Изобретение относится к сварке, в частности к устройствам для сварки стыковых соединений, может быть использовано в судостроении и различны отраслях машиностроения. По основному авт.св. № 692-711 известно устройство для сварки, содержащее корпус с закрепленными на нем двумя основными прижимными и двумя прокатными роликами, а также двумя дополнительными прижимными роликами закрепленными на корпусе за прокатными роликами по Ходу перемещения устройства, и сварочную горелку, раз мещенную между основными прижимными и прокатными роликами CllОднако известное устройство обеспечивает только лишь прокатку металла в околошовной зоне, т.е. продольное удлинение волокон, этим самым устраняя деформации, обусловленные продольной усадкой. При сварке изделий из листов сред них и повышенных толщин существенными становятся деформации изделия, причина которых в неравномерном распределении поперечной усадки по толщине. Такие деформации устранить продольной прокаткой в известном устройстве невозможно. Целью изобретения является уменьшение сварочных деформаций. Поставленная цель достигается тем, что устройство для сварки снабжено кареткой, установленной с возможностью горизонтального и вертикального перемещения, а дЬполнительные прижимные ролики, смонтированы на этой каретке. На фиг.1 представлено устройство общий вид; на фиг.2 - разрез А-А на Jфиг.l; на фиг.З - разрез Б-Б на фиг.1. Устройство для сварки состоит из направляющей балки 1, по которой перемещается тележка 2 с гидродилинд ром 3, к кронштейну 4 которого крепится каретка 5. Непосредственно К каретке ; репится палецб кронштейна, ось 7 прижимных роликов 8 и ось 9 прокатных роликов 10. На тележке 2 установлены направляющие 11. Гидроцилиндр 12 с помощью кронштейна 13 перемещает в вертикальной плоскости каретку 14. Каретка 5 при жимает ролики 8 и 10 к подкладке 15 Сварочная горелка 16 крепится к каретке 5. Прижимные ролики 17 выпрл-,, йены совместно с муфтами, благодар чему они могут работать либо в режи ме Прокатка, либо в режиме- От гиб . Для обеспечения оптимальных режимов Прокатка и Отгиб ро лики 17 можно перемещать перпендикулярно оси шва относительно каретки 13с помощью муфт 21. На фиг.2 пунктиром показана линия перемещения роликов 17 перпендикулярно оси шва. От роликов через свариваемые листы 18 и 19 передается д-авление свариваемым кромкам. Пазы 20 в стенках каретки 5 позволяют перемещать проходящие через них оси -7 и 9. Устройство работает следующим образом. При поднятых каретках 5 и 14 на подкладку 15 укладывают свариваемые листы 18 и 19. При помощи гидроцилиндра 3 каретка 5 роликами 10 и 8 прижимает листы 18 и 19 к подкладке 15. Затем при помощи гидроцилиндра 12 опускается каретка 14 прижимных роликов 17. Зажигается сварочная дуга и включается перемещение тележки 2, при этом прижимные ролики 8 препятствуют деплантации стыкуемых кромок. Прокатные ролики 10 перемещ.аются по нагретому сварочной дугой металлу околошовной зоны без касания к усилению шва, обеспечивcUOT плотное прин жатие и, в случае необходимости, сообщают металлу давление по всей ширине зоны пластических деформаций. При сварке материалов малой толщины ролики 17 перемещаются за прокатными, прижимая сваренные листы и подкладки и, в случае необходимости, осуществляя дополнительную прокатку. При сварке материалов средних и повышенных толщин ролики 17 перемещаются за прокатными за пределами подкладки 15. При этом путем создания требуемого давления осуществляется отгиб листов. При этом подкладка выполняет роль опоры. Для. обеспечения оптимальных режимов прокатки и прижатия ролики 8 и 10, а также палец 6 кронштейна 4 можно перемещать относительно горелки 16 в пазах 20. .Наиболее благоприятные режимы дополнительной прокатки и отгиба обеспечиваются возможностью перемещения гидроцилиндра 12 вместе с кареткой 14с роликами 17 по направляющим 11 тележки 2 с помсадью муфты 21. Предлагаемое устройство обеспечивает снижение остаточных внутренних напряжений и устранение сварочных деформаций плоскостных конструкций независимо от их толщины в процессе сварки, что позволяет отказаться от последующих операций правки и отпуске с целью улучшения качества конструкций и уменьшения остаточных внутренних напряжений; снижение себестоимости изготовления сварных конструкций в ,5 раза.
А-А
б-б
Фиг. 2
фиг.З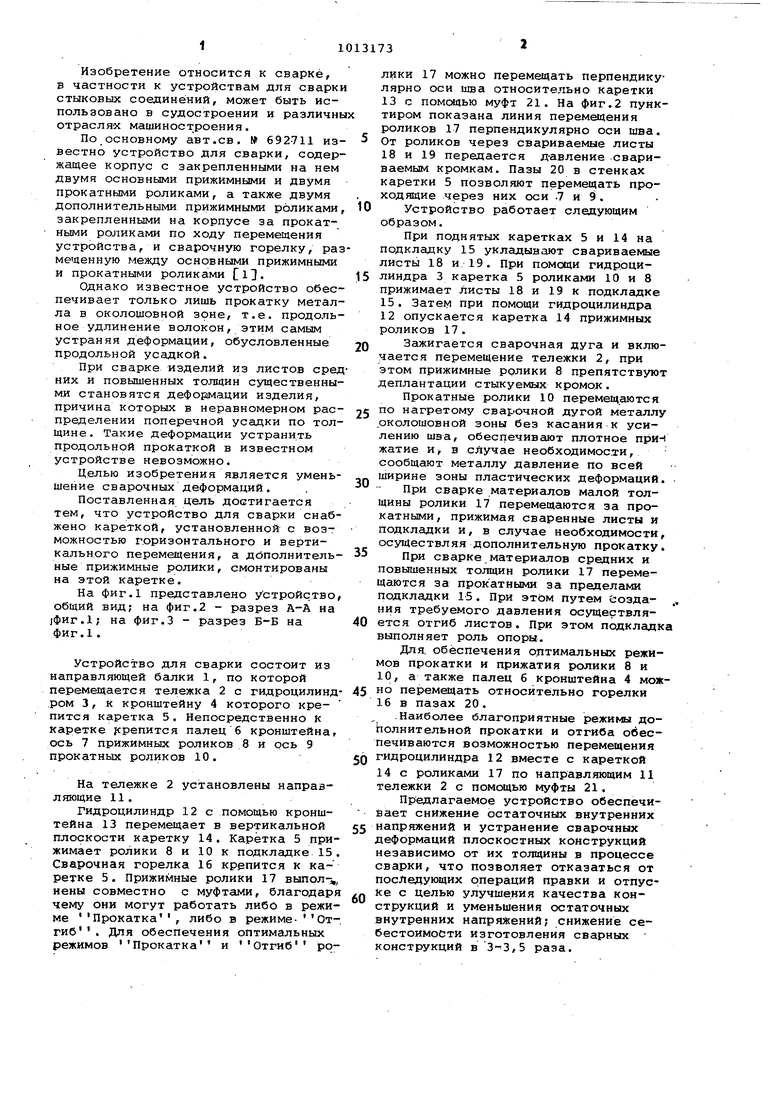
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1977 |
|
SU692711A1 |
| Устройство для сварки | 1986 |
|
SU1442350A1 |
| Устройство для сварки | 1983 |
|
SU1123818A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1018830A1 |
| Устройство для дуговой сварки | 1979 |
|
SU880680A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Способ изготовления сварных конструкций | 1983 |
|
SU1127726A1 |
| Способ изготовления сварных соединений | 1985 |
|
SU1320038A1 |
| Способ устранения сварочных деформаций и напряжений в тонколистовых конструкциях | 1983 |
|
SU1139597A1 |
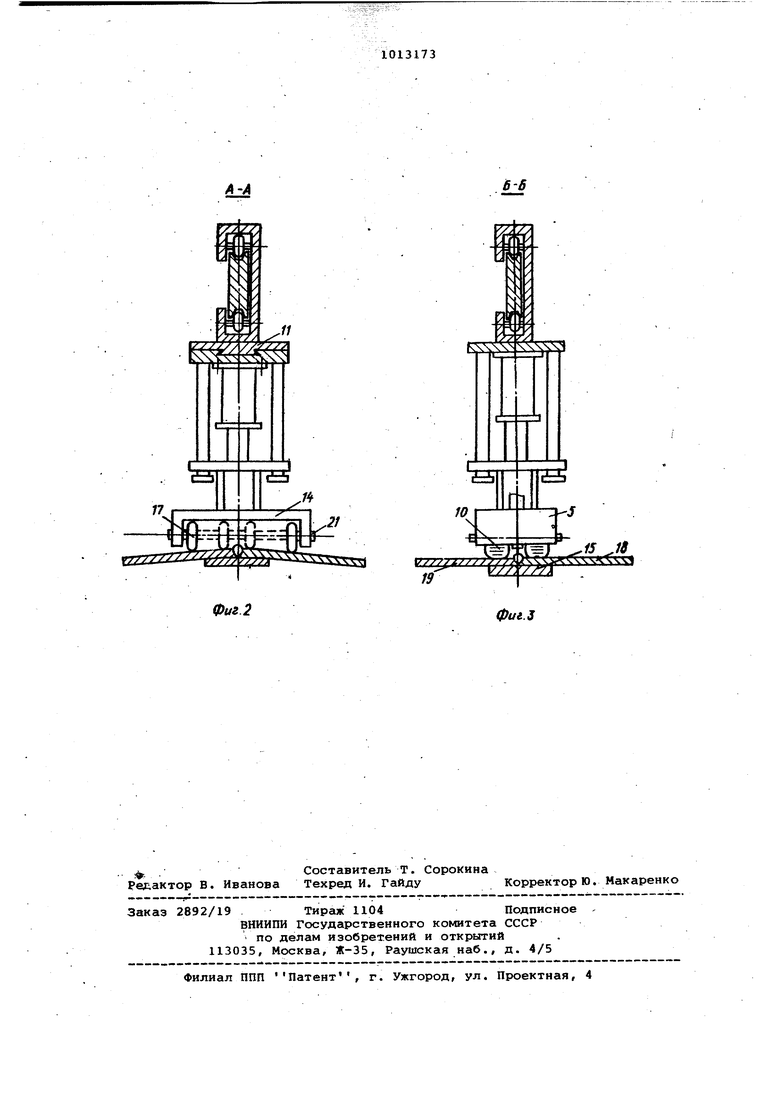
УСТРОЙСТВО ДЛЯ СВАРКИ ПО | эт.св. № 692711, О т ли ч а ю Щ ее с я тем, что, с целью уменьшения сварочных деформаций, устройство снабжено кареткой, установленной с возможностью горизонтального и врртикального перемещения, а дополнительные прижимные ролики смонтирова ны на этой каретке. (Л СА 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки | 1977 |
|
SU692711A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
