 8 подачи и компенсации износа
для обработки абразивным инструментомрабочего инструмента производит автоматии может быть использовано для зачисткическую подачу режущего инструмента с
сварных швов.необходимым усилием в зависимости от
Цель изобретения - снижение габари-выбранного режима резания на всей длине
тов и веса устройства путем исключения5 хода поршня 11. Воздух при этом подвопротивовеса и введением трехполостногодится в полость А, далее по дросселю в порш
пневмоцилиндра. не 11 подводится в полость В. Полость Б
На фиг. 1 изображено устройство, об-соединена с атмосферой. Плошадь поршня
щий вид; на фиг. 2 - узел I на фиг. 1.Ч в полости А меньше площади поршня
Устройство для зачистки сварных швовю полости В на величину, при которой ресодержит жестко устанавливаемую на из-зультирующее усилие от давления воздуха
делие планшайбу 1 с врашающимся рото-на поршень в обеих полостях при закрытой
ром 2 планшайбы 1, приводимым в движе-игле регулировочного клапана 12 направние приводом 3, укрепленным на объектелено вверх с учетом всех присоединенных
хомутом 4. На ротор 2 планшайбы 1 жесткок поршню масс. Механизм 7 зачистки при
укреплен кронштейн 5 с подшипником 6, в этом поднят в верхнее положение (фиг. 2).
котором установлен механизм 7 зачистки.По мере открытия иглы регулировочного клаимеющий возможность продольного пере-.пана 12 меняется давление воздуха в полосмещения вдоль оси подшипника 6.ти В и соответственно изменяется резульМеханизм 8 подачи и компенсации из-тирующее усилие, действующее, на поршень
носа рабочего инструмента состоит из жест-20 1 и рабочий инструмент механизма 7 зако укрепленного на кронштейне 5 нижнегочистки, которое подводится к срезаемому
стакана 9, образуюшего с жестко установ-сварному шву. Игла регулировочного клаленным на нем верхним стаканом 10 трех-пана 12 устанавливается в положение, при
полостный пневмоцилиндр, в котором ус-котором обеспечивает оптимальный, режим
тановлен поршень 11, соединенный шарнир-резания.
но с механизмом 7 зачистки, иглы регулиро- Для возможности отвода и подвода рабовочного клапана 12, установленного начего инструмента к зачищаемому сварному
нижнем стакане 9 и винта 13 ручной по-шву вручную предназначен винт 13 ручной
дачи.подачи. При автоматическом режиме рабоУстройство для зачистки сварных швовты винт ручной подачи периодически выкруснабжено также отжимными болтами 14, чивается из поршня 11, так чтобы .между
а шарнирное соединение поршня 11 с ме-верхним стаканом 10 и маховиком винта
ханизмом зачистки выполнено в виде штокаручной подачи был -необходимый зазор.
15 с квадратной головкой и сферическимиОстановки устройства при этом не требуторцами, сферических шайб 16 и резиновыхется. .Периодические осмотры зачищаемого
амонтизаторов 17.сварного шва, замена инструмента на меУстройство для зачистки сварных швов35 ханизме срезки производится при остановработает следующим образом.ленных двигателях.
Планшайба 1 с ротором 2 устанавливается непосредственно на обрабатываемоеФормула изобретения изделие, а привод 3 ротора планшайбы с
хомутом 4 - на объект. К ротору 2 план-Устройство для зачистки сварных швов,
шайбы 1 крепится кронштейн 5 с установ- содержащее планшайбу, кронштейн, несуленными на нем механизмом 7 зачистки ищий механизм зачистки, механизм подачи
механизмом 8 подачи компенсации износаи компенсации износа инструмента, отрабочего инструмента. После этого, вращаяличающееся тем, что, с целью снижения
вручную ротор 2 планшайбы 1, проверяютгабаритов и веса устройства, механизм
взаимное расположение рабочего инстру-45 подачи и компенсации износа инструмента
мента относительно срезаемого сварноговыполнен в виде трехполостного пневмошва и с помощью отжимных болтов 14 до-цилиндра, поршень которого шарнирно соебиваются нужного расположения рабочегодинен с механизмом зачистки, а корпус
инструмента относительно срезаемого свар-жестко соединен с введенным в устройство
ного шва. Затем к пневмоприводу ротораротором планшайбы, при этом средняя
планшайбы 3, пневмодвигателю механизма 750 полость пневмоцилиндра сообщается непозачистки и механизму 8 подачи и компен-средственно с атмосферой, а нижняя полость
сации износа инструмента присоединяютвыполнена с возможностью сообщения с атщланги пневмосети. При включении воздухамосферой посредством введенного в устройпневмопривод 3 вращает ротор 2 планшай-ство регулировочного клапана и с верхней
бы - 1 с установленным механизмом 7 за-„ полостью посредством введенного в устройчистки, пневмодвигатель механизма зачист-ство дросселя, причем площадь поршня в
ки приводит в действие рабочий инструмент,верхней полости меньше плошади в нижней.
I
III
A
CpLfc .Z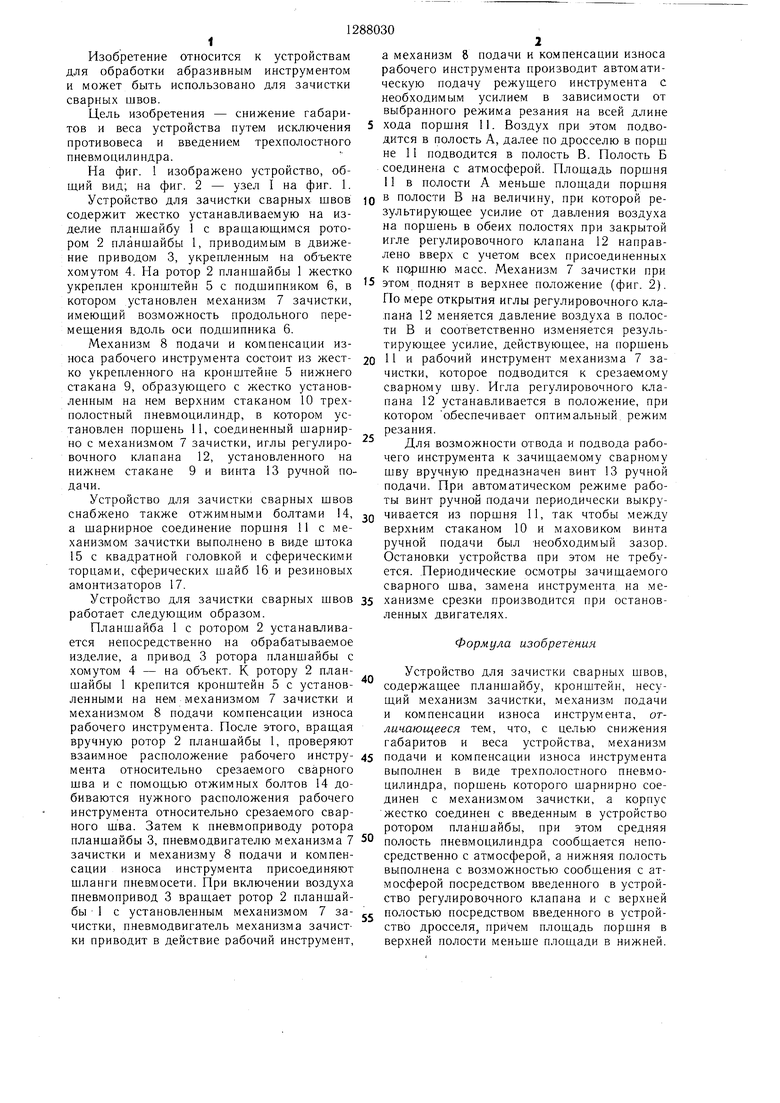
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1989 |
|
SU1703402A2 |
| Устройство для зачистки сварных швов | 1985 |
|
SU1348150A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Сверлильная головка | 1983 |
|
SU1131606A1 |
| Пневматический винтоверт | 1977 |
|
SU776909A1 |
| Делительное устройство | 1982 |
|
SU1034873A1 |
| Устройство для зачистки внутренней поверхности трубы | 1990 |
|
SU1815164A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Механизм колебания электрода | 1978 |
|
SU870034A1 |
| Пневматический импульсный гайковерт | 1977 |
|
SU905045A1 |
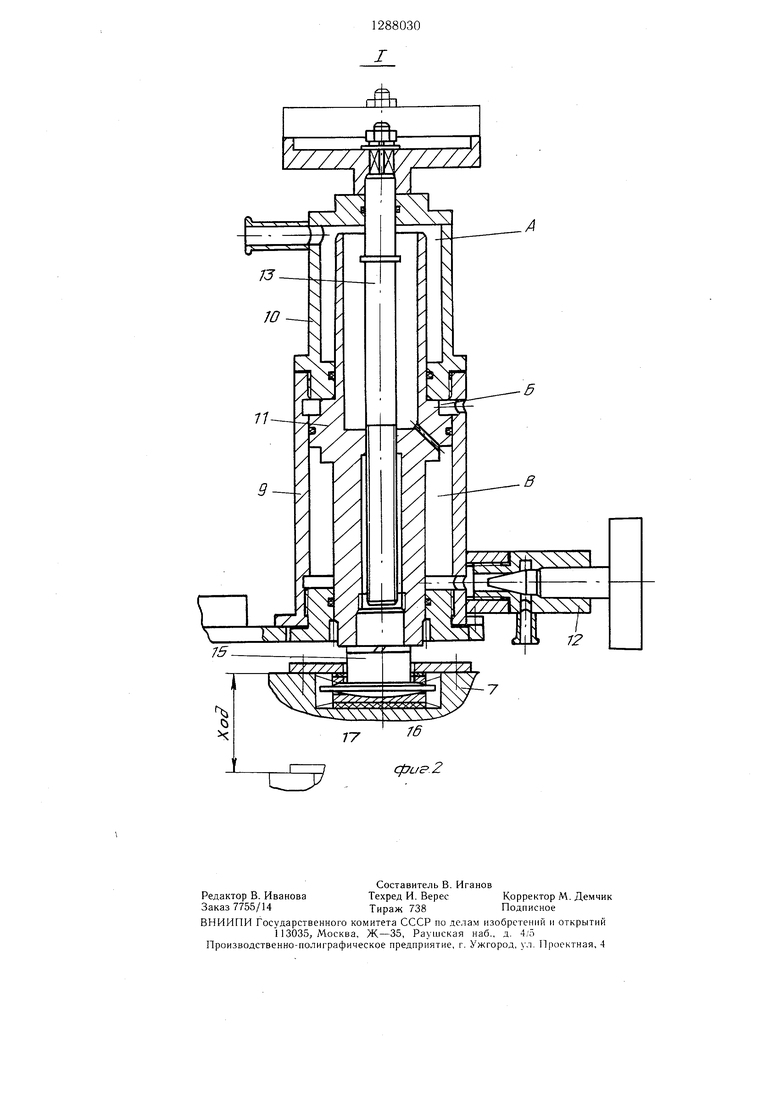
Изобретение относится к устройствам для обработки абразивным инструментом сварных швов. Для снижения габаритов и веса устройства механизм 8 подачи и компенсации износа инструмента выполнен в виде трехполостного пневмоцилиндра, поршень 11 которого шарнирно соединен с механизмом 7 зачистки, а корпус жестко соединен с введенным в устройство ротором 2 планшайбы 1. При этом средняя полЪсть пневмоцилиндра сообщается непосредственно с атмосферой, а нижняя полость выполнена с возможностью сообщения с атмосферой посредством введенного в устройство регулировочного клапана 12 и с верхней полостью посредством введенного в устройство дросселя, причем площадь прощ- ня в верхней полости меньше площади в нижней. 2 ил. (Л Г2 ю сх СХ) о оо Изделие
| Устройство для зачистки сварных швов | 1973 |
|
SU512039A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
