Изобретение относится к холодной ,прокатке труб н касается усовершенствования распределительного подающе-по- воротного механизма. Известен распределительный подающеповоротный механизм станов холодной про катки труб, обеспечивающий подачу -заготовки как перед ходом клети вперед, так и перед ходом клети назад ijНедостатком этого механизма является обеспечение только равной по величине подачи заготовки в обоих крайних положениях клети, что приводит к чрезмерный сжимающим осевым усилиям на заготовку во время хода клети назад, что отрицательно сказывается на качестве прокатьюаемых труб. Наиболее близким к предлагаемому является подающе-поворотный механизм, включающий приводной вал с установленным на нем кулачком, параллельно расположенные ему валы подачи и поворота, чересз сидящие на них рычаги с роликами взаимодействующие с кулачком, наса- женные на валу подачи и поворота, соответственно, обгонные муфты подачи и поворота, и регулятор величины подачи и угла поворота в виде эксцентриковых втулок, одна из которых установлена на приводном валу и имеет наружные щлицы, а вторая устанбвлена на шлицах первой и на ней размещен кулачек с дополнительными роликами, расположенными по периферии кулачка и охваченными упругсй замкнутой рамкой 2. Недостаток известного механизма заключается в сложности конструкции и трудоемкости регулировки соотношения величин подач заготовки в обоих крайних положениях клети (при двойней подаче-повороте), так как это связано с перегфессовкой эксцентриковых втулок и кулака, при этом углы поворота и величина подачи в обоих крайних положениях клети различен. Кроме того, в этом механизме любое изменение соотношения величин подач заготовки приводит примерно к такому же соотношению величин поворота заготовки
перед обоими ходами клеги. При прокагке груб в ряде случаев один из поворогов заготовки весьма мал по величине, а при передаче его от кулачка к переднему патрону зажима и повороте трубы поворот полностью отсутствует из-за наличия больших зазоров в звеньях механизма. Отсутствие одного из двух поворотов трубы, т.е. исключение стабильности угла поворота, приводит к появлению закусов, закатов, граненности на трубах из-за переполнения ручья калибров металлом.
Цель изобретения - обеспечение стабильности утла поворота и плавности регулирования величины подачи.
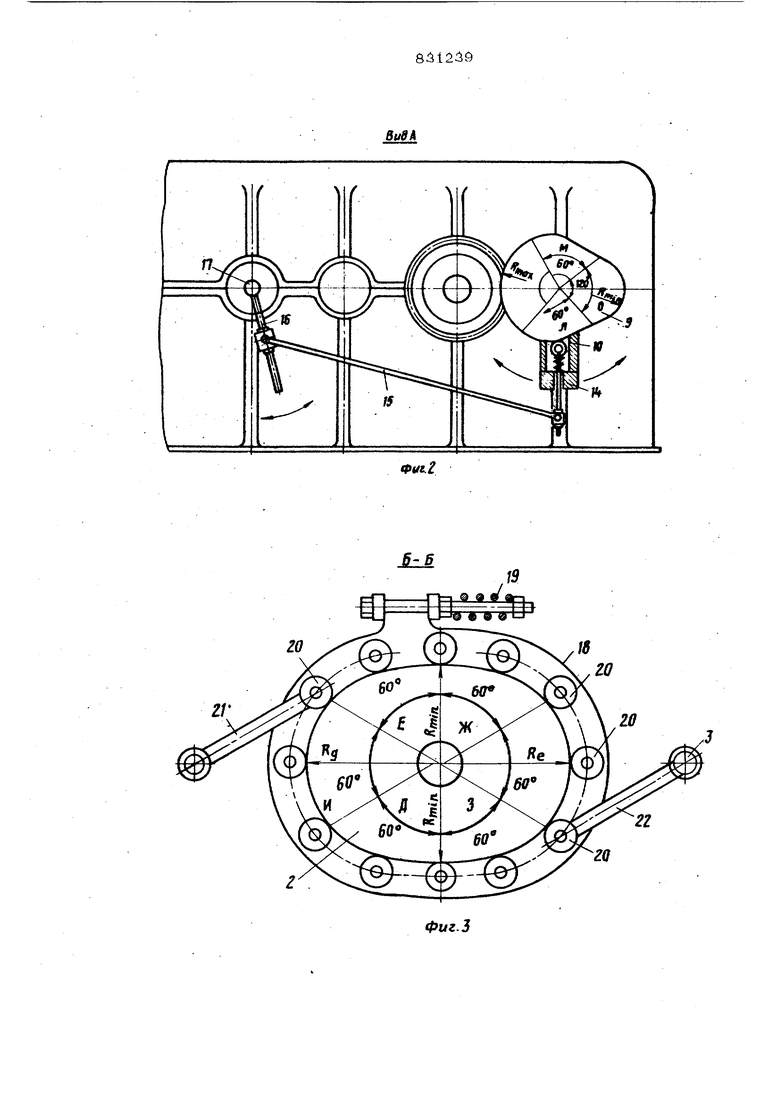
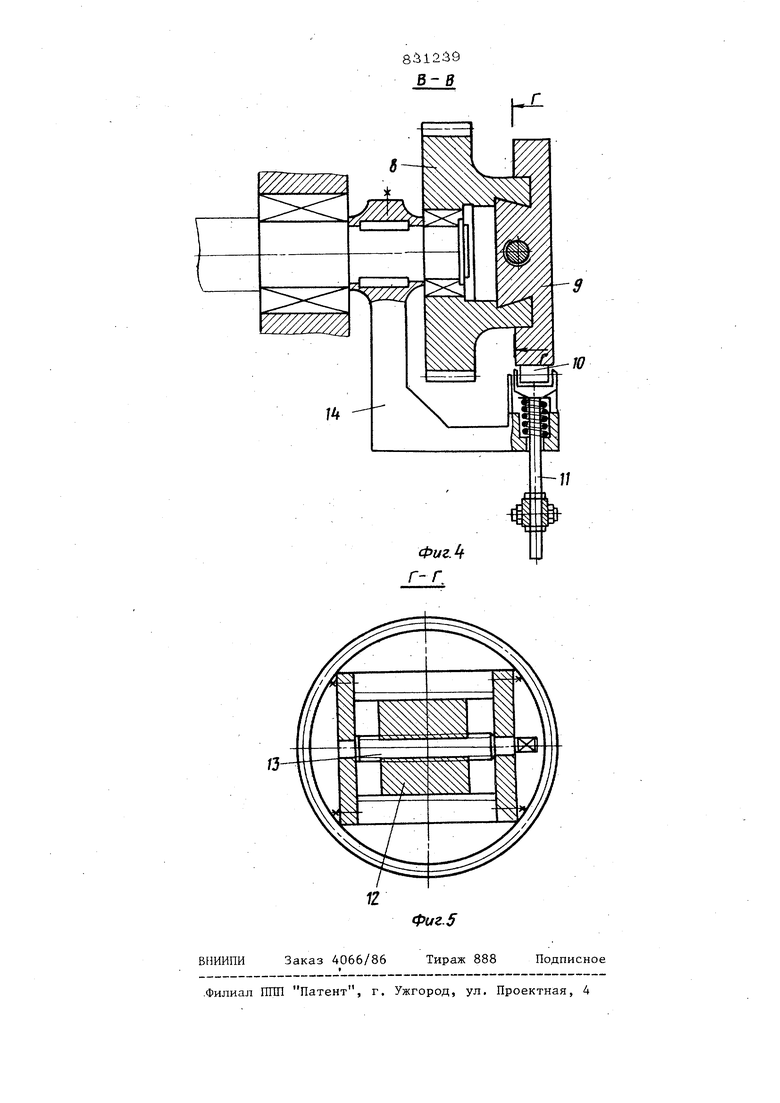
Для достижения этой цели в распределительном подаюше-поворотном механизме стана холодной прокатки труб, содердащем приводной вал с установленным на нем кулачком, параллельно расположенные ему валы подачи и поворота, через сидящие на них рычаги с роликами взаимодействующие с кулачком, насаженную на вал поворота обгонную муфту поворота, обгонную Муфту подачи, регулятор величины подачи и угла п-эворота Регулятор величины подачи и угла поворота вьтолнен в виде зубчатой пары с ведущей шестерней. закрепленной на приводном валу , и ведо- мой, которая имеет торцовой центральный паз и свободно установлена на валу подачи, профильного кулачка с прикрепленной к его плоской поверхности гайкой, размещенной в центральном пазу ведомой шестерни, и ее винтом, концами установленным в стенках паза ведомой шестерни и роликового толкателя профильного кулач ка с кулисно-}эычажным приводом, имеющим вал, на который насажена обгонная муфта подачи. На фиг. 1 представлена кинематическа схема предлагаемого механизма; на фиг. 2 - вид по А на фиг. 1; на фиг. 3рйзрез Б-Б на фиг., 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг, 5 - .разрез Г-Г на фиг, 4. Распределительный подающе-поворотный механизм имеет приводной вал 1 с кулачком 2, параллельно расположенные ему вал подачи 3 и вал поворота 4, обгонную муфту 5 поворота, усгановленную на валу поворота, обгонную муфту б .подачи, регулятор величины подачи и угла повфота, выполненный в виде зубчатой пары с ведущей 7 и ведомой 8 шестернями, профильного кулачка 9 и его роликового толкателя, имеющего ролик 10 и 2ь1чаг 11.
Ведушая шестерня 7 закреплена на приводном валу 1, а ведомая шестерня 8 свободно установлена на валу подачи 3 и имеет торцовый центральный паз. В центре профильного кулачка 9 к еГо плоской поверхности прикреплена гайка 12, которая размещена в центральном пазу ведущей щестерни. С гайкой взаимодействует ее винт 13, концами установленный в ста- нках паза ведомой щестерни.
Роликовый толкатель профильного кулачка 9 размещен в пазу жестко закрепленного на валу подачи 3 рычага 14 и имеет кулисно-рычажный привод в виде Тяги 15, соединенной с рычагом 11 и
регулируемой кулисой 16, жестко соединенной с валом 17, на который насажена обгонная муфта 6 подачи.
Кулак 2, размещенный на приводном У охвачен рамкой 18, которая выполнена в виде замкнутой упругой ленты и стянута пружиной 19. Между кулачком 2 и рамкой 18 расположены ролики 2О, два из которых закреплены на рычагах 21 и 22, установленных на валах подачи и поворота. Рычаг 21 вала поворота соединен с обгонной муфтой 5 поворота. Обгонная муфта 6 подачк связана через систему 23 шестерен с гайкой 24 и винтом 25 поДа- чи заготовки. Кулачок 2 имеет шесть участков, по 60 каждый, причем участок Д,Е,Ж,3 - рабочие, а участки И,К, - участки выстоя . Рабочие участки выполнены переменными радиусами, а участки высгоя - постоянными равными радиусами. Профильный кулачок 9 регулятора имеет два рабочих участка Л и М, по 60 каждьй, выполненных переменными радиусами (от R до R,T, ), и два участка выстоя - Н и О, по 120 каждый, с радиусами Рц и R , Принцип действия механизма следующий, От двигателя главного привода клети (на чертеже не показан) кулаку 2 сообщается непрерывное вращение с угловой скоростью, равной угловой скорости кривошипных шестерен привода клети. Также одновременно передается непрерывное вращение посаженной на приводной вал 1 ведущей шестерни 7 и ведомой шестерне; 8, BmiTy 13, связанному с закрепленной жестко в центре профильного кулачка 9 гайкой 12, Профильный кулачок 9 регулйгора вращается против часовой стрелки. При открытии зева подачи и поворота в заднем крайнем положении клети кулачок 2 на приводном валу 1, вращаясь по часовой стрелке, через ролики 20 одновременно толкает рычаг 21 вала поворота, на котором установлена обгонная муфта 5, а рычаг 22, посаженный на вал 3 подачи, через рычаг 14, размещенный в его пазах подвижный ролик 10, связанный с рычагом 11, тягой 15 и с регулируемой кулисой 16, передает вращение валу 17 обгонной муфты 6 подачн. При этом ролик 2О взаимодействует с рабочим участком Е.
Рабочие участки Д и Е кулачка 2 характеризуются равной разницей макисмального и минимального Р Диусов (соответственно в конце участков) Угол отклонения рычагов 21 и 22 одинаков. Одновременно с этим ролик 10 взаимодействует с рабочим участком Л кулачка 9, благодаря чему в пазах рычага 14 перемещается рычаг 11, связанный через тягу 15 с регулируемой кулисой.
Рабочие участки Л и М кулачка 9
имеют переменные радиусы от R , до i-vivmn
происходит автоматическое
удлинение рычага 14, Это увеличивает угол отклонения регулируемой кулисы 16, связанной с обгонкой муфтой 6 подачи. Обгонная муфта 6 заклинивается и передает вращение через систему 23 щесте- рен гайке 24, которая перемещает винт 25 подачи поступательно (т.е. осуществляется большая по величине подача). Об- г-онная муфта 5 поворота также . .заклинивается и передает поворот заготовке через систему, шестерен, и валов (на фнг, не показано). После поворота кулачков 2 на , что соответствует моменту открытия зева подачи и поворота в переднем положении клети, рычаг 22 взаимодействует с рабочим участком Е кулачка 2, а рычаг 21 - с рабочим участком Д того же кулачка. Так как 0 . .. отклонения рычагов 21 и 22 -одинаковы. Однако бла- годаря тому, что подвижный ролик 1О взаимодействует в это время с рабочим участком М кулачка 9, происходит укорочение рычага 14, и соответственно уменьшается угол отклонения регулируемой кулисы 16, т.е. величина подачи становится меньше.
.Угол поворота заготовки остается постоянным в обоих крайних положениях клети, так как определяется постоянными
размерами кулачка 2, Регулировка соотношения величин подач в обоих крайних положениях клети осуществляется вращение винта 13, сообщающего через гайку
12 кулачку 9 изменение положения его центра вращения. Общая регулировка величины подачи заготовки выполняется путем изменения длины регулируемой кулисы 16,
Предлагаемый распределительный подающе-пОборотный механизм позволяет плавно полуавтоматически регулировать величину подачи при стабильном угле повсрота в обоих крайних положениях клети,
обеспечивая тем самым высокое качество прокатываемых труб при повышенной суммарной подаче заготовки.
Формула изобретения
Распределительный подающе-поворотный механизм стана холодней прокатки труб, содержащий приводной вал с установленным на нем кулачком,параллельно расположенные ему валы подачи и повсрота, через сидящие на них рычаги с роликами взаимодействующие с кулачком, насаженную на вал поворота обгонную му(Ьту поворота, обгонную муфту подачи, регулятор величины подачи и угла поворота, отличающийся тем, что, с целью обеспечения стабильности утла поворота и плавности регулЕфования величины подачи, регулятор величины подачи и угла поворота выполнен в виде зубчатой пары, ведущая шестерня которой закреплена на приводном валу, а ведомая имеет TopnoBbjA центральный паз и свободно установлена на валу подачи, профи аьного кулачка с прикрепленной к его плоской повёрхносги гайкой, размещенной в центральном пазу ведомой шестерни, и ее винтом, концами установленным в стенках паза ведомой шестерни и роликового толкателя профильного кулачка с кулиг-сно-рычажным приводом, имеющим вал, на который насажена обгс«ная муфта подачи.
Источники информации, принятые во внимание при экспертизе
1,Кофф 3, А. и др. Холодная прокатка труб, Мегаллургиздйт, 1962, с. 69,
2,Авторское свидетельство СССР № 582855, кл,В 21 В 21/О6, 1976, № 1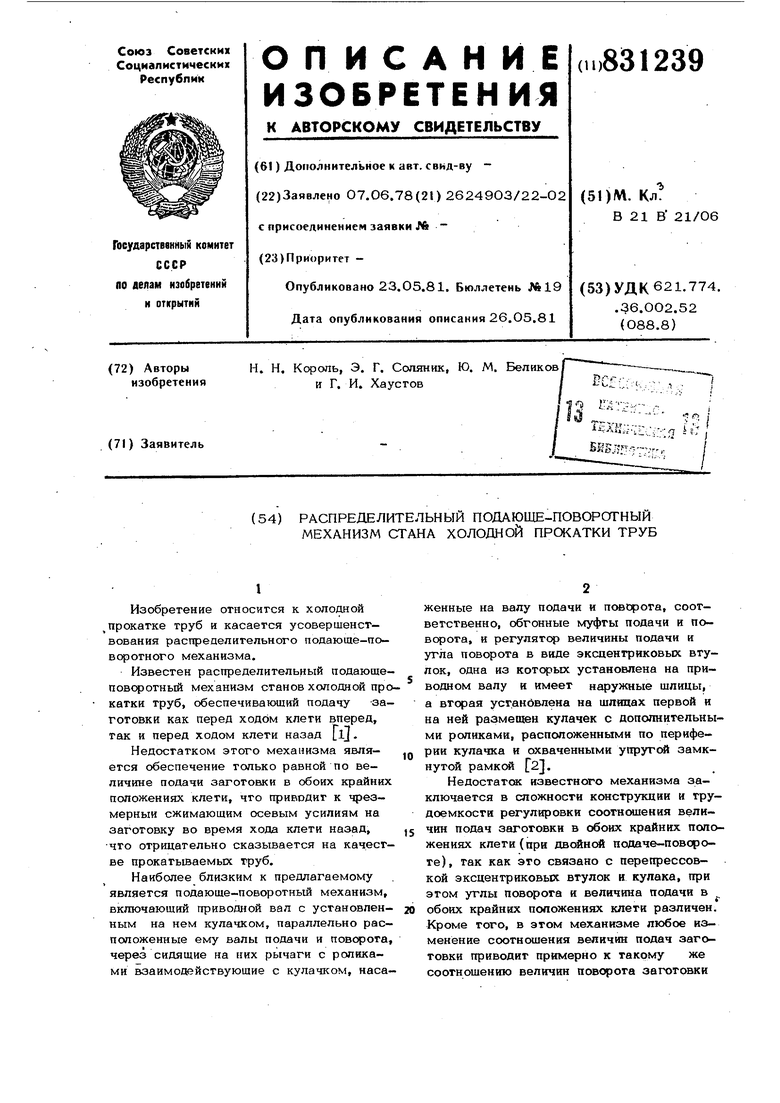
| название | год | авторы | номер документа |
|---|---|---|---|
| Распределительный подающе-поворот-Ный МЕХАНизМ CTAHA ХОлОдНОй пРОКАТ-Ки ТРуб | 1979 |
|
SU839630A1 |
| Распределительно-подающий механизмСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU845897A1 |
| Подающе-поворотный механизм стана холодной прокатки труб | 1983 |
|
SU1158261A1 |
| Механизм подачи стана холодной прокатки труб | 1977 |
|
SU713628A1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Устройство для подачи материала к обрабатывающей машине | 1983 |
|
SU1091976A1 |
| ПОДАЮЩЕ-ПОВОРОТНЫЙ МЕХАНИЗМ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU234984A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| Распределительный подающе-поворотный механизм стана холодной прокатки труб | 1976 |
|
SU582855A1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1984 |
|
SU1222340A1 |
:LI
Фиг.З
