Подающе-поворотные механизмы станов холодной прокатки труб известных конструкцнй не позволяют повысить чнсло ходов клети из-за сильных ударов, возникающих при работе, и даже на пониженных режимах часто выходят из строя. Особенно в тяжелых условиях работают подающе-поворотные механизмы крупных станов, где в доли секунды приходится приводить в движение огромные маховые массы.
Предлагаемый механизм подачи п поворота позволяет устранить эти недостатки.
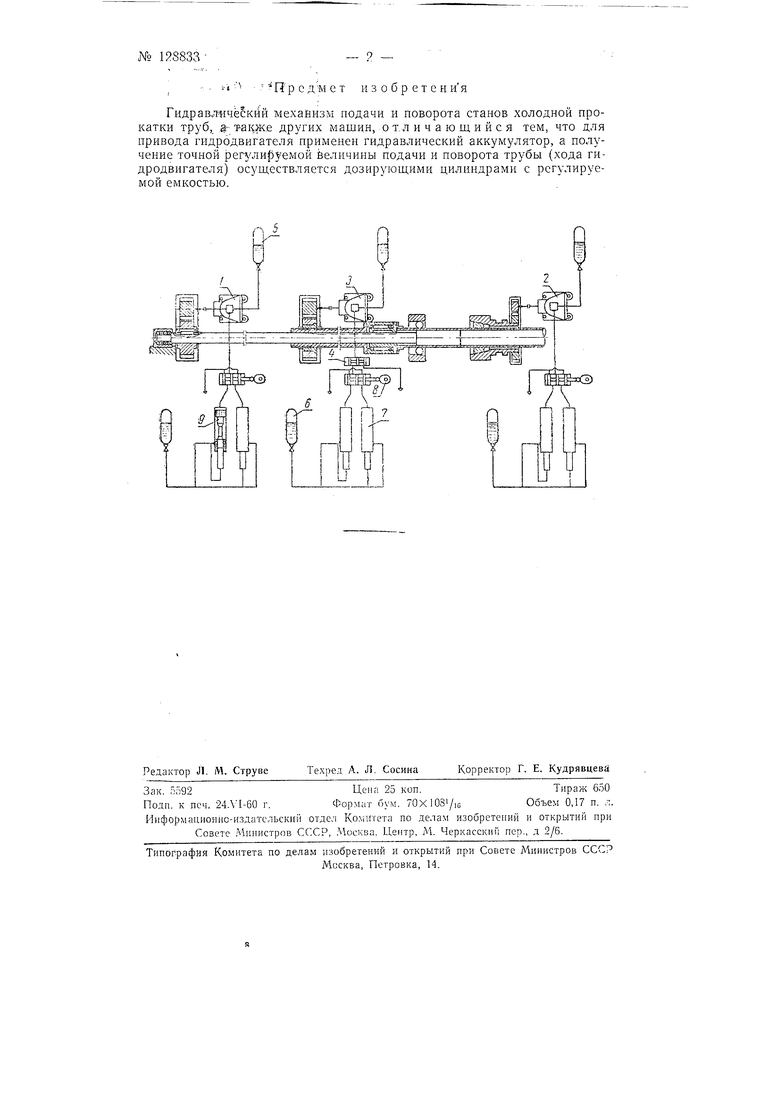
На чертеже показан механизм подачи и поворота.
Механизм состоит из гидродвигателей / и 2 поворота, гидродвигателя 3 подачи, распределительных золотников 4, аккумуляторов 5 высокого давления, аккумуляторов 6 низкого давления и дозирующих цилиндров 7 с регулируемой величиной хода. Гидродвигатели для уменьшения проскальзывания находятся под давлением аккумулятора 5.
. В момент подачи или поворота золотники при помощи кинематических кулачков 8, приводимых от общего распределительного вала, соединяют напорную магистраль гидродвигателей с одним из двух дозирующих цилиндров. Цилиндр, приняв определенную порцию масла, соответствующую заданному углу поворота вала гидродвигателя, заставляет последний остановиться. В это же время порщень второго дозирующего цилиндра под действием аккумулятора 6 низкого давления возвращается в исходное положение, т. е. подготавливается для следующего приема порции масла из гидродвигателя. Таким образом, периодически соверщается поворот вала гидродвигателя подачи и поворота.
Изменение величины подачи производится изменением объема (величины хода поршня) дозирующего цилиндра. Заданный режим разгона и торможения гидродвигателя обеспечивается профилированием кулачков 8 и демпферов 9 на щтоке дозирующего цилиндра.
- Пр С дм е т изобретения
Гидравдичёский механизм иодачи и поворота станов холодной прокатки труб, а- т-акже других машин, о т, л и чающийся тем, что для привода гидродвигателя применен гидравлический аккумулятор, а получение точной регули{)уемой Величины подачи и поворота трубы (хода гидродвигателя) осуществляется дозирующими цилиндрами с регулируемой емкостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи и поворота станов холодной прокатки труб | 1961 |
|
SU145880A1 |
| ГИДРОПРИВОД | 1971 |
|
SU299687A1 |
| Гидравлический привод рабочей клети стана холодной прокатки труб | 1960 |
|
SU137874A1 |
| Гидравлическое нажимное устройство прокатного стана | 1961 |
|
SU148776A1 |
| ЛОПАСТНЫЙ ГЙДРОДВИГАТЕЛЬ ДЛЯ ГИДРОПРИВОДОВ ПРЕРЫВИСТОГО ВРАЩЕНИЯ | 1967 |
|
SU203413A1 |
| Способ холодной прокатки труб | 1959 |
|
SU129165A1 |
| Способ холодной прокатки труб | 1960 |
|
SU137096A1 |
| Привод вала поворота стана холодной прокатки труб | 1977 |
|
SU725729A2 |
| ГИДРАВЛИЧЕСКИЙ ПОДАЮЩЕ-ПОВОРОТНЫй МЕХАНИЗМ СТАНОВ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU201296A1 |
| Распределительный подающе-поворотныйМЕХАНизМ CTAHA ХОлОдНОй пРОКАТКиТРуб | 1978 |
|
SU831239A1 |