Изобретение относится к машиностроению и может быть использовано в станочной технологической оснастке, в том числе для закрепления обрабатываемых деталей в приспособлениях, применяемых для оснащения автоматизированных производств.
Целью изобретения является повышение надежности зажима.
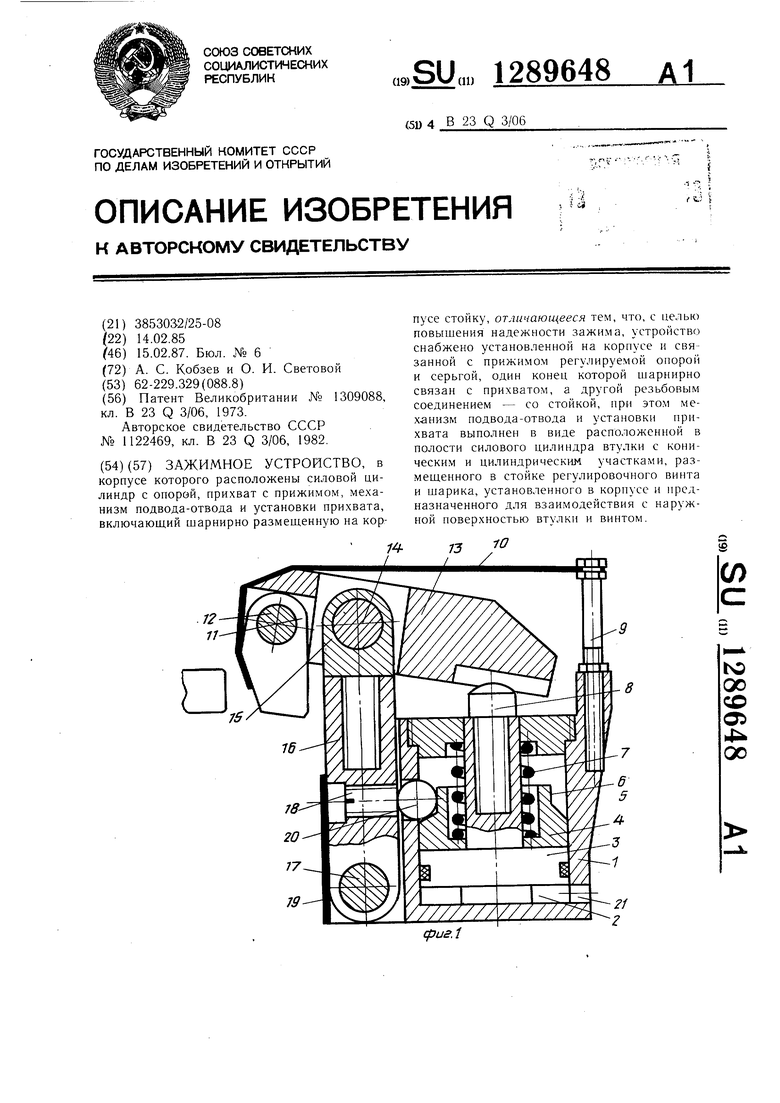
На фиг. 1 изображено зажимное устройство, обш,ий вид, исходное положение;
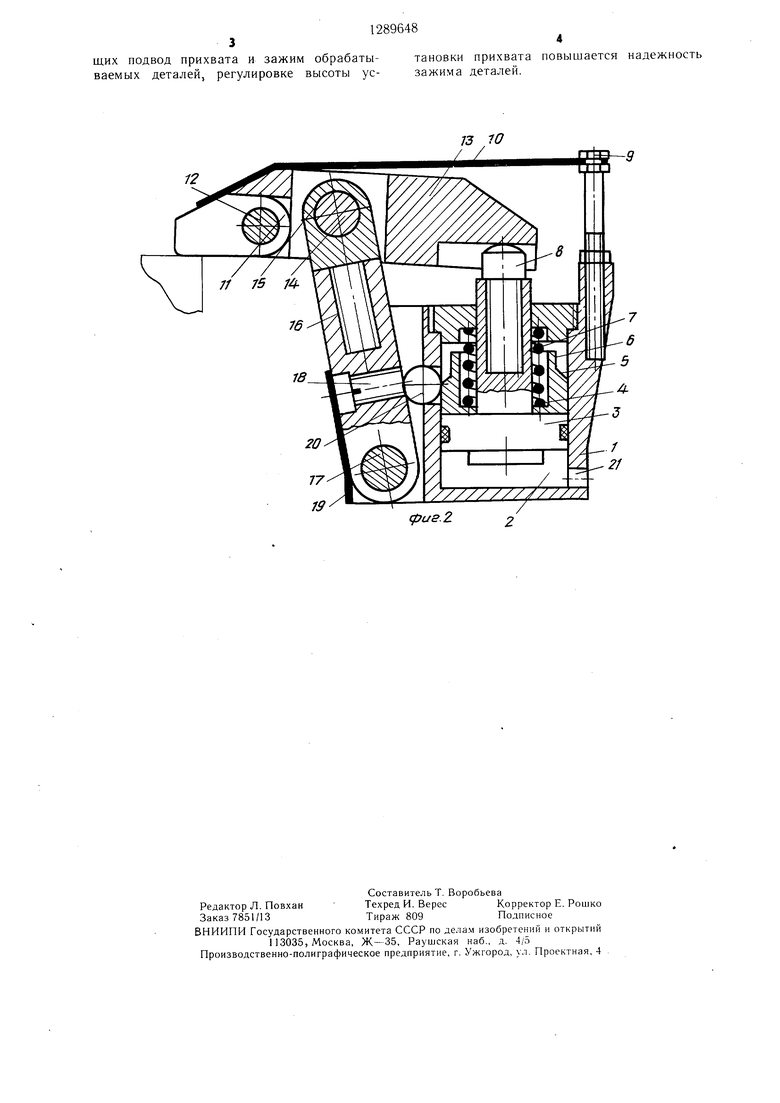
жения в горизонтальное осуществляется до тех пор, пока опора 8 не соприкоснется с прихватом 13. При дальнейшем перемещении порщня 3 его шток через опору 8 поворачивает прихват 13 совместно с прижимом 11 вокруг оси 14. Происходит зажим обрабатываемой детали (фиг. 2).
Отжим обрабатываемой детали и возврат прихвата 13 и прижима 11 в исходное положение осуществляются после снятия
на фиг. 2 - то же, рабочее положение. Ю давления рабочей среды в пилиндре 2. Зажимное устройство содержит корпус 1,Под действием сжатой пружины 7 порщень
встроенный в него цилиндр 2, поршень 3, втулку 4 с коническим 5 и цилиндрическим 6 участками, пружину 7, предназначенную для возврата поршня 3 и втулки 4 в исход- . ное положение, опору 8, ввернутую в шток поршня 3. На корпусе 1 установлена выдвижная опора 9, связанная посредством гибкого элемента 10 с прижимом 11, шар- нирно установленным с помощью оси 12
3 совместно со втулкой 4 перемещается в крайнее нижнее положение, тем самым вытесняя рабочую среду из полости цилиндра 2 в отверстие 21 и освобождая посредством конического участка 5 место для размещения шарика в полости цилиндра 2 на цилиндрическом участке 6 втулки 4. При этом стойка 16 под действием отогнутой пружины 19 поворачивается и посредством
на прихвате 13. Прихват 13 посредством 20 регулировочного винта 18 возвращает ша- оси 14 шарнирно связан с серьгой 15, ус- рик 20 в полость цилиндра 2. Одновременно тановленной в стойке 16 с возможностью жестко связанная со стойкой серьга 15 и перемещения вдоль оси последней. Стойкаустановленный на ней прихват 13 с прижи16 с помощью оси 17 щарнирно установлена мом 11 перемещаются в крайнее правое по- в корпусе 1. Для регулирования вылета js ложение и тем самым освобождают закрепленную деталь. Благодаря постоянной длине гибкого элемента 10 и различным, расстояниям от опоры 9 до точки закрепления каната 10 на прижиме 11 в исходном и рабочем положениях, прижим 11 под действием 30 собственного веса имеет возможность опускаться из горизонтального положения в нижнее.
Длина перемещения (вылет) прихвата 13 из исходного положения в рабочее реприхвата 13 в стойке 16 размещен регулировочный винт 18. Для возврата стойки 16 из рабочего положения в исходное на корпусе 1 установлена плоская пружина 19. Передача движения от втулки 4 к стойке 16 осуществляется посредством щарика 20. Подвод рабочей среды к цилиндру 2 осуществляется через отверстие 21, выполненное в корпусе 1.
Предложенное устройство работает слегулируется с помощью регулировочного виндующим образом.
При подаче рабочей среды под дав-35 та 18, установленного в стойке 16 и имею- лением в отверстие 21 цилиндра 2, распо-щего возможность перемещаться в послед- ложенного в корпусе 1, поршень 3 совместноней. Длина перемещения прижима 11 за- с втулкой 4 перемещается вверх, сжимаявисит от вылета прихвата 13 и натяжения пружину 7. Под действием коническогогибкого элемента 10. При этом, если в исход- участка 5 втулки 4 щарик 20 перемещается о положении поршня 3 (фиг. 1) регули- влево до полного выхода за пределы внут-ровочный винт 18, шарик 20 и поверхность ренней поверхности цилиндра 2 и посред-6 втулки 4 соприкасаются, а гибкий элемент ством регулировочного винта 18 поворачи-10, связывающий опору 9 и прижим 1 натя- вает стойку 16 из исходного положения про-нут, то вылет прижима 11 в зону закрепле- .тив часовой стрелки вокруг оси 17, а пру-ния обрабатываемых деталей будет мак- жину 19 отгибает в рабочее положение.45 симальным. Если между регулировочным При этом жестко соединенная со стойкой 16винтом 18, щариком 20 и цилиндрическим
участком 6 установлен зазор, а гибкий элемент 10 провисает, то вылет уменьшается
серьга 15 и установленный на ней посредством оси 14 прихват 13 перемещаются из исходного положения (фиг. 1) в крайнее
левое. Одновременно с перемещением при- , висания. хвата 13 прижим 11, щарнирно установлен-
ный на прихвате посредством оси 12, благодаря связи посредством гибкого элемента 10 с опорой 9, перемещается из нижнего положения (фиг. 1) до тех пор, пока не займет горизонтальное положение (фиг. 2). 55 Процесс перемещения прихвата 13 влево и поворота прижима 11 из нижнего полопропорционально величинам зазора и проВысота зажима обрабатываемых деталей регулируется посредством перемещения серьги 15 в стойке 16, опоры 8 в щтоке порщня 3 и опоры 9 в корпусе 1.
Таким образом, благодаря совмещению функций подвода-отвода прихвата и прижима, упрощению механизмов, осуществляюжения в горизонтальное осуществляется до тех пор, пока опора 8 не соприкоснется с прихватом 13. При дальнейшем перемещении порщня 3 его шток через опору 8 поворачивает прихват 13 совместно с прижимом 11 вокруг оси 14. Происходит зажим обрабатываемой детали (фиг. 2).
Отжим обрабатываемой детали и возврат прихвата 13 и прижима 11 в исходное положение осуществляются после снятия
гулируется с помощью регулировочного винпропорционально величинам зазора и провисания.
Высота зажима обрабатываемых деталей регулируется посредством перемещения серьги 15 в стойке 16, опоры 8 в щтоке порщня 3 и опоры 9 в корпусе 1.
Таким образом, благодаря совмещению функций подвода-отвода прихвата и прижима, упрощению механизмов, осуществляющих подвод прихвата и зажим обрабатываемых деталей, регулировке высоты установки прихвата повышается надежность зажима деталей.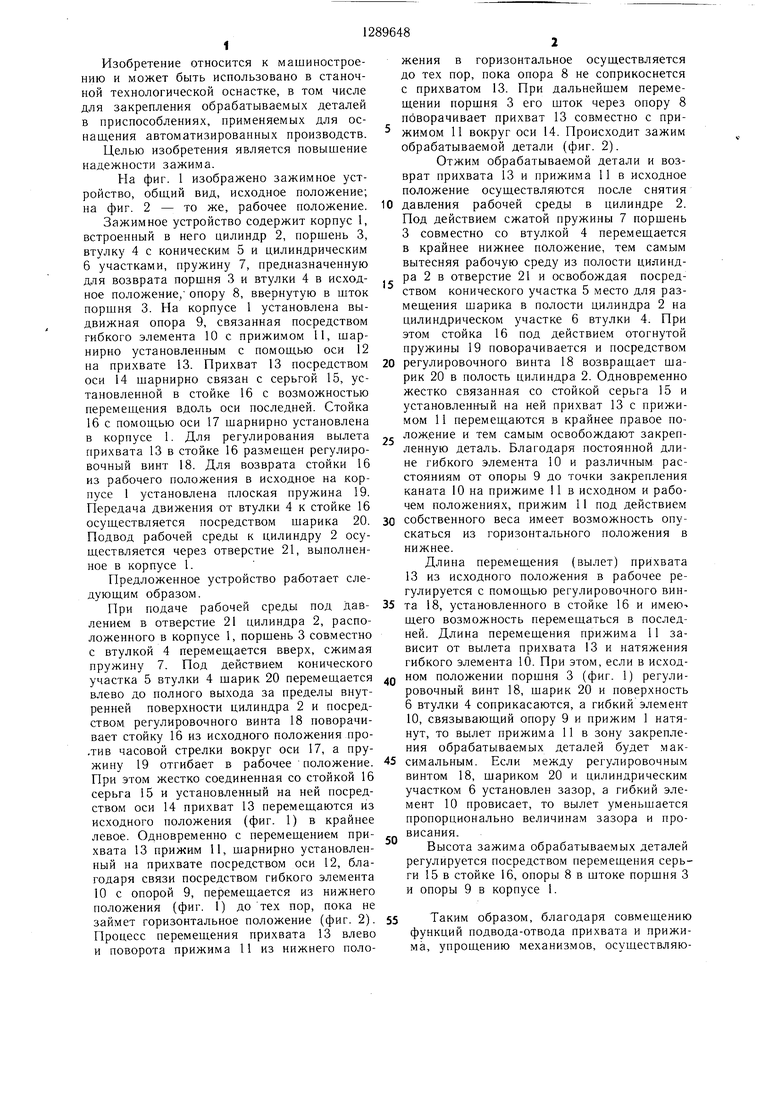
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 1987 |
|
SU1463426A2 |
| Устройство для зажима деталей | 1986 |
|
SU1313625A1 |
| Устройство для зажима обрабатываемых деталей | 1980 |
|
SU931361A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Устройство для механизированного крепления штампов к подштамповой плите пресса | 1986 |
|
SU1530317A1 |
| РОЛИКОВОЕ УСТРОЙСТВО ДЛЯ ПЕРЕВОДА СТРЕЛОЧНЫХ ОСТРЯКОВ | 2022 |
|
RU2773062C1 |
| Устройство для зажима деталей | 1984 |
|
SU1220918A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Зажимное устройство | 1982 |
|
SU1122469A1 |
12
cpus.Z
| Реактив для травления полиметаллических изделий | 1985 |
|
SU1309088A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Зажимное устройство | 1982 |
|
SU1122469A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
