4;
о
О5
О
00
Изобретение относится к роботизации технологических процессов и предназначено для многослойной укладки в тару кольцевых изделий, например отпрессованных кольцевых ферритовых сердечников в тару (на керамическую плиту) для последующего обжига.
Целью изобретения является расширение технологических возможностей путем обеспечения укладки изделий различных типоразмеров и автоматического контроля высоты изделий, что достигается повышением уровня универсальности и уменьшением времени на . переналадку устройства на другой типоразмер изделий.
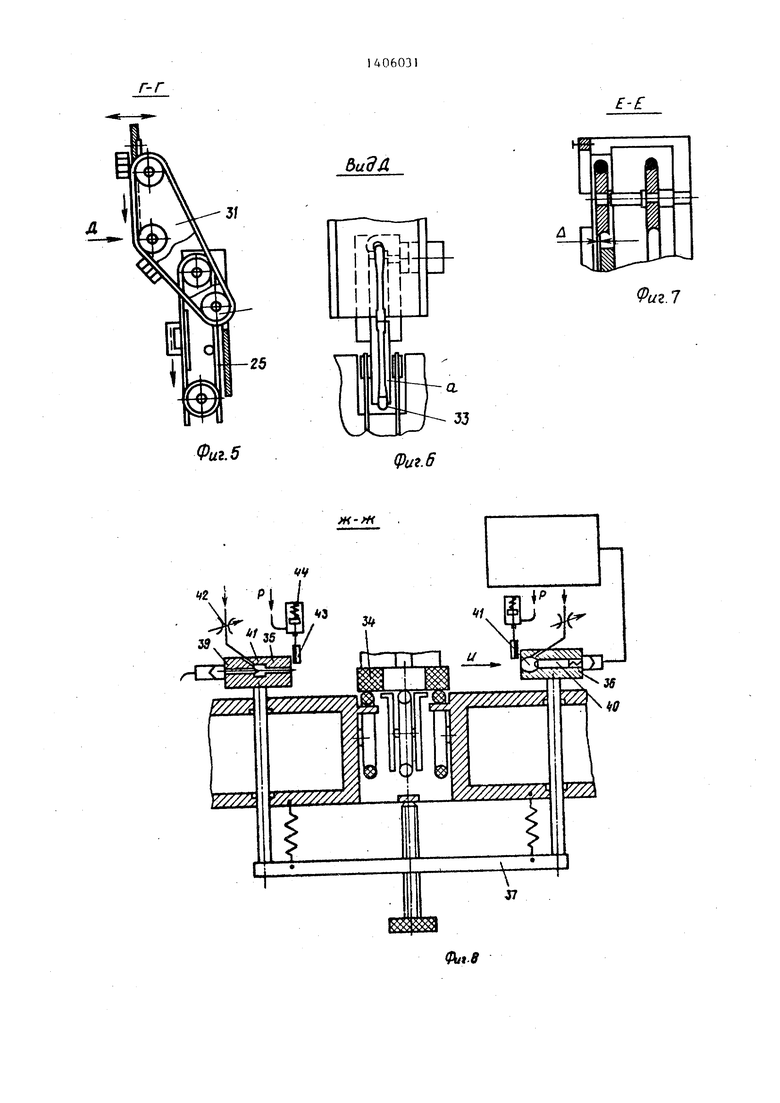
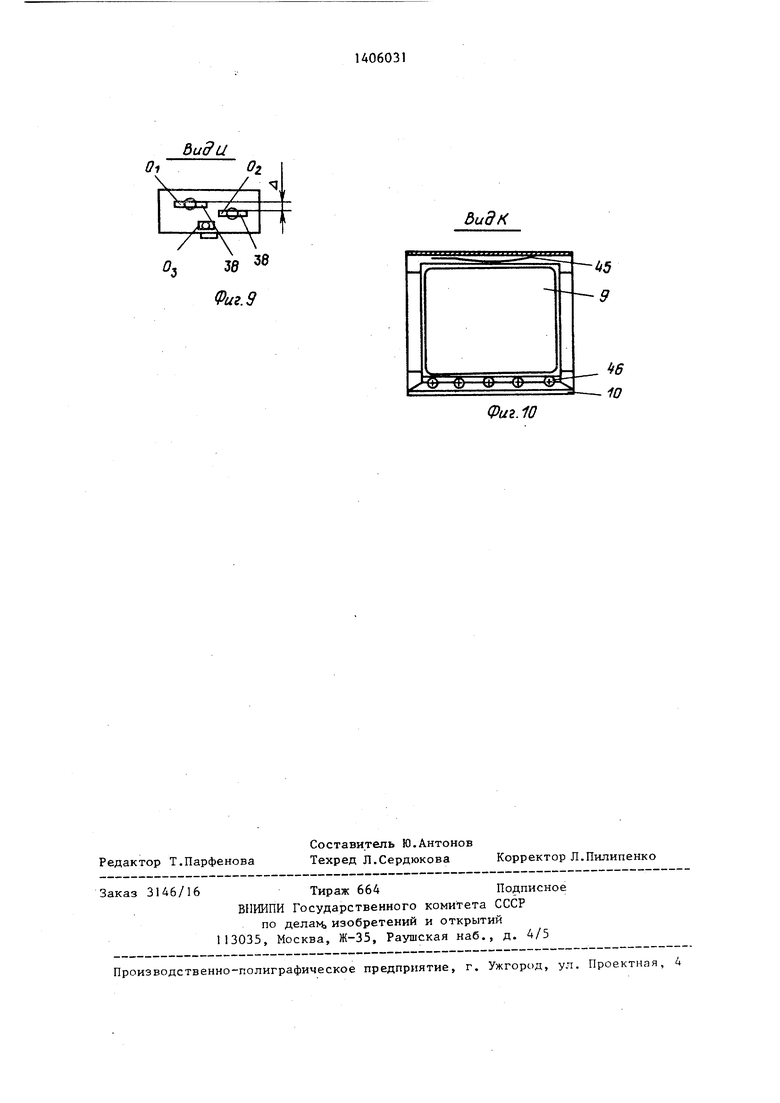
На фиг. изображено предлагаемое устройство, общий вид; на фиг.2 - вид А на фиг.1 (вид на многопозиционный кольцевой захват); на фиг.З - разрез Б-Б на фиг.2 (палец захвата); на фиг.4 - вид В на фиг.1; на фиг.5 - разрез Г-Г на фиг.4; на фиг.6 - вид Д на фиг.З; на фиг.7 - разрез Е-Е на фиг.4; на.фиг.8 - разрез Ж-Ж на фиг.4; на фиг.9 - вид И на фиг.8; на фиг.10- вид К на фиг.1.
Устройство для укладки кольцевых изделий в тару содержит основание 1, на котором закреплена регулируемая по высоте стойка 2 с П-образным кронштейном 3. В цапфах кронштейна 3 установлен поворотный корпус 4 с расположенным в нем механизмом подачи изделий. Поворотный корпус 4 может по- ворачиваться в вертикальной плоскости и освобождать рабочую зону пресса 5. Многопозиционный пальцевый захват установлен на манипуляторе, включающем электромеханический модуль 6 для вертикальных перемещений и модули 7 и 8 для горизонтальных перемещений.
Дпя автоматизации операций накопления тары 9 в накопителе 10, например керамических плит, а также для выдачи плит на рабочую позицию и их шагового перемещения укладчик оснащен манипулятором, состоящим из каретки 11, смонтированной на верти- кальных направляющих 12 с электромеханическим приводом, и закрепленным на ней телескопическим захватом 13 и площадкой для тары. Шаговое перемещение телескопического захвата произво дится электромеханическим приводом с оптоэлектронным счетчиком оборотов вала двигателя. Величина шага меняется на пульте системы управления в зависимости от типоразмера изделия.
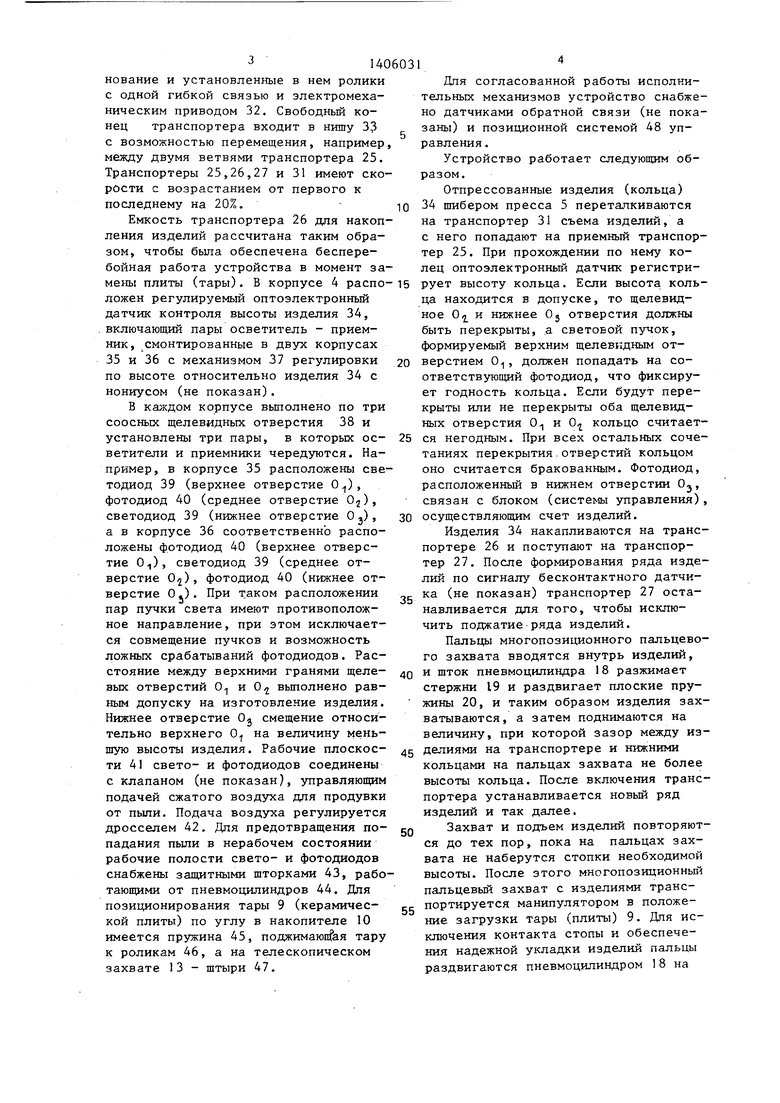
Многопозиционный захват со стопорными элементами, смонтированными на нижних концах пальцев с возможностью перемещения в радиальном направлении установлен на модуле 8, осуществляющим перемещение захвата для укладки изделий в шахматном порядке. Пальцы установлены с возможностью перемещения один относительно другого на направляющих 14 посредством многократного параллелограммного механизма, состоящего из двух звеньев 15, закрепленных через общую ось 16 симметрично относительно направляющих 14 и , привода 17. Каждый палец снабжен пневмоцилиндром 18, шток которого связан через стержни 19 с упругими элементами в виде плоских пружин 20, закрепленными одними концами в канавках 21 хомутами. Передний палец жестко установлен на направляющих, а последний палец подпружинен пружинами 22 сжатия относительно корпуса 23. Регулируемым упором для последнего пальца является шток привода 17 пнев- моцилиндра. Для настройки захвата на разные типоразмеры изделий имеется нониус 24.
Расположенный в поворотном корпусе 4 механизм подачи изделий состоит из приемного транспортера 25, транспортера 26 для накопления изделий и транспортера 27 для формирования ряда изделий, расположенных последовательно. Транспортеры 25 и 27 выполнены с двумя гибкими связями (ветвями), транспортер 26 - с одной. В качестве гибких связей используются резиновые шнуры. Транспортеры 25 и 26 вьшолне- ны с общим электромеханическим приводом 28, а транспортер 27 - с отдельным приводом 29. Транспортер 26 накопления изделий имеет горизонтально расположенные ролики, что позволят при огибании их резиновым шнуром достиг1гуть рационального использования площади накопителя. Транспортеры 25 и 27 имеют механизмы регулировки раздвижения ветвей для настройки на другой типоразмер изделия (не показаны) . Резиновые шнуры выступают над верхней плocкoJCTью 30 накопителя на величину, равную 1/3 диаметра шнура.
Транспортер 31 съема изделий кон- сольно закреплен на подвижной матрице пресса 5. Транспортер 31 имеет
нование и установленные в нем ролики с одной гибкой связью и электромеханическим приводом 32. Свободный конец транспортера входит в нишу 33 с возможностью перемещения, например между двумя ветвями транспортера 25. Транспортеры 25,26,27 и 31 имеют скорости с возрастанием от первого к последнему на 20%.
Емкость транспортера 26 для накопления изделий рассчитана таким образом, чтобы была обеспечена бесперебойная работа устройства в момент замены плиты (тары). В корпусе 4 распо ложен регулируемый оптоэлектронный датчик контроля высоты изделия 34, включающий пары осветитель - приемник, смонтированные в двух корпусах 35 и 36 с механизмом 37 регулировки по высоте относительно изделия 34 с нониусом (не показан).
В каждом корпусе вьтолнено по три соосных щелевидных отверстия 38 и установлены три пары, в которых ос- ветители и приемники чередуются. Например, в корпусе 35 расположены све тодиод 39 (верхнее отверстие 0), фотодиод 40 (среднее отверстие Oj), светодиод 39 (нижнее отверстие Ор, а в корпусе 36 соответственно расположены фотодиод 40 (верхнее отверстие 0), светодиод 39 (среднее отверстие 0), фотодиод 40 (нижнее отверстие О). При таком расположении 3
пар пучки света имеют противоположное направление, при этом исключается совмещение пучков и возможность ложных срабатываний фотодиодов. Расстояние между верхними гранями щеле- вьк отверстий 0 и 0 выполнено равным допуску на изготовление изделия. Нижнее отверстие Oj смещение относительно верхнего 0 на величину меньшую высоты изделия. Рабочие плоское- ти 41 свето- и фотодиодов соединены с клапаном (не показан}, управляющим подачей сжатого воздуха для продувки от пыли. Подача воздуха регулируется дросселем 42. Для предотвращения по- падания пыли в нерабочем состоянии рабочие полости свето- и фотодиодов снабжены защитными шторками 43, работающими от пневмоцилиндров 44. Для позиционирования тары 9 (керамичес- кой плиты) по углу в накопителе 10 имеется пружина 45, поджимающая тару к роликам 46, а на телескопическом захвате 13 - штыри 47.
1
Для согласованной работы исполнительных механизмов устройство снабжено датчиками обратной связи (не показаны) и позиционной системой 48 управления.
Устройство работает следующим образом.
Отпрессованные изделия (кольца) 34 шибером пресса 5 переталкиваются на транспортер 31 съема изделий, а с него попадают на приемный транспортер 25. При прохождении по нему колец оптоэлектронный датчик регистрирует высоту кольца. Если высота кольца находится в допуске, то щелевид- ное 0 и нижнее Oj отверстия должны быть перекрыты, а световой пучок, формируемый верхним щелевкдным отверстием О;,, должен попадать на соответствующий фотодиод, что фиксирует годность кольца. Если будут перекрыты или не перекрыты оба щелевидных отверстия 0 и 0 кольцо считается негодным. При всех остальных сочетаниях перекрытия.отверстий кольцом оно считается бракованным. Фотодиод, расположенный в нижнем отверстии Oj, связан с блоком (системы управления), осуществляющим счет изделий.
Изделия 34 накапливаются на транспортере 26 и поступают на транспортер 27. После формирования ряда изделий по сигналу бесконтактного датчика (не показан) транспортер 27 останавливается для того, чтобы исключить поджатие-ряда изделий.
Пальцы многопозиционного пальцевого захвата вводятся внутрь изделий, и шток пневмоцилиндра 18 разжимает стержни 19 и раздвигает плоские пружины 20, и таким образом изделия захватываются, а затем поднимаются на величину, при которой зазор между изделиями на транспортере и нижними кольцами на пальцах захвата не более высоты кольца. После включения транспортера устанавливается новый ряд изделий и так далее.
Захват и подъем изделий повторяются до тех пор, пока на пальцах захвата не наберутся стопки необходимой высоты. После этого многопозиционньш пальцевый захват с изделиями транспортируется манипулятором в положение загрузки тары (плиты) 9. Для исключения контакта стопы и обеспечения надежной укладки изделий пальцы раздвигаются пневмоцилиндром 18 на
величину, например, 0,5 мм (один относительно другого).
Переориентация укладываемых рядов для обеспечения укладки в шахматном порядке меняется за счет возвратно- поступательных перемещений захвата от модуля 8.
Шаговое перемещение тары 9 осуществляется телескопическим захватом 13. После загрузки тары 9 манипулятор устанавливает ее в свободную ячейку накопителя 10, снимает пустую тару (плиту) и устанавливает ее в исходное положение под загрузку.
Формула изобретения
Устройство для укладки кольцевых изделий в тару, содержащее механизм подачи изделий, многопозиционный пальцевый -захват со стопорными элементами, смонтированными на нижних концах пальцев с возможностью перемещения в радиальном направлении, и приспособление для перемещения тары, обличающееся тем, что, с целью расширения технологических
1А06031
возможносте{ 1 путем обеспечения укладки изделий различных типоразмеров и автоматического контроля высоты изделий, оно снабжено регулируемым оптоэлектронным датчиком контроля высоты изделий, включающим пары осветитель - приемник, смонтированные в корпусах с щелевыми отверстиями,
Q расположенных один напротив другого с возможностью прохода между ними изделий, при зтом осветители и приемники в парах чередуются, механизм подачи изделий выполнен в виде располо5 женных последовательно в поворотном корпусе транспортеров, пальцы многопозиционного пальцевого захвата смонтированы на направляющих с возможностью перемещения один относительно
0 другого посредством многократного
параллелограммного механизма с приводом, а приспособление для перемещения тары выполнено в виде манипулятора, включающего каретку с телескопи5 ческим захватом и площадкой для тары, смонтированной в вертикальных направляющих .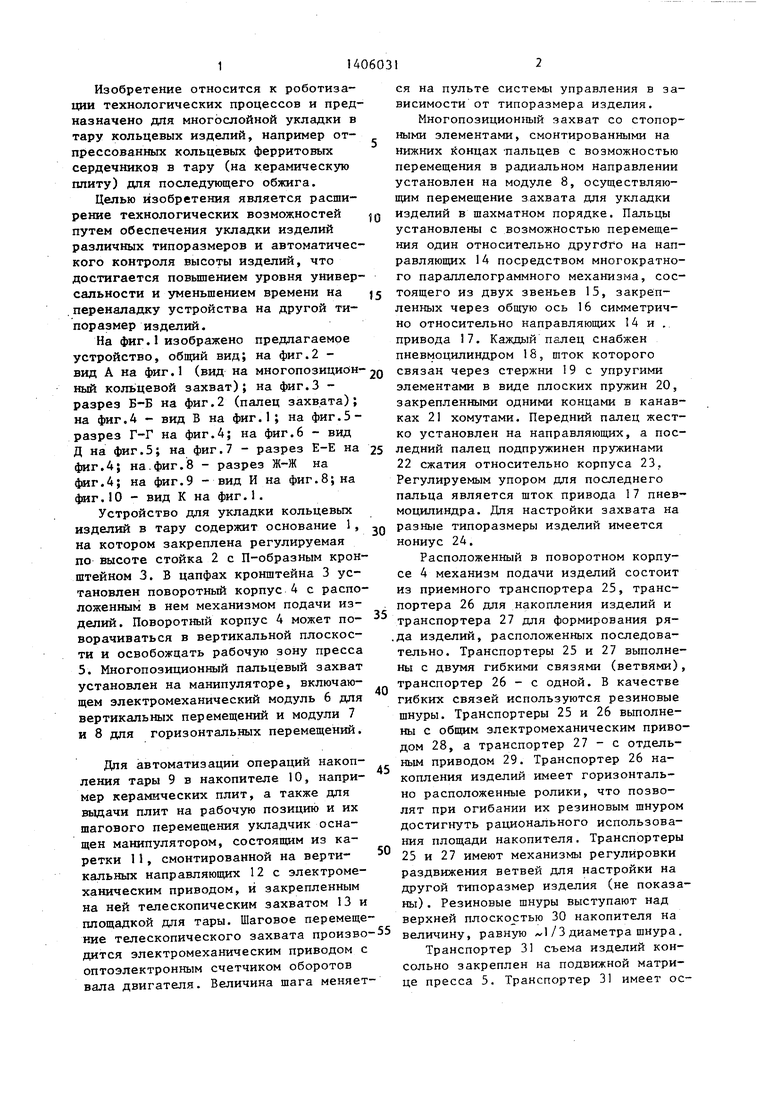
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для захвата и укладки в стопу изделий кольцевой формы | 1985 |
|
SU1379199A1 |
| Устройство для укладки штучных изделий в тару | 1988 |
|
SU1599258A1 |
| Устройство для укладки штучных изделий в тару | 1986 |
|
SU1359201A1 |
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| Манипулятор | 1987 |
|
SU1491697A1 |
| Устройство для укладки кольцевых изделий в тару | 1990 |
|
SU1719267A1 |
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1082685A1 |
| МАШИНА ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2006 |
|
RU2303560C1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| Устройство для первичной обработки спиленных деревьев | 1979 |
|
SU738553A1 |
Изобретение относится к роботизации технологических процессов и предназначено для многослойной укладки кольцевых изделий в тару. Цель изобретения - расширение технологических возможностей путем обеспечения укладки изделий различных типоразмеров и автоматического контроля высоты изделий. Устройство для уклад-, ки кольцевых изделий в тару содержит поворотный корпус с механизмом подачи изделий, многопозиционный кольцевой захват, оптозлектронный датчик контроля высоты изделий. Изделия поступают в механизм подачи изделий и проходят между двух корпусов датчика контроля высоты, после чего они многопозиционным кольцевым захватом укладываются в тару. 10 ил.
ВиЭл
. Фиг. 2
Suffa
5-6
16
15 ff
ТВ
Фиг. л
rt.
3/
чг
Е-Е
Фиг.1
Фи.б
ж-т
duffu
Фиг. 9
ЬидН
9
«5 -10
Фиг. 10
| Патент США № 4071149, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
