Изобретение относится к прокатному производству, а именно ускоренному охлаждению проката в потоке стано горячей прокатки с целью термоупрочнения .
Цель изобретения - повьпиение равномерности охлаждения и улучшения условий транспортировки проката через камеру охлаждения.
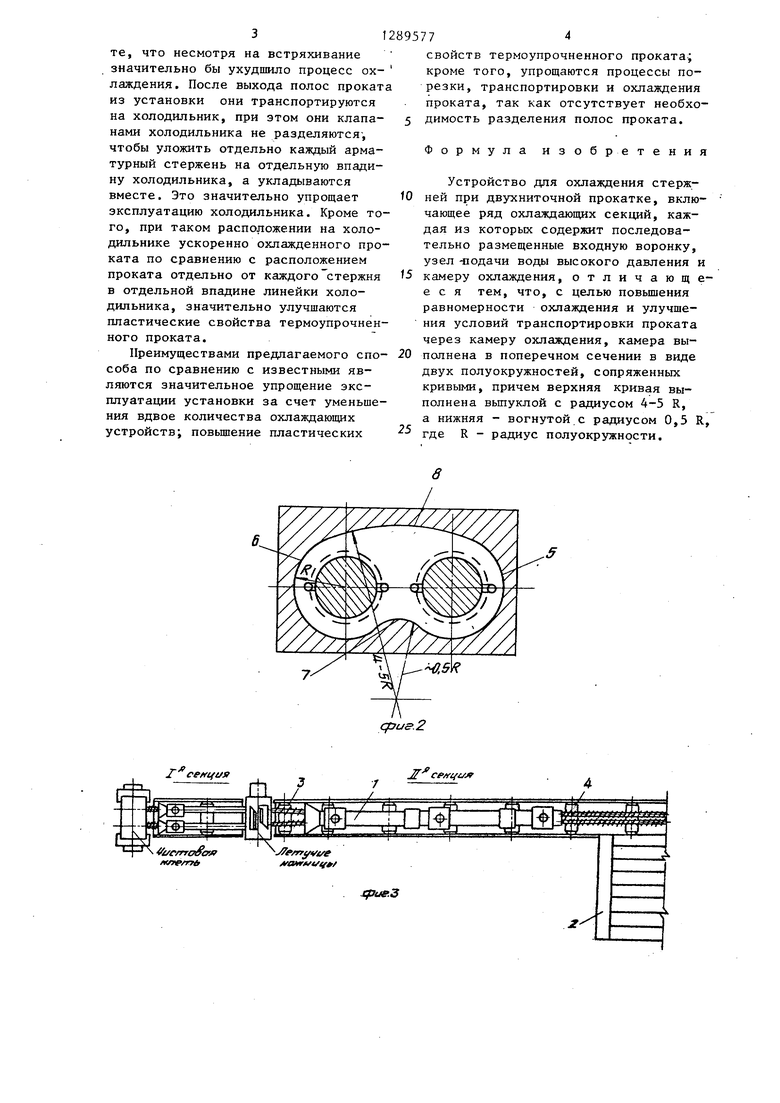
На фиГо 1 показано расположение устройства относительно рольганга} на фиг. 2 - расположение проката в камере охлаждения, на фиг. 3 - схема расположения чистовой клети охлаж- даюищх устройств первой секции охлаждения транспортирующего рольганга к летучим ножницам, летучие ножницы, рольганг перед 11-й секцией глубокого охлаждения, 11-я секция охлаждения проката, транспортирующий рольганг к холодильнику и холодильник; на фиг. 4 - расположение ускоренного охлажденного проката на впадине линейки холодильника. ,
Предлагаемая установка состоит из рольганга (фиг. 1 и фиг. 3) до и после охлаждакнцих устройств 1, установленных в Одну линию с рольгангом и холодильником 2. Ролик 3 перед охлаждающими устройствами и ролик 4 после охлаждающк х устройств с эксцентриситетом, равным f 0,2-0,5 R охлаждаемого проката.
Камера охлаждения (фиг. 2) выполнена в виде двух полуокружностей 5 и 6, сопряженных со стороны роликов вогнутой кривой 7, а с другой стороны - выпуклой кривой 8, причем расстояние между центрами п олуокружнос- тей равно двойному радиусу полуокружностей. Выполнение радиусов сопряжения полуокружностью, равных 0,5 и 4-5 полуокружностей для кривых сопряжения. Направленных внутрь и вне камеры охлаждения соответственно, определено опытным путем. И, кроме того, основным радиусом сопряжения является радиус кривой, направленной внутрь камеры охлаждения 0,5 R, а 4-5 R является производным от него. При увеличении радиуса кривой сопряжения больше 0,5 R приводит к неоправданному увеличению камер охлаждения и увеличению межцентрового расстояния между центрами полуокружностей камеры охлаждения. Уменьшение меньше 0,5 R ухудшает условия прохождения проката по камере,охлажде
5
0
5
0
5
0
5
0
5
ния. Такое вьтолнение установки обуславливает необходимость разделения проката при охлаждении в камере охлаждения и свободное прохождение двух ниток проката по камере охлаждения. Диаметр камеры охлаждения принимают равным 2,5-4 диаметрам охлаждаемого проката по условиям беспрепятственного прохождения проката по камере охлаждения.
Установка работает следующим образом.
Прокат в две нитки выходит из чистовой клети (фиг. 3), охлаждается на первой стадии каждьй в своем охлаждающем устройстве, затем транспортируется по рольгангу к летучим ножницам для порезки. Нож летучих ножниц имеет ширину лезвия порядка 10-12 см. После порезки на ножницах прокат транспортируется рольгангом в предлагаемую установку дпя осуществления предлагаемого способа. Если бы охлаждение проката производилось в двух охлаждающих устройствах после летучих ножниц, т.е. каждая нитка полосы проката в своем охлаж- даиощем устройстве, то возникли бы непреодолимые трудности по разделению и задач е каждой полосы проката в свое охлаждающее устройство. Надо было бы увеличить ширину ножа на летучих нож- .лицах, ставить разделительные линейки, в желобе рольганга до и после летучих ножниц. Но и это не гарантирует от перекосов и попаданий двух полос в одно охлаждающее устройство. Поз- тому необходимо с целью упрощения процесса охлаждения охлаждать обе нитки проката в одной камере охлаждения, приспособленной дпя такого охлаждения. Кроме того, необходимо предусмотреть разделение двух стержней в процессе охлаждения и равномерность их охлаждения. Это осуществляется следующим образом. I
Полосы проката после летучих ножниц поступают в камеру охлаждения 1, где в процессе охлаждения испытывают колебания из-за эксцентриситета роликов 3 и 4, которые, вращаясь, транспортируют прокат и одновременно его встряхивают. При этом прокат равномерно располагается по камере охлаждения и, кроме того, интенсифицируется сам процесс охлаждения. Если бы камера охлаждения была круглой, прокат все время находился бы вместе,
31
что несмотря на встряхивание значительно бы ухудшило процесс ох- лаждения. После выхода полос проката из установки они транспортируются на холодильник, при этом они клапа- нами холодильника не разделяются-, чтобы уложить отдельно каждый арматурный стержень на отдельную впадину холодильника, а укладываются вместе. Это значительно упрощает эксплуатацию холодильника. Кроме того, при таком расположении на холодильнике ускоренно охлажденного проката по сравнению с расположением проката отдельно от каждого стержня в отдельной впадине линейки холодильника, значительно улучшаются пластические свойства термоупрочнен- ного проката.
Преимуществами предлагаемого спо- соба по сравнению с известными являются значительное упрощение эксплуатации установки за счет уменьшения вдвое количества охлаждающих устройств; повьшение пластических
74
свойств термоупрочненного проката; кроме того, упрощаются процессы порезки, транспортировки и охлаждения проката, так как отсутствует необходимость разделения полос проката.
Формула изобретения
Устройство для охлаждения стержней при двухниточной прокатке, включающее ряд охлаждающих секций, каждая из которых содержит последовательно размещенные входную воронку, узел -подачи воды высокого давления и камеру охлаждения, отличающееся тем, что, с целью повьш1ения равномерности охлаждения и улучшения условий транспортировки проката через камеру охлаждения, камера выполнена в поперечном сечении в виде двух полуокружностей, сопряженных кривыми, причем верхняя кривая выполнена вьшуклой с радиусом 4-5 R, а нижняя - вогнутой с радиусом 0,5 R, где R - радиус полуокружности.
.-..
гсриа.2
cffijff.4
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
| Способ производства высокопрочной арматурной стали | 1984 |
|
SU1271894A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| Способ изготовления фасонного проката | 1990 |
|
SU1788036A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 2006 |
|
RU2314898C1 |
| Устройство для точного останова полос на холодильнике мелкосортного стана | 1981 |
|
SU1002060A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |

Изобретение относится к области прокатного производства, а именно к ускоренному охлаждению проката в i потоке станов горячей прокатки с целью термоупрочнения. Цель изобретения - повьшение равномерности охлаждения и улучшение условий транспортировки проката через камеру охлаждения. Полосы проката после летучих ножниц поступают в камеру охлаждения 1, где в процессе охлаждения испытывают колебания из-за эксцентриситета роликов 3 и 4, которые, вращаясь, транспортируют прокат и одновременно его встряхивают. При этом прокат равномерно располагается по камере охлаждения и, кроме того, интенсифицируется сам процесс охлаждения. 4 ил. W « дзиг.1
Редактор И.Сегляник
Составитель О.Румянцева
Техред В.Кадар Корректор Е.Рошко
7845/10
Тираж 1503Подписное
ВНИЖШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ термического упрочнения проката | 1977 |
|
SU744038A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
