Изобретение относится к автоматиЭсщии металлургического производства и может- быть использовано для укладки полос на холодильнике мелкосортного стана. . ; .
Известно устройство, содержащее летучие ножницы, отводящий рольганг, датчик наличия полосы, сбрасыватель. Это устройство позволяет обеспечивать фиксированную точку начала торможения, Недостатком этого устройства яв1ляется разброс полос на холодильнике мелкосортного стана, обусловленный различным путем торможения полос.
Наиболее близким к изобретению по технической сущности и достигаембму результату является устройство точного останова полис, содержащее летучие ножницы, отводящий рольганг, холодильник, два датчика наличия полосы, вычислительный блок, .соединенный с датчиками наличия полосы, блок управления сбрасывателем, соединенный с вычислительный блоком. В данном устройстве вычислительный блок корректирует точку начала торможения в функции начальной скорости торяможения, которая определяется с помощью двух датчиков, установленных перед точкой начала торможения.
Недостатком усзтройства является то, что интенсивность торможения прокатанных полос характеризуется коз|фФ.ициентом торможения. Нестабильность его величины для смежных полос при установившемся режиме прокатки вызвана колебанием .температуры металла, поступающего на холодильник. Колебание температуры связано с неравномер10ностью нагрева как смежных saroTOjBOKr так и заготовок по длине в методических печах, а также неравномерным охлаждением при термоупрочнении. Колебания температуры по длине раската,
15 выходящего из чистовой клети, составляет 20-40 С, а колебания температуры нагрева смежных заготовок достигает в среднем . При таком интервале колебаний температур изменение
20 коэффициента торможения составляет 2-5 %.
Целью изобретения является увеличение выхода мерногопроката при порезке пакета полос на стационарных
25 ножницах, установленных за холодильником мелкосортного стана, за счет уменьшения разброса передних концов полос на холодильнике.
Поставленная цетть достигается тем,
30 что устрюйство точного останова полос
на холодильнике мелкосортного стана, содержащее летучие ножницы, отводящий рольганг, холодильник, два датчика наличия полосы, вычислительный блок, соединенный с датчикаУ1и наличи полосы, блок управления сбрасывателе соединенный с вычислительным блоком, дополнительно снабжено датчиком температуры полосы, блоком определения среднего значения температуры по длине полосы, вход которого соединён с датчиком температуры, а выход - с вычислительным блоком.
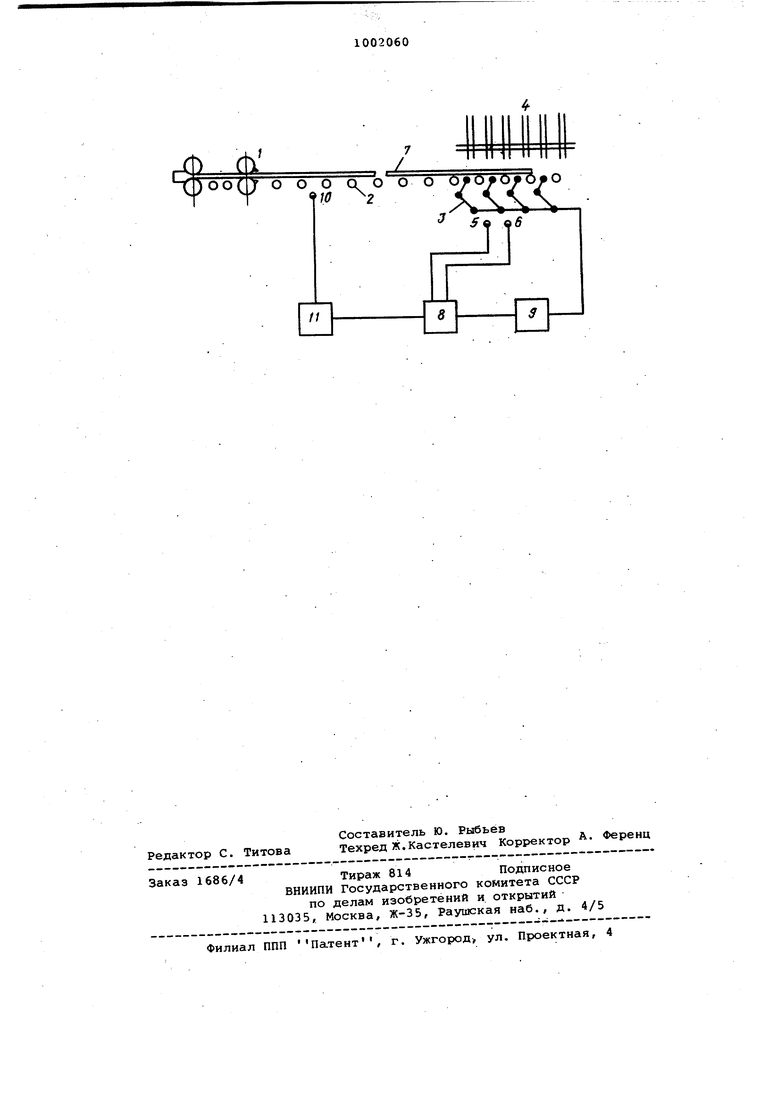
На чертеже изображена блок-схема устройства.
Устройство точного останова полос на холодильнике мелкосортного стана содержит летучие ножницы 1, отводящий рольганг 2, сбрасыватель 3, холодильник 4, два датчика 5 и 6 наличия полосы 7, вычислительный блок 8, блок 9 управления сбрасьшателем, датчик температуры 10, блок 11 опредеЛенин среднего значения температуры по длине полосы.
Устройство работает следующим образом.
При выходе раската из стана летучие ножницы 1 отделяют от него перву полосу. Отрезанная полоса, ускоряясь на отводящем рольганге 2, движется к холодильнику 4. Датчик температуры 10 измеряет температуру полосы во всех ее сечениях. Блок 11 определяет среднюю по длине полисы температуру. Срабатывают датчики 5 и 6 наличия полосы 7. Вычислительный блок 8, получив информацию о средней температуре и времени прохождения головной части полосы между датчиками 5 и б, определяет точку начала торможения с учетом начальной скорости торможения и температуры, которая косвенно связана с коэффициентом торможения. Сброс полосы, т.е. начало ее торможения, происходит через промежуток времени вычисленной блоком 8, после срабатывания датчика 6. Последующие полосы проходят по линии аналогично. Изменение начальной скорости торможения и температуры полосы вызовет соответствующее изменение точки начала торможения.
С целью упрощения алгоритма работы вычислительного блока 8 сложные зайисимости можно линеаризовать. При этом время, через которое после ерабатывания датчика б необходимо включать сбрасыватель, определится из выражения
,( af
F--)
dt: I
V нт
где tp - время задержки при сбросе г. ..f первой полосы; ,-и-:;- частные производные функциоит нальной зависимости времени включения сбрасывателя от начальной скорости и средней температуры полосы; изменение скорости начала
торможения; - изменение средней по длине
температуры.
Таким образом, описанное устройство корректирует момент начала торможения полос не только по скорости начала торможения, но и по величине средней температуры полосы, которая косвенно связана с коэффициентом торможения. Введение дополнительной коррекции позволит уменьшить разброс полос на холодильнике, что приведет к увеличению выхода мерного проката при порезке пакета полос стационарными ножницами на мерные длины. Ожидаемый экономический эффект от внедрения устройства на одном стане соетавит примерно 100 тыс, руб.
Формула изобретения
Устройство для точного останова полос на холодильнике мелкосортного. стана, содержащее летучие ножницы, отводящий рольганг, холодильник, два датчика наличия полосы, вычислительный блок, соединенный с датчиками наличия полосы, блок управления сбрасывателем, соединенный с вычислительным блоком, от. лич ающе е ся тем, что, с целью .увеличения выхода мерного проката, оно снабжено датчиком температуры полосы и блоком определения среднего значения температуры по длине полосы, вход которого соединен с датчиком температуры полосы, а выход - с вычислительным блоком,
Источники информации, ринятые во внимание при экспертизе
1.Чекмерев А.П. Прокатка на мелкосортных станах. М., Металлургия, 1967, с. 351.
2.Патент ФРГ 1180706,
кл. В 21 В 43/00, опублик. 1970 (прототип) .
000 Q b о Of о о 6 о
5e об
U
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| Способ производства сортового проката | 1987 |
|
SU1468616A1 |
| В П Т Б | 1973 |
|
SU395139A1 |
| Технологическая линия производства заготовок | 1989 |
|
SU1699667A1 |
| Устройство для управления сбрасывателем полосы на холодильник мелкосортного стана | 1984 |
|
SU1196055A1 |
| Система управления сбрасывателем холодильника | 1989 |
|
SU1622048A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ПОПЕРЕЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНОГО ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО СОРТОВОГО ПРОКАТА | 2012 |
|
RU2505368C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ равномерного раскроя мелкосортного проката и устройство для его осуществления | 1986 |
|
SU1424997A1 |