Изобретение относится к машиностроению и может быть использовано в станочной технологической оснастке для закрепления обрабатываемых деталей. Известно зажимное устройство, содержащее корпус с установленным в нем силовым цилиндром, прихват, шарнирно связанный своей средней частью со штоком силового цилиндра, а одним из концов - с корпусом 1. Однако известное устройство не обеспечивает надежного закрепления обрабатываемой детали. Цель изобретения - повышение надежности зажима. Указанная цель достигается тем-, что зажимное устройство, содержащее корпус с установленным в нем силовым цилиндром, прихват, шарнирно связанный своей средней частью со штоком силового цилиндра, а одним из концов - с корпусом, снабжено шарнирно установленным на другом конце прихвата подпружиненным к нему прижимом и установленным на корпусе подпружиненным толкателем, предназначенным для взаимодействия с прижимом. На фиг. 1 изображено предлагаемое зажимное устройство в рабочем положении; на фиг. 2 - то же, в исходном положении. Зажимное устройство содержит корпус 1, встроенный в него гидроцилиндр 2, в котором в шток поршня 3 ввернута шпилька 4, связанная с прихватом 5 посредством шарнира 6, толкатель 7 с роликом 8 и пружиной 9, прижим 10 с пружиной 11, ось 12, соединяющую прижим с прихватом 5, регулируемую опору 13 с шаровой головкой, которая введена в Т-образный паз, выполненный в прихвате, контровочные гайки 14-16, регулируемую опору 17, на которой установлен толкатель 7 с роликом 8. Шпилька 4, имеющая с одного конца левую резьбу, а с другого - правую, совместно с регулируемыми опорами 13 и 17 позволяет регулировать положение прихвата с прижимом при настройке устройства на различную высоту закрепляемой детали. Толкатель 7 имеет возможность перемещаться только вдоль вертикальной оси. Для предотвращения опускания прижима 10 ниже уровня плоскости В, он выполнен в виде фигурного кулачка. Плоскость В - верхняя плоскость закрепляемой детали. Предложенное устройство работает еледующим образом. При подаче рабочей среды под давлением в полость Б гидроцилиндра 2 шток поршня 3 совместно со шпилькой 4 и прихватом 5 перемещается вниз, из исходного положения в рабочее. При перемещении шпильки 4 вниз происходит разворот шарнира 16 относительно прихвата 5 и поворот последнего вокруг шаровой головки регулируемой опоры 13с одновременным перемещением прихвата 5 вдоль Т-образного паза относительно опоры 13. При этом за счет действия пружины 9 толкатель 7, находящийся в верхнем крайнем положении, посредством ролика 8 разворачивает прижим 10 вокруг оси 12 против часовой стрелки до упора в прихват 5 с одновременным закручиванием пружины 11. За счет регулировки по высоте шпильки 4 совместнос толкателем 7 и роликом 8 процесс разворота прижима 10 до упора в прихват 5 происходит до момента касания прижима 10 с закрепляемой деталью по поверхности В. При дальнейшем движении шпильки 4 прихват 5 с прижимом 10 уже как единый прижимной элемент (с неподвижными относительно друг друга прихватом 5 и прижимом 10) продолжает разворачиваться вокруг опоры 13 до начала контакта с поверхностью В и окончательного закрепления обрабатываемой детали. Прижим 10 при этом через ролик 8 перемещает толкатель 7 с крайнего верхнего положения вниз, вдоль вертикальной оси, сжимая пружину 9. Возврат прихвата 5 в исходное положение осуществляется путем подачи рабочей среды в полость А гидроцилиндра 2. При этом шток поршня 3 совместно со шпилькой 4 и прихватом 5 перемещается вверх из рабочего положения в исходное. В начале этого процесса прихват 5 с прижимом 10 как единый прижимной элемент начинает разворачиваться вокруг опоры 13 до отжатия детали и момента отрыва от поверхности В. Пружина 9 перемещает толкатель 7 вдоль вертикальной оси вверх с нижнего положения в крайнее верхнее до упора. Дальнейшее перемещение шпильки 4 обеспечивает разворот шарнира 6 относительно прихвата 5 и поворот последнего вокруг шаровой головки регулируемой опоры 13 с одновременным перемещением прихвата 5 вдоль Т-образного паза относительно опоры 13 в обратном направлении. Одновременно с этим за счет действия пружины 11 происходит разворот прижима 10 вокруг оси 12 по часовой стрелке до окончания перемещения шпильки 4 вверх. Конструкция зажимного устройства обеспечивает нормальную установку и снятие закрепляемой детали за счет постоянного контакта прижима 10 к ролику 8, обеспечиваемого действием пружин 9 и 11. Конструкция предлагаемого зажимного устройства обеспечивает надежный зажим детали за счет механизации не только зажима и отжима обрабатываемой детали, а также подвода и отвода зажимного элемента в рабочую зону.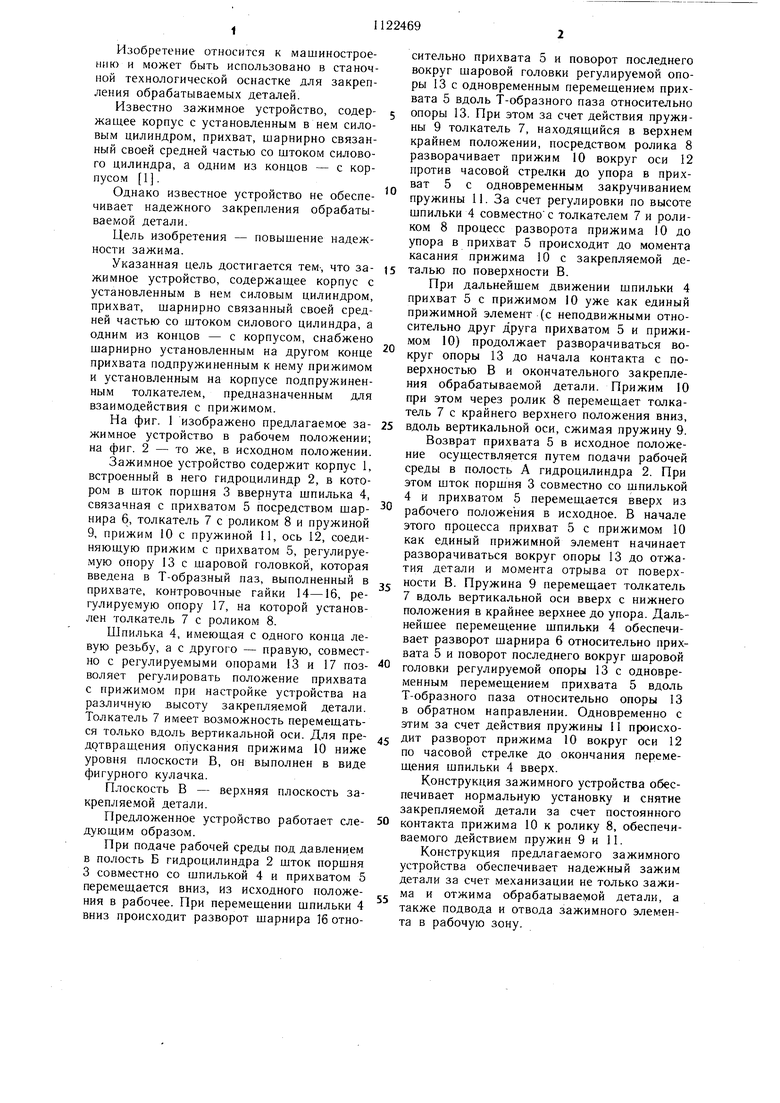
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима обрабатываемых деталей | 1983 |
|
SU1135588A1 |
| Загрузочное устройство | 1989 |
|
SU1646781A1 |
| Прижимное устройство | 1986 |
|
SU1411116A1 |
| Устройство для зажима обрабатываемых изделий | 1985 |
|
SU1283025A1 |
| Прижимное устройство | 1985 |
|
SU1306677A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| Зажимное устройство | 1984 |
|
SU1202786A1 |
| Зажимное устройство | 1985 |
|
SU1289648A1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |

ЗАЖИМНОЕ УСТРОЙСТВО, содержащее корпус с установленным в нем силовым цилиндром, ири.хват, шарнирно связанный своей средней частью со птоком силового цилиндра, а одним из концов -с корпусом, отличающееся тем, что, с целью повышения надежности зажима, устройство снабжено шарнирно установленным на другом конце прихвата подпружиненным к нему прижимом и установленным на корпусе гюдпружиненным толкате,1е.м, предназначенным для взаимодействия с прижимом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнецов Ю | |||
| И | |||
| Станочные приспособления с гидравлическим приводом | |||
| М., «Машиностроение, 1974, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
