Изобретение относится к машиностроению, в частности к устройствам для зачистки сварных швов,и может быть использовано при изготовлении деталей, имеющих сложный пространственный профиль.
Целью изобретения является повышение качества обработки.
На чертеже изображена конструктивная схема предлагаемого устройства.
Устройство для зачистки сварных швов состоит из стойки 1 для крепления детали 2, уравновешенного грузами 3 опорного кронштейна 4, на котором размещены абразивный круг 5 с приводом 6, шарнирно установлены подпружиненная пружинами 7 планка 8 с закрепленным на ней соплом 9, установленным с зазором (J, над режущей частью абразивного круга, и подпружиненная пружиной 10 скоба 11 с закрепленным на ней вторым соплом 12, установленным с зазором 2, ЗД поверхностью одной из сваренных деталей, на планке 8 установлен с возможностью горизонтальной переустановки толкатель 13 с роликом 14, а на скобе 11 установлен с возможностью вертикальной переустановки посредством регулировочного винта 15 толкатель 16 с роликом 17, подвижный в горизонтальном направлении клин 18 шарнирно соединен со штоком пневмопривода 19, полости которого соединены с источником сжатого воздуха, а поршневая полость - дополнительно с соплом 9. Шток, силового пневмодилиндра 20 шарнирно соединен с опорным кронштейном , при этом поршневая полость пнев- Q 11, поднимают сопло 12 от поверхносмоцилиндра 20, полости которого соединены с источником сжатого воздуха, дополнительно соединена с вторым соплом 12.
Устройство работает следующим образом.
В исходном положении (подача сжатого воздуха к силовому пневмЪцилинд- ру 20 отсутствует) опорный кронштейн 4 с абразивным кругом 5 отведен от обрабатываемой детали 2 в крайнее верхнее положение. В этом положении производится смена детали или инструмента .
Подвод абразивного круга к детали производите подачей сжатого воздуха в полости силового пневмоцилиндра. При зтом давление в поршневой полости меньше, чем в штоковой, так как втоти детали 2 под действием пружины 7. Увеличение зазора о приводит к падению давления в поршневой полости силового пневмоцилиндра 20, шток дс которого втягивается, так как давление в штоковой полости остается постоянным, и через опорный кронштейн 4 опускает абразивный круг 5 к детали 2 на величину износа круга. Одновременно с этим перемещение клина 18 приводит к опусканию через ролик 14, толкатель 13 и планку 8 сопла 9, направленного на восстановление первоначально установленного зазора olj
Регулирование величин перемещения сопел 9 и 12 осуществляется при данном клине перемещением толкателей 13 и 16 во взаимно перпендикулярных направлениях, а пружины 7 н 10 обес50
55
5
рое сопло 12 полностью открыто, шток опускается и происходит врезание аб- , разивного круга в сварной шов до тех пор, пока зазор с , образованный поверхностью одной из сваренных деталей и соплом 12, не станет равным значе- нию, соответствующему нулевому значению технологического усилия. Это значение зазора ,2 соответствует такому положению абразивного круга, когда сварной шов полностью снят.
Продесс удаления выступающей над поверхностями деталей части сварного шва по профилю, определяемому одной из сваренных деталей, осуществляет- ся следующим образом, При изменении кривизны обрабатываемой поверхности изменяется и величина зазора г. между соплом 12 и поверхностью детали 2, что приводит к изменению давления в поршневой полости силового- пневмо- цилиндра 20, вследствие чего шток пневмоцилиндра либо вьщвигается, ли- 5 бо движется, подводя или отводя абразивный круг 5 к поверхности детали 2 в соответствии с ее профилем.
Процесс компенсации износа абразивного круга в процессе обработки происходит непрерывно и автоматически следующим образом. При уменьшении диаметра абразивного круга 5 увеличивается зазор между соплом 9 и кругом, что приводит к падению давления в поршневой полости пневмопривода 19, шток которого втягивается и перемещает клин 18 вправо. При зтом ролик 17 с толкателем 16, связанные регулировочным винтом 15 со скобой
0
0
5
11, поднимают сопло 12 от поверхности детали 2 под действием пружины 7. Увеличение зазора о приводит к падению давления в поршневой полости силового пневмоцилиндра 20, шток которого втягивается, так как давление в штоковой полости остается постоянным, и через опорный кронштейн 4 опускает абразивный круг 5 к детали 2 на величину износа круга. Одновременно с этим перемещение клина 18 приводит к опусканию через ролик 14, толкатель 13 и планку 8 сопла 9, направленного на восстановление первоначально установленного зазора olj
Регулирование величин перемещения сопел 9 и 12 осуществляется при данном клине перемещением толкателей 13 и 16 во взаимно перпендикулярных направлениях, а пружины 7 н 10 обес
печивают надежный контакт роликов 14 и 17 с рабочей поверхностью клина 18.
Использование в качестве задающего механизма обрабатываемой детали при удалении выступающих частей сварного шва обеспечивает плавность
установленным на нем посргдстпом под пружиненной планки первым соплом,соединенным с источником воздуха, о т- л ичающееся тем, что, с цель повышения качества обработки, устрой ство снабжено размещенными на упомянутом кронштейне подвижным клином с пневмоприводом и , шарнирно закрепсопряжения сваренных частей независимо от степени их коробления при свар-ю ленным посредством подпружиненной ке и износа абразивного круга при скобы вторым соплом, предназначенным обработке.для взаимодействия с обрабатываемой
деталью, при этом подпруя:иненные планка и скоба кинематически связаны с посредством внеденных в
15
Формула изобретения
Устройство для зачистки сварных швов, содержащее установленные с возможностью перемещения друг относительно друга стойку для крепления детали и шарнирно связанный с силовым пневмоцилиндром опорный кронштейн с 20
устройство роликов, поршневая полость силового пневмоцилиндра связана с вторым соплом, а поршне,пая полость пневмопривода - с первым соплом.
Редактор М. Бандура
5153/14
Тираж 714 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
13А8150
установленным на нем посргдстпом подпружиненной планки первым соплом,соединенным с источником воздуха, о т- л ичающееся тем, что, с целью повышения качества обработки, устройство снабжено размещенными на упомянутом кронштейне подвижным клином с пневмоприводом и , шарнирно закрепир-ю ленным посредством подпружиненной скобы вторым соплом, предназначенным для взаимодействия с обрабатываемой
15
0
устройство роликов, поршневая полость силового пневмоцилиндра связана с вторым соплом, а поршне,пая полость пневмопривода - с первым соплом.
Составитель Л, Величук Техред Л.Олийнык
Корректор И. Муска
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки сварных швов | 1989 |
|
SU1703402A2 |
| Устройство для шлифования криволинейных поверхностей | 1982 |
|
SU1050854A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1187964A2 |
| Устройство для обработки криволинейных поверхностей | 1984 |
|
SU1194655A1 |
| Абразивно-отрезной станок | 1990 |
|
SU1773691A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| Устройство для обработки криволинейных поверхностей | 1987 |
|
SU1463447A2 |
| Устройство для финишной обработки криволинейных поверхностей | 1984 |
|
SU1196233A1 |
| Устройство для финишной обработки криволинейных поверхностей | 1981 |
|
SU992169A1 |
| Устройство для полирования криволинейных поверхностей | 1981 |
|
SU1013224A1 |
Изобретение относится к машиностроению, в частности к устройствам для зачистки сварных швов, и может быть использовано при изготовлении деталей, имеющих сложный пространственный профиль. Цель изобретения - повышение точности обработки. Устройство состоит из стойки 1 для крепления детали 2, уравновешенного грузами 3 опорного кронштейна 4, на котором размещены абразивный круг 5 с приводом 6, шарнирно установлены п подпружиненная пружинами 7 планка 8 с закрепленным на ней соплом 9, установленным с зазором о/( над реткущей частью абразивного круга, и подпружиненная пружиной 10 скоба 11 с закрепленным на ней вторым соплом 12, установленным с зазором j над поверхностью одной из сварных деталей. На планке 8 установлен с возможностью горизонтальной переустановки толкатель 13 с роликом 14, а на скобе 9 - с возможностью вертикальной переустановки посредством регулировочного винта 15 - толкатель 16 с роликом 17. Подвижный в горизонтальном направлении клин 18 шарнирно соединен со штоком пневмопривода 19, полости которого соединены с источником сжатого воздуха, а поршневая полость - дополнительно с соплом. Шток силового пневмоцилиндра 20 шарнирно соединен с кронштейном 4. Поршневая полость пневмоцилиндра 20, полости которого соединены с источником сжатого воздуха, соединена с вторым соплом 12. 1 ил. 1C (Л &0 4ib 00 сл р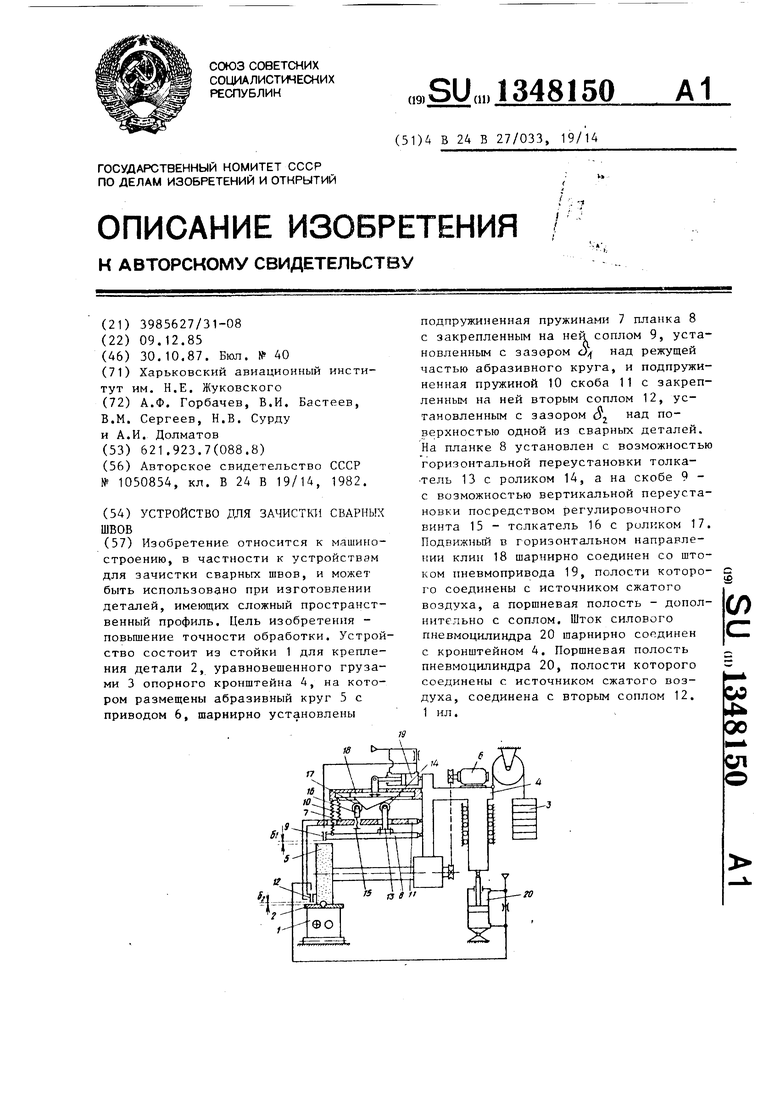
| Устройство для шлифования криволинейных поверхностей | 1982 |
|
SU1050854A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
