Известно устройство для сварки эластичных и твердых термопластических листовых материалов посредством сжатого нагретого воздуха, включающее электрическую сварочную горелку, монтированную на кронштейне.
Описываемое устройство но сравнению с известным позволяет осуществить интенсивный и качественный прогрев свариваемых стыков всех граней. Особенность устройства заключается в том, что к кронштейну прикреплены направляющие салаэки для подъема и одновременного натяжения стыковых граней свариваемого термопластического материала. Для осуществления мгновенного прижима размягченных стыковых граней свариваемого материала применены направляющие прижимные ролики, расположенные под углом один к в горизонтальной плоскости.
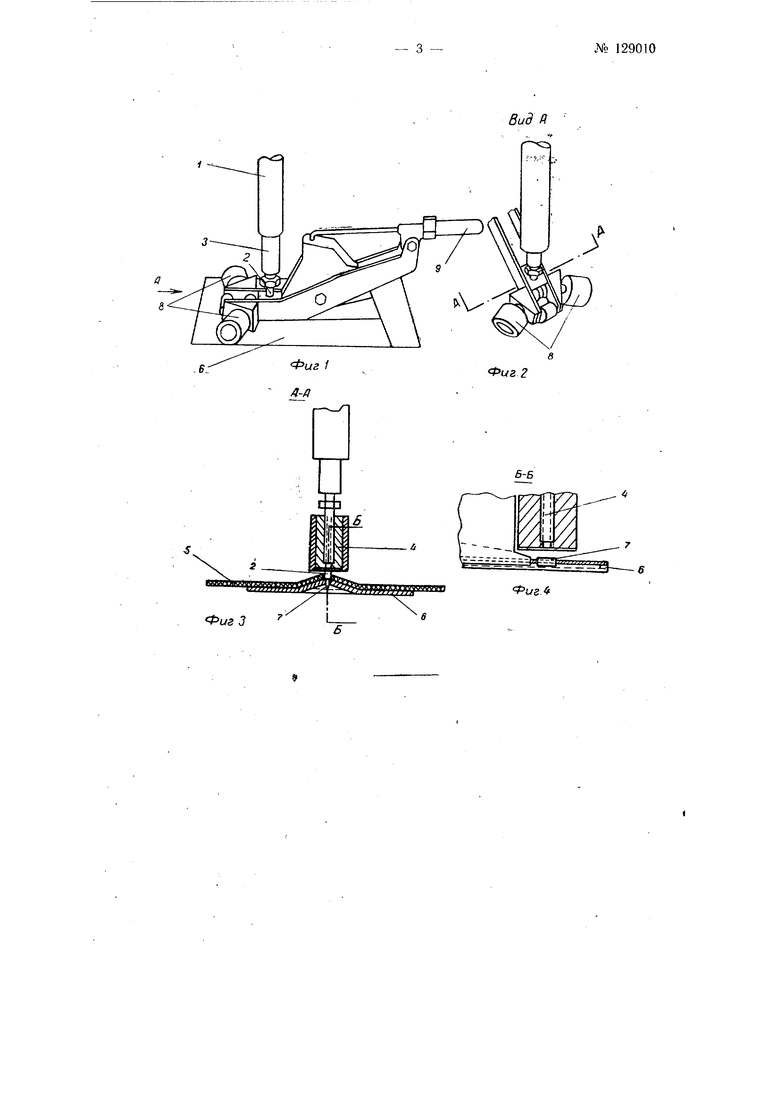
На фиг. 1 изображено устройство для сварки, общий вид; на фиг. 2-узел электрической сварочной горелки и прижи.мных роликов, вид по стрелке А на фиг. ; на фиг. 3-разрез по А-А на фиг. 2; на фиг. 4-разрез но Б-Б на фиг. 3.
Электрическая сварочная горелка укреплена на кронщтейне и состоит из нагревательного элемента /, нагреваемого стержня 2, полой трубки 3, надетой на стержень 2, и форсунки 4, служащей для нанравления горячего воздуха на свариваемый встык термопластический листовой материал 5. К кронштейну, несущему электрическую газовую горелку, прикреплены на правляющие салазки 6, которые осуществляют
№ 129010
подъем и одновременно натяжение граней стыков свариваемого материала. Салазки 6 снабжены продольным ребром 7, имеющим высоту меньшую, чем толщина свариваемого материала; это ребро служит для лучшего глубинного прогрева свариваемого материала. С обеих сторон зоны сваривания имеются прижимные ролики 8, регулируемые по высоте посредством рукоятки 9 ролики 8 расположены в горизонтальной плоскости под углом один к другому и обеспечивают мгновенный .прижим размягченных стыковых граней свариваемого материала.
В процессе работы устройства стыковые грани материала прогреваются нагретым сжатым воздухом, прижимаются одна к другой и таким образом прочно свариваются.
Пред м е т и з о б р е т с н и я
1.Устройство для сварки встык термопластических листовых материалов -посредством сжатого нагретого воздуха, состоящее из электрической сварочной горелки,монтированной на кронштейне, отличающееся тем, что для интенсивного., и качественного прогрева свариваеtiimx стыковых граней к кронштейну прикреплены направляющие салазки, осуществляющие приподнимание и одновременное натяжение поверхностей стыковых граней свариваемого термопластического материала.
2.Устройство для свар:ки ,по и. 1, отли ч а юще еся тем, что для осуществления мгновенного прижима размягченных стыковых граней свариваемого термопластичного материала применены расположенные под углом друг к другу в горизонтальной плоскости гшправляющие прижимные ролики.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ ОБЕЧАЕК РЕЗЕРВУАРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2194599C2 |
| Устройство для сварки встык термопластичных листовых материалов | 1976 |
|
SU651970A1 |
| Устройство для сварки встык термопластичных листовых материалов | 1975 |
|
SU555604A1 |
| Способ снижения сварочных деформаций длинномерных стыковых соединений в листовых конструкциях | 1985 |
|
SU1279777A1 |
| Станок для тепловой сварки листовых термопластичных материалов | 1960 |
|
SU146032A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ РЕБРИСТЫХ ПАНЕЛЕЙ | 2015 |
|
RU2605032C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШОВНОЙ КОНТАКТНОЙ СВАРКИ ЕМКОСТЕЙ | 1995 |
|
RU2144453C1 |
| Устройство для сварки | 1979 |
|
SU1013173A2 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1177169A1 |