Предлагается гидравлический привод рабочей клети стана холодной прокатки труб, обеспечивающий получение точного хода клети и изменение его по заданной программе в соответствии с технологическими требованиями.
Это достигается применением коноидального кулака, определяющего число ходов клети, a изменение амплитуды хода клети достигается за счет смещения кулака по заданной программе.
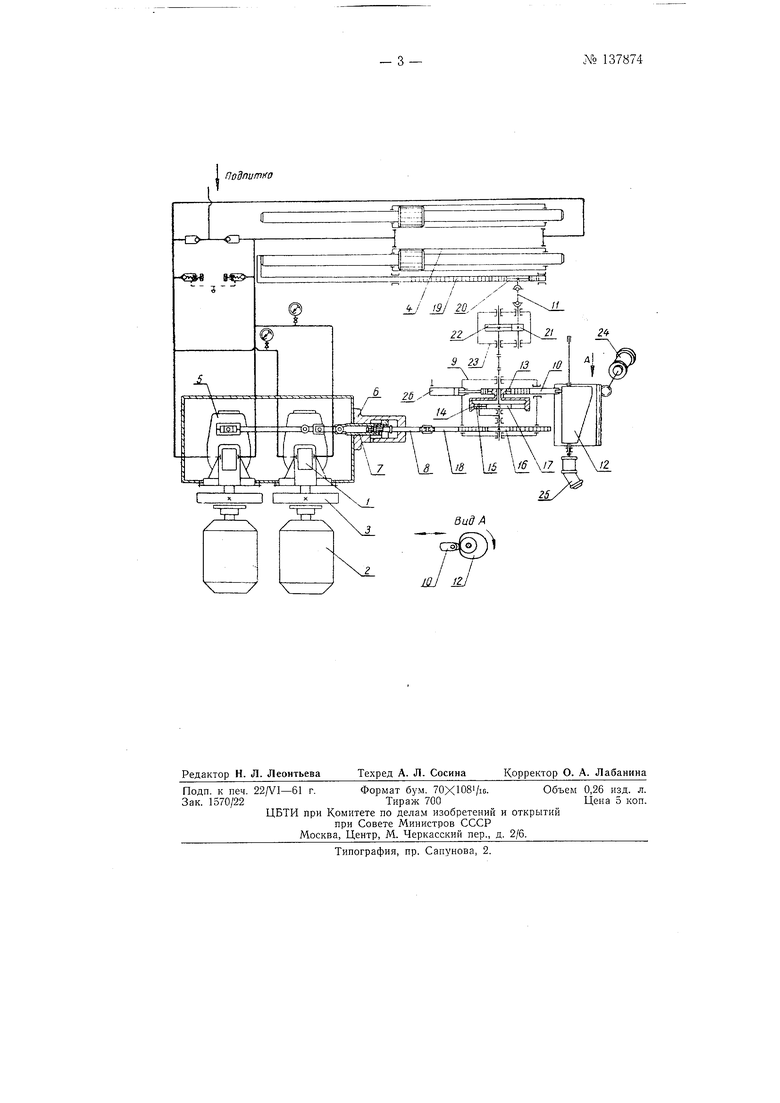
На чертеже: показана схема предлагаемого гидравлического привода рабочей клети стана холодной прокатки труб.
Один или два реверсивных аксиально-порщневых насоса / нриводятся во вращение электродвигателями 2 с маховиками 3. Насосы соединены с рабочими цилиндрами 4, непосредственно осуществляющими движение, рабочей клети.
Установка насосов на требуелгую производительность, a соответственно и блоков цилиндров 5 на требуемый угол, производится гидроусилителем 6. Поршень 7 последнего управляется золотником 8, линейному перемещению которого соответствует линейное перемещение поршня 7 и, следовательно, определенный угол поворота блоков цилиндров 5. Управление насосами осуществляется, через планетарный редуктор 9, суммирующий задающий сигнал (движение рейки 10 ц сигнал обратной связи (поворот валика // обратной связи). В качестве датчика рассогласования применен .коноидальный кулак 12.
Работа привода осуществляется следующим образом. В исходном положении перед началом рабочего хода порщни цилиндров 4 находятся в левом положении, блоки цилиндров 5 в нейтральном положении, рейки 10 в крайнем правом положении.
При начале поворота коноида 12 рейка 10 движется влево и через щестерню 13 поворачивает коронную щестерню 14. Последняя через сателлиты 15 поворачивает шестерню 16. Солнечная шестерня 17 заторЛЬ 137874
можена, поскольку она связана с большой массой. Шестерня 16 смещает рейку 18 и золотник 8. Соответственно порп1ень 7 гидроусилителя поворачивает блоки насосов. Последние начинают подавать масло в левые полости цилиндров 4 и поршни цилиндров начинают двигаться вправо.
Одновременно движется связанная с поршнями рейка 19, которая через шестерню 20, шестерни 21 и 22 редуктора 23 обратной связи, солнечную шестерню 17 и сателлиты 15 поворачивает шестерню 16 в обратном направлении, вследствие чего блоки цилиндров 5 стремятся вернуться в нейтральное положение.
Определенный закон уменьшения хода клети обеспечивается за счет перемещения коноида по заданной программе шаговым двигателем 24. Число ходов клети определяется числом оборотов коноида 12, который приводится во вращение гидродвигателем 25.
Перемещение коноида может также осуществляться кулачковым устройством. Цилиндр 26 служит для поджатия рейки 10 к коноиду.
Предмет изобретения
Гидравлический привод рабочей клети стана холодной прокатки труб, отличающийся тем, что, с целью обеспечения точного хода клети в соответствии с технологическими требованиями, применен коноидальный кулак, определяющий число ходов клети, а заданное изменение амплитуды хода клети достигается за счет смещения кулака (изменения его поперечного профиля) по заданной программе.
Hodnumifo
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОПРИВОД | 1971 |
|
SU299687A1 |
| Механизм подачи и поворота станов холодной прокатки труб | 1961 |
|
SU145880A1 |
| РАБОЧАЯ КЛЕТЬ ВАЛКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1970 |
|
SU269896A1 |
| Гидравлический механизм подачи и поворота станов холодной прокатки | 1959 |
|
SU128833A1 |
| Гидравлическое нажимное устройство прокатного стана | 1961 |
|
SU148776A1 |
| Гидравлическое нажимное устройство прокатной клети | 1986 |
|
SU1378967A1 |
| ЛОПАСТНЫЙ ГЙДРОДВИГАТЕЛЬ ДЛЯ ГИДРОПРИВОДОВ ПРЕРЫВИСТОГО ВРАЩЕНИЯ | 1967 |
|
SU203413A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 1966 |
|
SU178773A1 |
| Устройство для автоматического управления станом холодной прокатки конических труб | 1956 |
|
SU114649A1 |
| ГУСЕНИЧНЫЙ ТРАКТОР | 2008 |
|
RU2385249C1 |