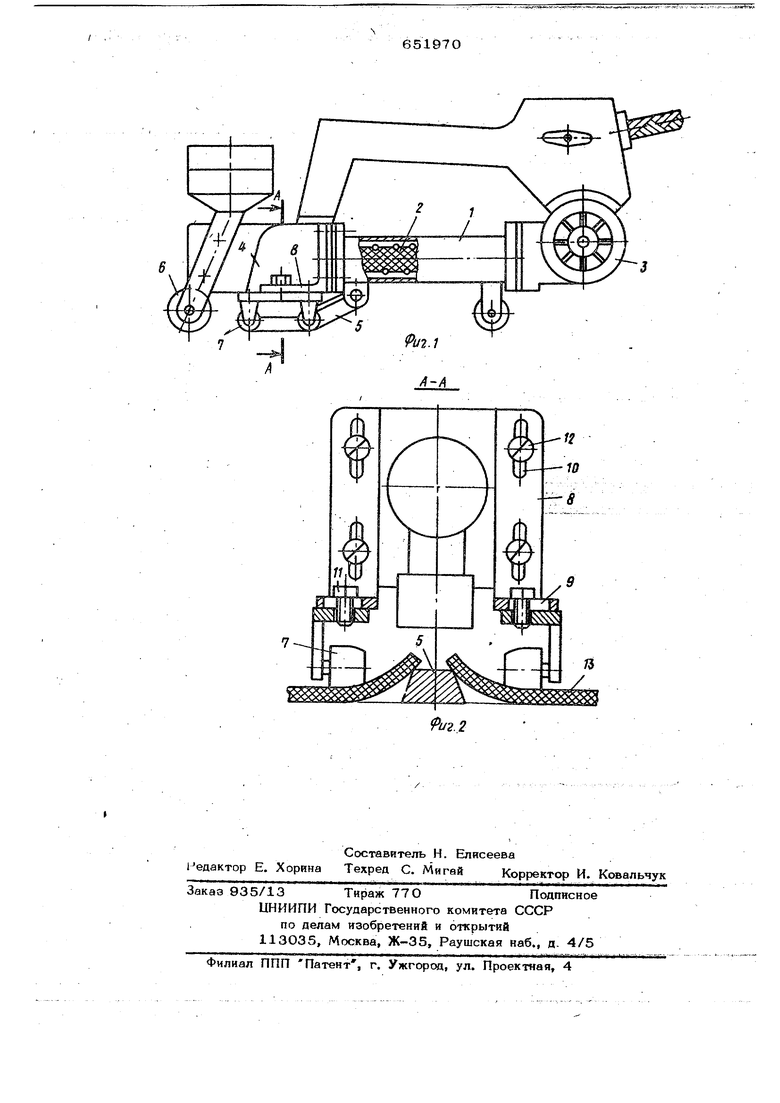
Sa в процессе сварки при соединении лисТ«звых материалов различной толщины и тем самым повысить качество сварного соединения. На фиг. i Иарбражено устройство для сварки встык термопластичных листовых материалов, общий вид; на фиг. 2 - раэрез А-А на фиг. 1. Устройство для сварки встык термопластичных листовых материалов содержит корпус 1 с установленным в нем нагревательным элементом 2, вентилятор 3 насадку 4 со щелями для подачи газа к свариваемым листам, шарнирно устано лекный на корпусе 1 полоз 5, прикаточны ролик 6 и узел обжима, состоящий из установленных по обе стороны от полоза 5 прижимных элементов 7, которые выпоян& ны в воде роликов или лыж и установльны на корпусе 1 посредством закрепленных на нем одним концом Г-образных плас тин 8, в полочках которых выполнены пазы 9 и 10 с установленными в них регулировочными винтами 11 и 12. Пазы 9 под прижимные элементы 7 выполнены в поперечном относительно полочки направлении, а пазы 1О для крепления на корпусе 1-- в продольном. Устройство работает следующим образом. Подготовленные к пробной сварке листы 13 вз термопластичного материала укладываются встык без зазора. Устройст во устанавливают вдоль стыка таким образом, чтобы направление стыка и ось устройства совпада; н. В стык вводят полоз 5, который при этом поднимает и раз ворачивает стыковые грани листов 13 с помощью прижимных элементов 7 узла обжима. Свариваемые листы .могут быть различной толщины и состава и имеют соответственно различный радиус изгиба без остаточных деформаций. Поэтому при подготовке листов к сварке необходимо установить определенный зазор между прижимными элементами 7 и norioaoM 5, т.е. определенный радиус изгиба свариваемых IHCTOB. Включают элгастродвигатель вентилятор 3 и нагревательный элемент 2. Крыльчатке вентилятора воздух засасываетсяиз атмосферы и, проходя через вагреватель 2 и насадку 4 со шалями, направляется на обогррв стыков сваривар 6 04 мых листов. Производят настройку зазора между полозом 5 и прижимными эл1амен теми 7, перемещая последние в вертикальном направлении и в горизонтальном направлении, перпендикулярном относительно, продольной оси полоза, отжимая винты 12 и 11. После установки зазора между полозом 5 и прижимными элементами 7 фиксируют винтами 11 и 12 положение прижимных ч элементов 7 и осуществляют сварку лис-г тов, при этом производят те же операции, кроме регулировки, по мере нагрева краев термопластичных листов 13 устройство перемешают вдоль стыка, оказывая давление на нагретый материал прикаточным рол.иком 6. , Предложенное конструктивное выполне ние устройства исключает появление остаточной деформации или недостаточное раскрытие стыка в процессе сварки при соединении листовых материалов различной толщины и тем самым повышает качество сварного соединения. Формула изобретения Устройствр для сварки встык термопласгичных;листовых материалов газообразным теплоносителем, содержащее корпус с установленным в нем нагревательным элемен-вом, насадку со щелями для подачи газа к сваризаемым листам, шарнирно установленный на iKoprtyce полоз, прикаточный ролик и узел обжима, выполненный в виде установленных по обе стороны от полоза прижимных элементов, отл ича юще е с я тем, что, с целью повышения качества сварного шва при сварке райнотолщинных материалов, прижимные элементы установлены на Корпусе посредством закрепленных на нем . одним концом Г-образных пластин, в полочках которых выполнены пазы с установленными в них регулировочными винтами, причем пазы под прижимные элементы выполнены в поперечном относительно полоч- ки направлении, а пазы для крепления на корпусе - в продольном. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №129010, кл. В 29 С 27/02, 1956, 2.Авторское свидетельство СССР № 5566О4, кл. В 29 С 27/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки встык термопластичных листовых материалов | 1975 |
|
SU555604A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1983 |
|
SU1098806A1 |
| Устройство для непрерывной стыковой сварки листового термопластичного материала | 1982 |
|
SU1058786A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1973 |
|
SU408820A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Устройство для сварки полимерных материалов | 1972 |
|
SU466113A1 |
| Способ сварки встык термопластичных материалов инфракрасным излучением | 1980 |
|
SU870164A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Способ лазерной сварки листов из разнородных металлов встык | 2022 |
|
RU2784044C1 |
| Устройство для сварки деталей из полимерных материалов | 1982 |
|
SU1100107A1 |