112
Изобретение относится к укладочной технике и может быть использовано для укладки отпрессованных легкодеформируемых кольцевых- изделий из порошковых материалов на керамичес- кий поддон. В электронной и электрон нотехнической промышленности изобретение позволяет укладывать феррито- вые кольца и броневые сердечники для последующего их обжига.
Цель изобретения - повышение производительности путем обеспечения многорядной укладки изделий.
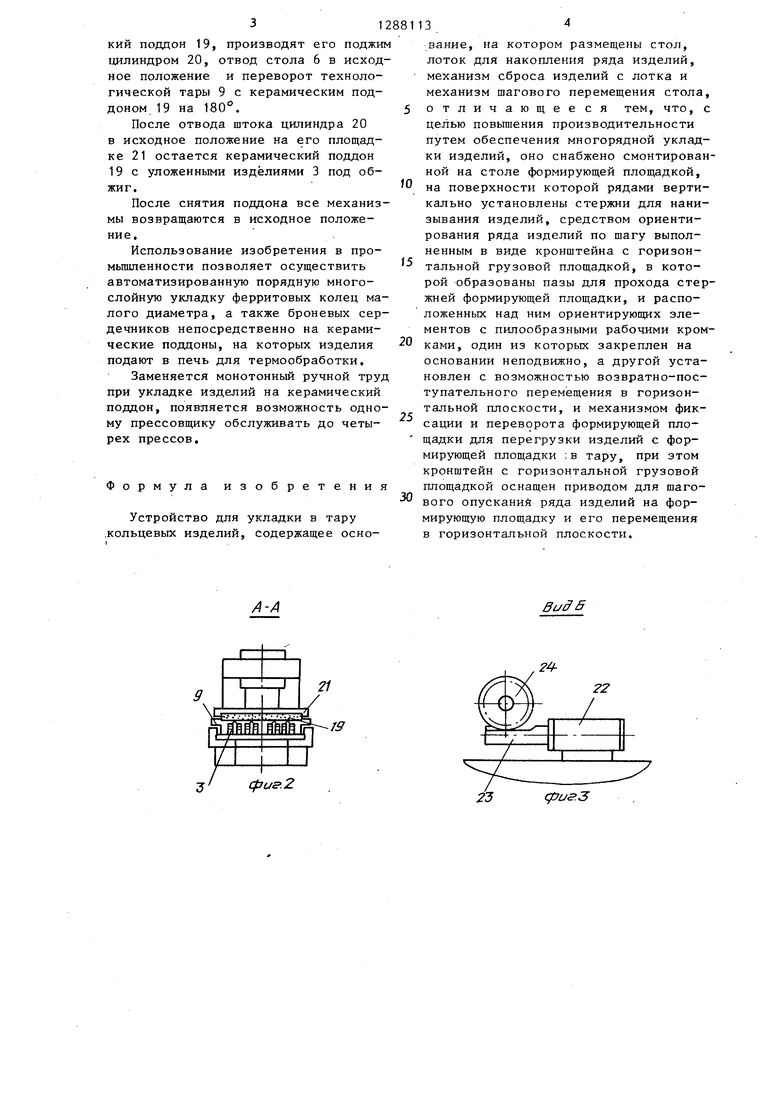
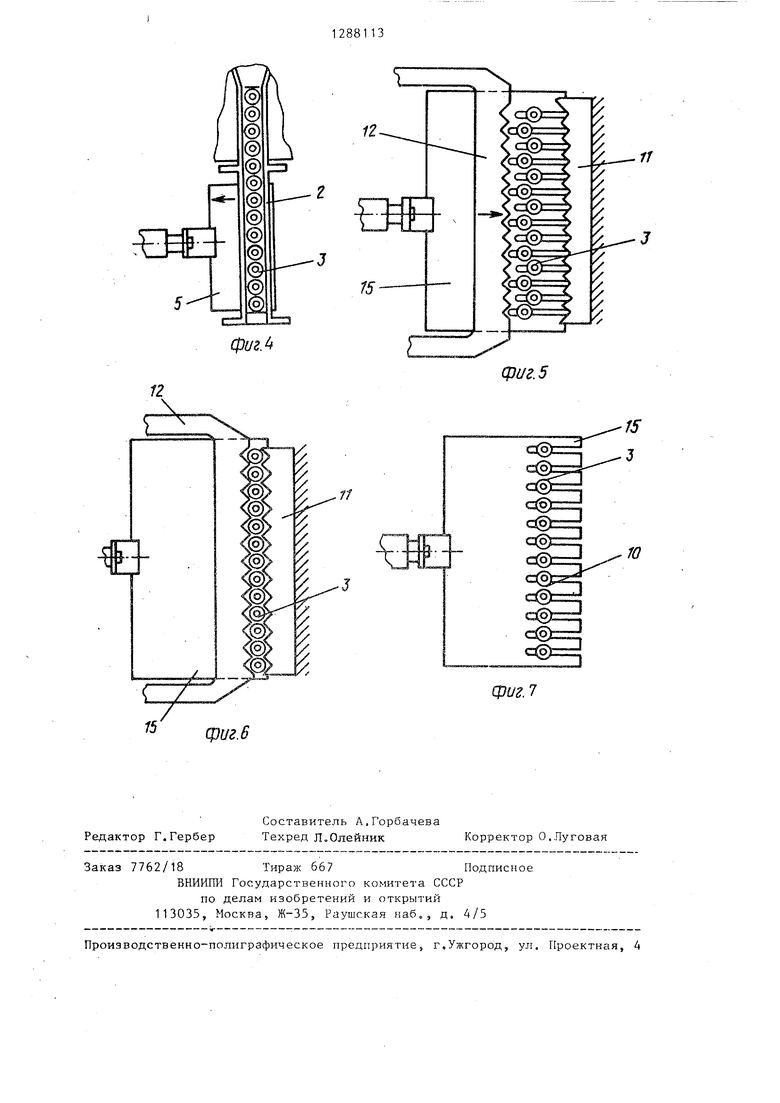
На.фиг.1 изображено устройство дл укладки в тару кольцевьцс изделий, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - схема формирования ряда изделий; на фиг.З - положение изделий после сброса на горизонтальную грузовую площадку кронштейна; на фиг,6 - схема ориентирования изделий; на фиг.7 - схема размещения изделий на стержнях.
На основании 1 устройства размещены лоток 2 для накопления ряда изделий 3, механизм 4 сброса изделий с лотка 2, связанньй с лотком 2 кронштейном 5, стол 6, механизм 7 шаго- вого перемещения стола 6 посредством шестерни 8, На столе 6 смонтирована Формирующая площадка, представляющая собой выполненную с направляющими (не показаны) технологическую тару 9. На поверхности днища тары 9 рядами закреплены вертикальные иглообразные стержни 10 для нанизывания колеД.
Средство ориентирования ряда изделий 3 ПО шагу включает два параллельно расположенных ориентирующих элемента 11 и 12 с рабочими кромками пилообразной формы. Элемент 11
закреплен неподвижно, а элемент 12 о
соединен со штоком 13 горизонтального пневмоцилиндра 14 и установлен с возможностью возвратно-поступательного, перемещения в горизонтальной плоскости. Горизонтальная грузовая площадка кронштейна 15 средства ориентации ряда изделий по шагу имеет сквозные пазы А для прохода иглообразных стержней 10. Привод кронштейна 15 содержит вертикальный дифференциальный пневмоцилиндр 16 для шагового опускания грузовой площадки кронштейна 15 для перевода изделий в тару 9 и горизонтальный пневмоци
O
0
11
5
5
у.
.
35
40
50
55
32
линдр 17 для отвода этой площадки из-под ряда изделий путем перемещения в горизонтальной плоскости кронштейна 15. Устройство снабжено также механизмом 18 фиксации и переворота технологической тары 9 с изделиями и керамическим поддоном 19, который имеет пневмоцилиндр 20 прижима с площадкой 21 и пневмоцилиндр 22 поворота, шток - рейку 23 и шестерню 24.
Устройство работает следуюш им образом.
Отпрессованное изделие 3 сталкивают ползушкой пресса (не показан) и оно, попадает в лоток 2, в котором набирается ряд изделий. Счетчик изделий (не показан), отсчитав заданное число циклов, подает команду на пневмоцилиндр 14, который быстро отводит кронштейн 5 из-под изделий 3. Происходит сброс изделий на кронштейн 15. Затем подается команда на пневмоцилиндр 14, при движении штока 13 которого с закрепленным на нем элементом 12 производится движение изделий 3 к элементу 11. Рабочие кромки элементов 11 и 12 выполнены с заданным шагом, равным шагу расположения стержней 10 тары 9. После ориентирования изделий по шагу происходит опускание кронштейна 15 в тару 9 с помощью дифференциального пневмоцилиндра 16.
На площадке кронштейна 15 выполнены пазы, сквозь которые стержни 10 технологической тары 9 пронизывают весь ряд изделий. Затем цилиндром 17 кронштейн 15 отводят в сторону, а изделия 3 остаются нанизанными на стержни 10. После этого кронштейн 15 возвращается в исходное положение.
Таким же образом производят нанизывание остальных слоев этого ряда. Каждый раз кронштейн 15 посредством дифференциального цилиндра 16 опускают в тару 9 на шаг, меньший предьщу- щего на высоту одной детали.
После заполнения ряда по вертикали подают команду на механизм 7, и стол 6 передвигается на один шаг, подставляя следующий ряд стержней 10 технологической .тары 9 под укладку. Таким образом, происходит полная загрузка тары 9, после этого процесс автоматически останавливается. Затем механизм переталкивает стол 6 вместе с наполненной тарой 9 в механизм, где в направляющие тары 9 вставляют керамичес
31
кий подцон 19, производят его поджим цилиндром 20, отвод стола 6 в исходное положение и переворот технологической тары 9 с керамическим поддоном 19 на 180°.
После отвода штока цилиндра 20 в исходное положение на его площадке 21 остается керамический поддон 19 с уложенными изделиями 3 под обжиг.
После снятия поддона все механизмы возвращаются в исходное положение.
Использование изобретения в промышленности позволяет осуществить автоматизированную порядную многослойную укладку ферритовых колец малого диаметра, а также броневых сердечников непосредственно на керамические поддоны, на которых изделия подают в печь для термообработки.
Заменяется монотонный ручной труд при укладке изделий на керамический поддон, появляется возможность одному прессовщику обслуживать до четырех прессов.
Формула изобретения
Устройство для укладки в тару .кольцевых изделий, содержащее осноЛ-/4
0
5
0
5
0
вание, на котором размещены стол, лоток для накопления ряда изделий, механизм сброса изделий с лотка и механизм шагового перемещения стола, о тличающее ся тем, что, с целью повышения производительности путем обеспечения многорядной укладки изделий, оно снабжено смонтированной на столе формирующей площадкой, на поверхности которой рядами вертикально установлены стержни для нанизывания изделий, средством ориентирования ряда изделий по шагу выполненным в виде кронштейна с горизонтальной грузовой площадкой, в которой образованы пазы для прохода стержней формирующей площадки, и расположенных над ним ориентирующих элементов с пилообразными рабочими кромками, один из которых закреплен на основании неподвижно, а другой установлен с возможностью возвратно-поступательного перемещения в горизонтальной плоскости, и механизмом фиксации и переворота формирующей площадки для перегрузки изделий с формирующей площадки ;в тару, при этом кронштейн с горизонтальной грузовой площадкой оснащен приводом для шагового опусканий ряда изделий на формирующую площадку и его перемещения в горизонтальной плоскости.
21
ffi FTJ9
J/ cpus-.Z
22
(риг.З
фиг А
(pi/г. 5
фиг. 7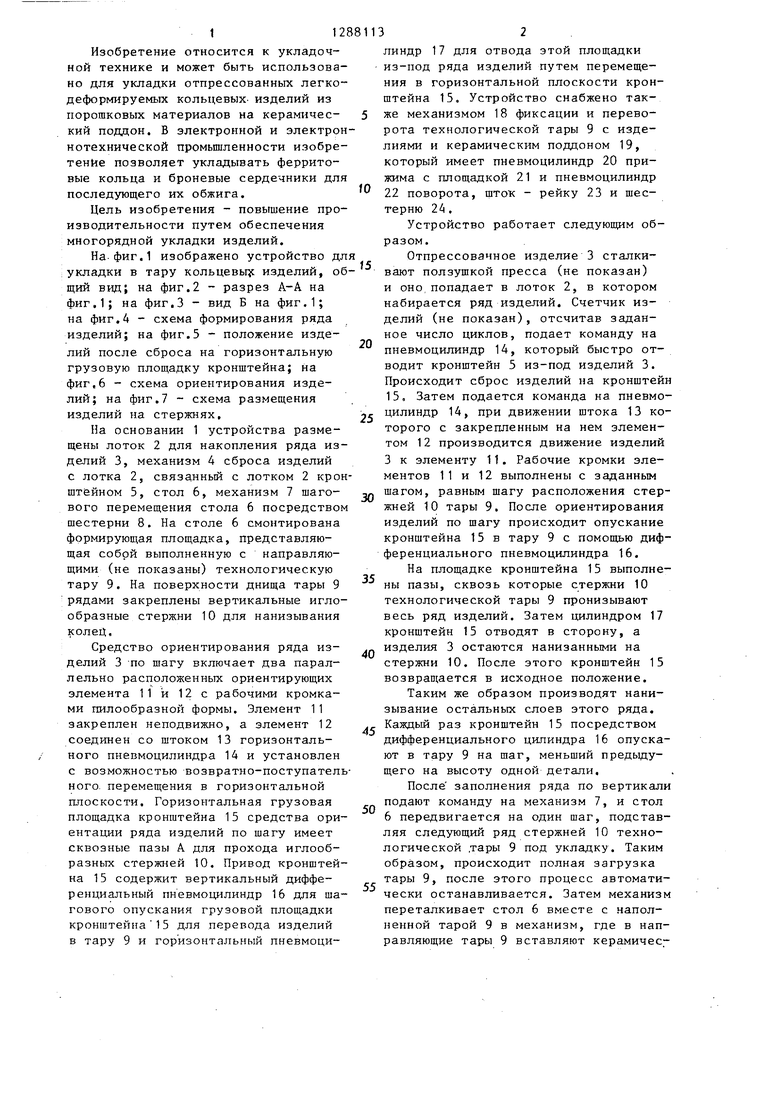
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |
| Устройство для укладки кольцевых изделий в технологическую тару | 1989 |
|
SU1735120A1 |
| Устройство для укладки кольцевых изделий в тару | 1986 |
|
SU1406031A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для укладки в тару стержнеобразных предметов | 1982 |
|
SU1076360A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |
| Устройство для укладки изделий в тару | 1987 |
|
SU1500554A1 |
| Устройство для укладки изделий в тару | 1982 |
|
SU1141046A1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2016766C1 |
Изобретение относится к укладочной технике для изделий из порошковых материалов. В электронной и электротехнической области позволяет укладывать на керамический поддон для обжига ферритовые кольца и броневые сердечники. Цель изобретения - повьшение производительности путем многорядной укладки изделий. Механизмом 4 изделия 3 сбрасывают с накопительного лотка 2 на горизонтальную грузовую площадку кронштейна (ГГПК) 15 средства ориентации ряда изделий 3. Пилообразные рабочие кромки элементов средства ориентации выстраивают изделия в ряд. Привод для шагового опускания ряда изделий 3 на формирующую площадку (ФП) и перемещения кронштейна 15 содержит вертикальный дифференциальный пневмоци- линдр 16 и горизонтальный пневмоци- линдр 17. На ФП изделие 3 опускают дифференциальным пневмоцилиндром 16 послойно. Сквозь пазы ГГПК 15 стержни 10 пронизывают весь ряд изделий 3. При отводе ГГПК-15 изделия 3 остаются на ФП. Для смены ряда заполнения стол 6 меха низмом 7 передвигают на один шаг. Механизмом 18 проводят фиксацию и перевод ФП для перегрузки изделий с ФП в тару - керамический поддон 19. 7 ил. (Л фиг я // о
Редактор Г.Гербер
Составитель А.Горбачева Техред ЛоОлейник
Заказ 7762/18 Тираж 667Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москв.а, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, А
Корректор О,Луговая
| 1972 |
|
SU429972A1 | |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
