Изобретение относится к области сварки пластмасс, а именно к устройствам для сварки термопластов расплавленным присадочным материалом.
Цель изобретения - повышение качества сварки при соединении труб различных диаметров.
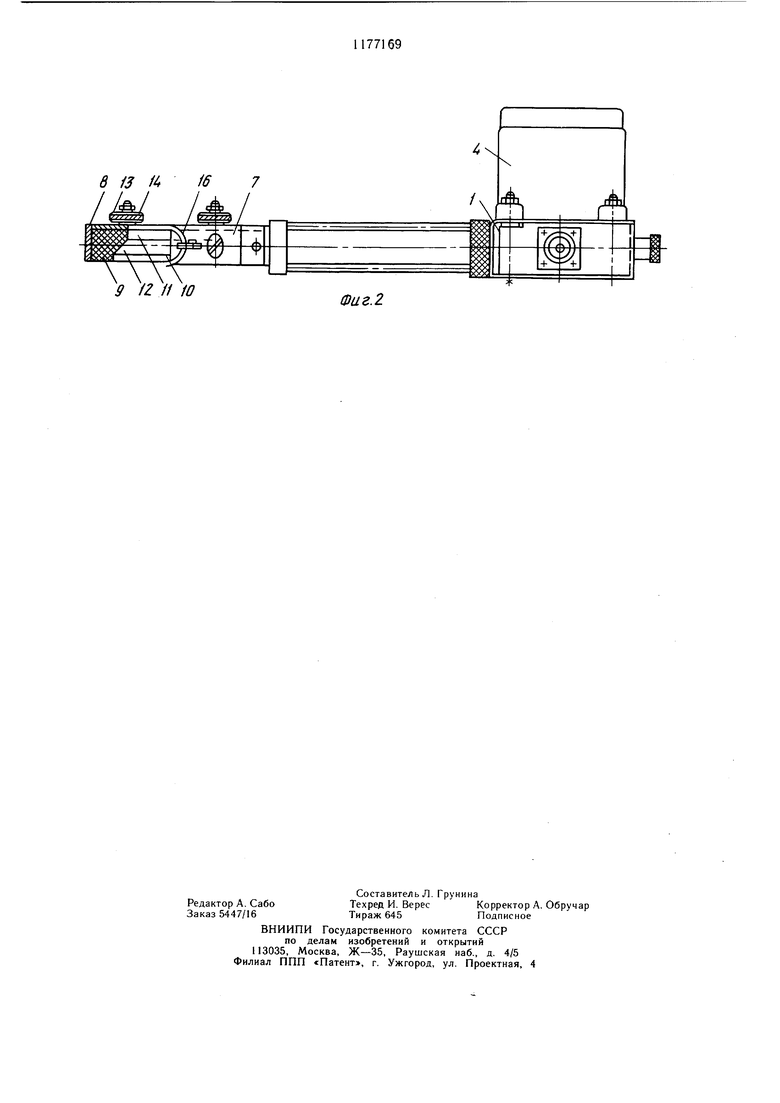
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху.
Устройство для сварки термопластов нагретым присадочным материалом содержит корпус 1 с обогреваемыми каналами 2 и 3 для подачи в зону сварки соответственно присадочного материала и газа теплоносителя. На корпусе смонтированы механизм подачи сварочных прутков, имеющий приводной от электродвигателя 4 ролик 5 и прижимной ролик 6, а также сварочная головка 7. Сварочная головка состоит из металлического корпуса 8 и вкладыща 9 из термостойкого антифрикционного материала. Внутренняя полость сварочной головки образована цилиндрическими коаксиальными поверхностями 10 и 11, которые соединены между собой формующей конической поверхностью 12. Диаметры цилиндрических поверхностей равны диаметрам свариваемых труб. На конической поверхности 12 размещены выходы каналов 2 и 3.
На корпусе сварочной головки смонтированы выступающие за цилиндрическую поверхность меньшего диаметра направляющие элементы, выполненные в виде роликов 13, имеющие винтовую нарезку 14, направление которой соответствует направлению сварки. Кроме того, сварочная головка выполнена разъемной по диаметру цилиндрических поверхностей, состоящей из двух частей, соединенных между собой посредством шарнира 15 и защелки 16.
Между каналами 2 и 3 в головке установлен подпружиненный и разделывающий элемент 7, выполненный в виде ножа, имеющего расположенные под прямым углом режущие грани.
Для удобства обслуживания устройство снабжено рукояткой 18, на которой смонтированы тумблер 19 включения электродвигателя (не показан) и штуцер 20 для подвода газа. Через рукоятку проходит также электрический кабель 21.
Устройство работает следующим образом. Каналы 2 и 3 нагревают до требуемой температуры. Части сварочной головки 7 5 поворачивают вокруг щарнира 15 и при помощи защелки 16 закрепляют ее на свариваемом стыке трубопровода. После этого в канал 3 через щтуцер 20 подают газ-теплоноситель. Нагретый газ поступает в поQ лость, образованную формующей конической поверхностью 12 сварочной головки и поверхностью свариваемых труб, осуществляя предварительный нагрев зоны щва. Это позволяет выполнять качественную сварку на открытой строительной площадке, в том
5 числе и при отрицательной температуре окружающего воздуха. Горячим воздухом нагреваются также подпружиненный и разделывающий элемент 17. Под действием пружины грани ножа вдавливаются в размягченную поверхность свариваемых труб.
В разогретый канал 2 при помощи электродвигателя 4 и системы роликов 5 и 6 подают сварочный пруток, где он нагревается и в вязко-текуче.м состоянии поступает в сварочную головку 7, заполняя полость, образованную формующей конической поверхностью 12 и поверхностями свариваемых труб. Присадочный материал уплотняется, а реактивные силы движущегося материала способствуют вращению устройства вокруг свариваемого стыка. При этом начинают вращаться контактирующие с поверхностью трубы ролики 13. За счет винтовой нарезки 14 на их поверхности, совпадающей по направлению с направлением вращения устройства, сварочная головка постоянно поджимается своей формующей конической поверхностью
5 12 к кромке свариваемой трубы большего диаметра, обеспечивая надежное слежение за стыком. Кроме того, это способствует тому, что боковая грань разделывающего элемента 17 вдавливается в кромку трубы,
д разрушая на свариваемых поверхностях верхний слой полимерного материала, где возможны загрязнения, а также пространственные сшивки между макромолекулами, препятствующие образованию качественного соединения. в 13 /4 9 V // W Фиг. 2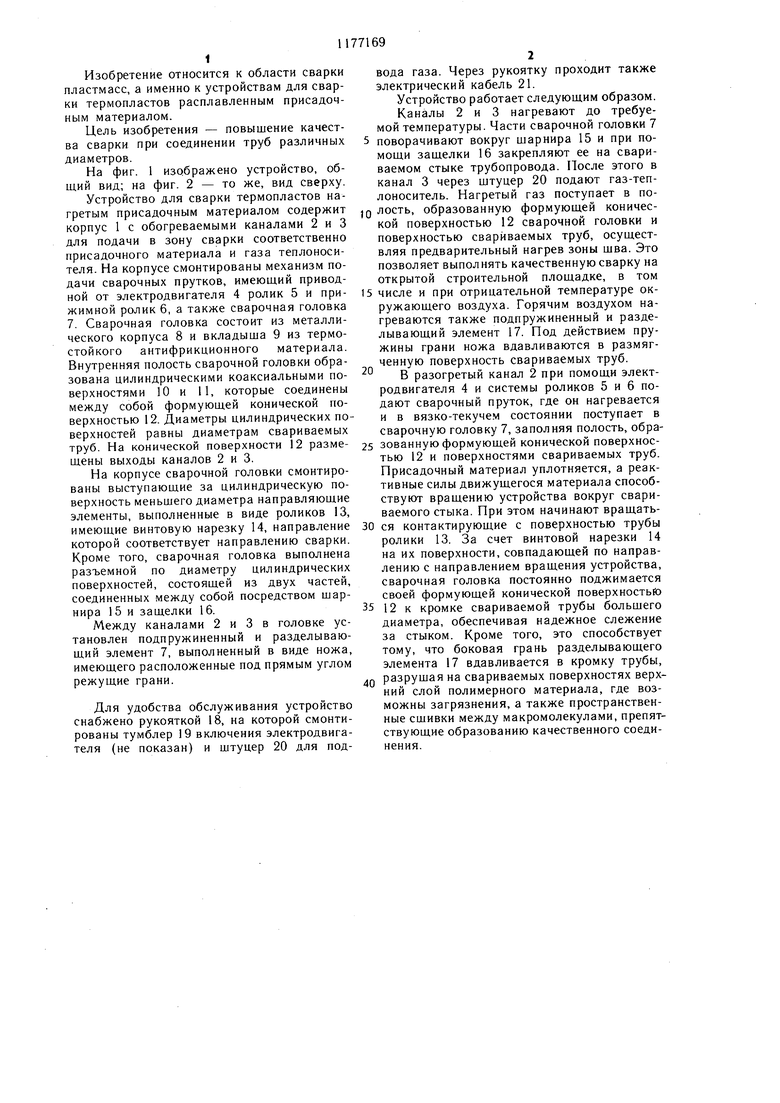
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| Устройство для сварки термопластов экструдируемой присадкой | 1977 |
|
SU642189A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1981 |
|
SU1004128A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1977 |
|
SU716842A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1985 |
|
SU1346443A1 |
| Устройство для сварки термопластов | 1981 |
|
SU941191A1 |
1. УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ НАГРЕТЫМ ПРИСА16. f 9 ДОЧНЫМ МАТЕРИАЛОМ, содержащее корпус с обогреваемыми каналами для подачи газа и присадочного материала и сварочную головку с направляющими элементами, отличающееся тем, что, с целью повыщения качества сварки при соединении труб разных диаметров, сварочная головка выполнена с внутренней полостью, образованной двумя коаксиальными цилиндрическими поверхностями, соединенными формующей конической поверхностью, а направляющие элементы выполнены в виде роликов с винтовой нарезкой и установлены на торце сварочной головки. 2. Устройство по п. 1, отличающееся тем, что сварочная головка выполнена из двух частей, ujapHHpHO соединенных между собой.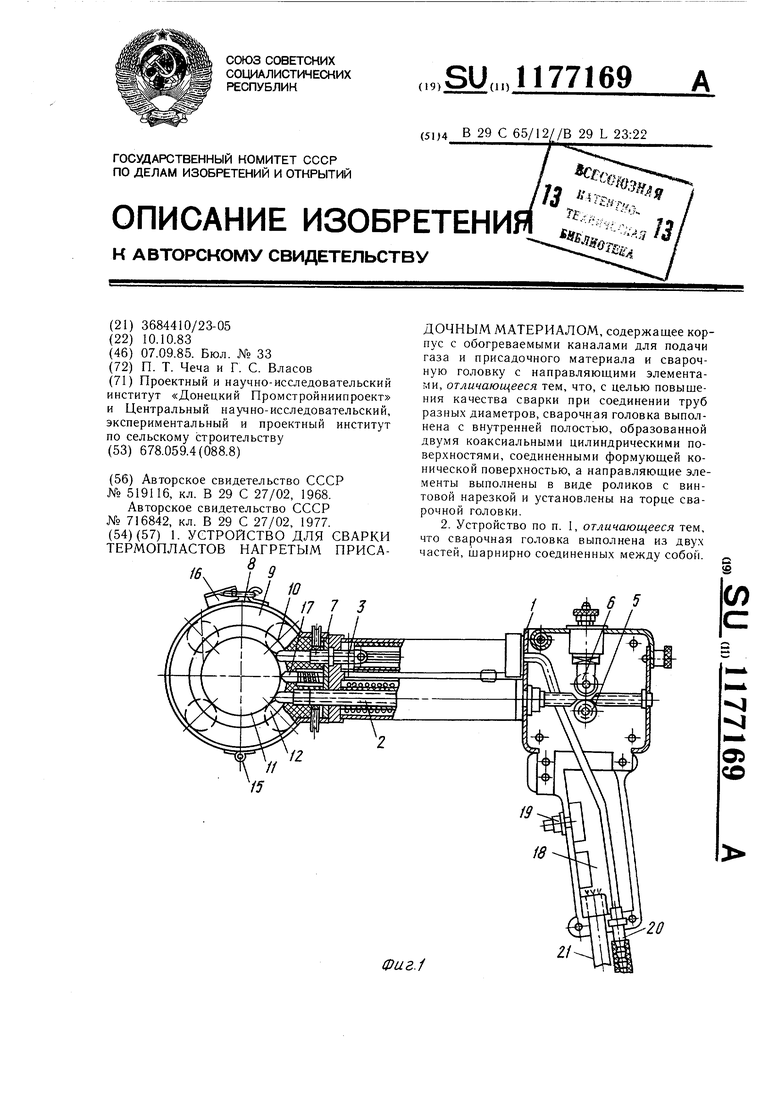
| Устройство для сварки термопластичного материала | 1968 |
|
SU519116A3 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1977 |
|
SU716842A1 |
| Солесос | 1922 |
|
SU29A1 |
