Виброконтактныс полировальные станки для обработки лопаток, в которых заготовка совершает осциллирующее движение относительно обрабатывающего инструмента, известны.
Отличительной особенностью предлагаемого полировального станка для обработки лоиаток, также совершающих осциллирующее движение, является применение пневматической рабочей камеры с -порошкообразным абразивом, находящимся под давлением для обеспечения его контакта с заготовкой одновременно по всей ее криволинейной поверхности. При этом предназначенные для создания давления на порошкообразный абразив соосные порщиевые :штоки выполнены каждый двухпоршневым для воздействия на порошкообразный абразив, находящийся в дополните;1ьиых камерах, сообщающи.хся с рабочей камерой, что обеспечивает автоматическую лерезарядку этой ка.меры отработанным абразивом после полирования каждой ,топатки.
Такое выполнение предлагаемого станка дает возможность отказаться от применяемого в известных виброконтактных станках полирующего инструмента в виде сложных в изготовлении резиновых ложементов, покрытых абразивной лентой или полирующим веществом.
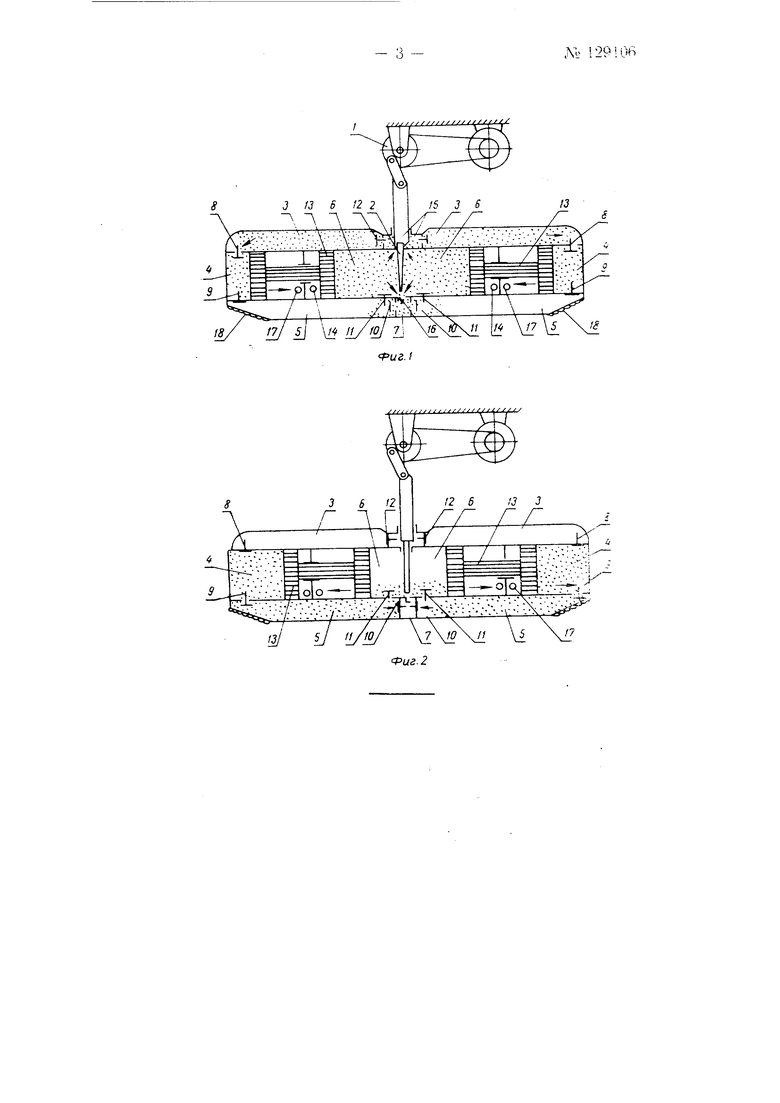
На фиг. 1 представлена схема работы станка в процессе полирования; на фиг. 2 - схема перезарядки пневматической камеры станка.
Привод с кривошипным механизмом / сообщает осциллирующее движение полируемой- лопатке 2, входящей в пнев.матическую камеру с порошкообразным абразивом. Эта камера состоит из двух одинаковых половин, симметрично расположен-ных относительно оси лопатки 2. Каждая из них имеет по три замкнутые дополнительные камеры 3. 4 и .5. Пневматическая камера 6 и ка.мера 7 яв.тяются общими, причем первая из них в процессе работы перегораживается полируемой .топаткой.
ЛЬ 129106
Соседние камерысообщаютс5 между собой щелями, прикрытыми клапанами 8, 9, 10, 11 и 12. Камеры 4 и 5 образованы тремя цичтичдрами, в которых перемещаются два двухпорщневых штока 13.
В исходном для полирования положении порщни штоков 13 удалены от лопатки 2, и камера 6 за:полнена порошкообразным абразивом. С Подачей воздуха в каналы 14 поршии начинают перемещаться к лопатке 2, прижимая (с заданным давлением) абразив ее к поверхности (см. стрелки па фиг. 1). При этом абразив, просачиваясь через щели 15 (у входа лопатки в цилиндр), всасывается затем через открытые клапаны 12 и (S камер 3 в камеры 4 благодаря образованному в последних вакууму.
Ще.ть 16 в нижней части цилиндра служит для понижения давления в зоне, непосредственно примыкающей к торцовой поверхности хвостовой части лопатки 2. Это обеспечивает понижение сопротивления абразива в зоне, перемещению лопатки внпз нри осци.тлирующем движении. Абразив, просачивающийся через эту щель, поступает через отверстия с открытыми клапанами 10 в камеру 5. Щель 16 выполнена регулируемой и может быть использована для «дросселирования абразивного потока.
Таким образом, при перемещении поршней штоков 13 по направлению К лопатке 2 в -процессе полирования последней абразив просачивается из пневматической камеры 6 в дополиптельную камеру 4.
Перезарядка камеры 6 для полирования следующей, лопатки производится в результате того, что воздух, поступающий в каналы 17, сообщает поршням ускорепное перемещение от лопатки 2 к торцам ци.Шндра (см. стрелки на фиг. 2). При это.м в камере 6 создается вакуум, и абразив из каме)ы 5 через открывшиеся к.тапапы 11 просачивается в камеру 6, а камеры 5 в свою очередь пополняются абразиво.м, просачивающимся через открывшиеся клапаны 9 из камер 4.
Для очистки зерна абразива от металлической стружки может быть установлена электромагнитная сетка /Л.
Пред м е т и з о б р е т е н и я
1.Полировальный станок для обработки лопаток турбореактивных двигателей, в котором заготовка соверщает осци.тлирующее движение, о т.т п ч а ю щ и и с я тем, что для обработки заготовки применена пневматическая рабочая камера с порошкообразным абразивом, находящимся под давлением, с целью обеспечения его контакта с заготовкой одновременно по всей ее криволинейной поверхности.
2.Станок ПО п. 1, отличающийся тем, что служащие для создания давления на порощкообразный абразив в рабочей Камере и получающие возвратно-поступательное движение соосные поршневые штоки выполнены каждый двухпорщневым для воздействия на порошкообразный абразив, находящийся в дополнительных камерах, сообщающихся с рабочей камерой, с цеЛью автоматической перезарядки последней отработанным абразивом после полирования каждой лопатки.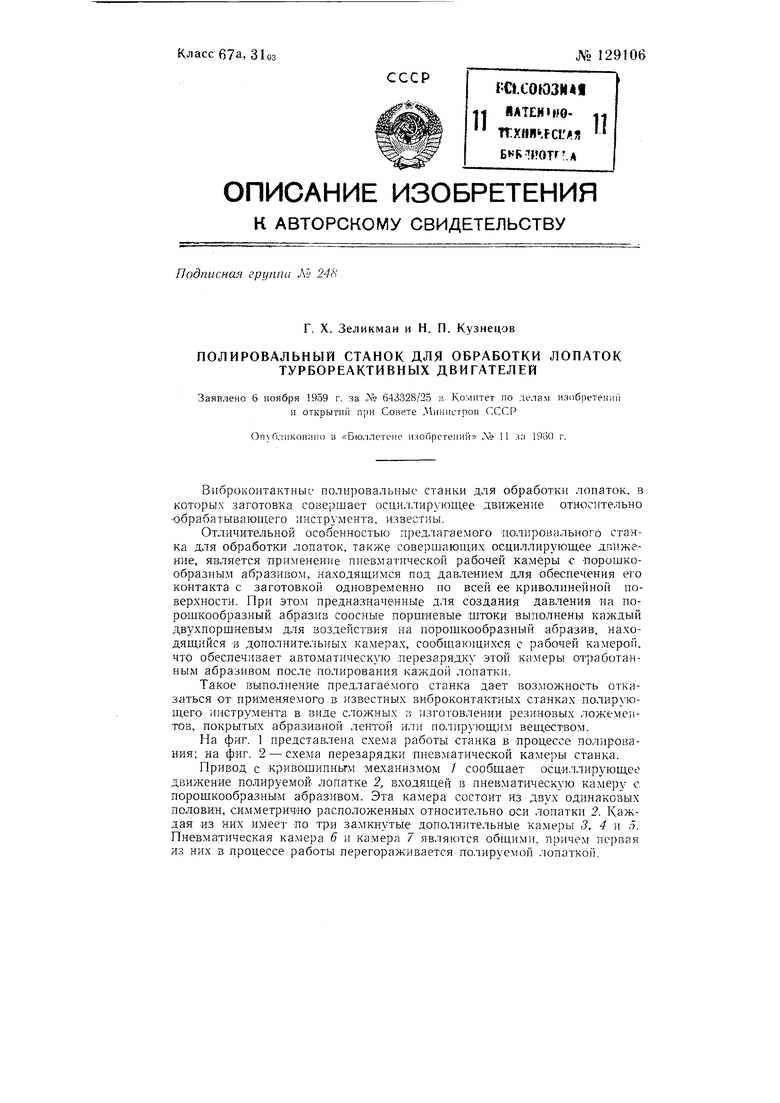
| название | год | авторы | номер документа |
|---|---|---|---|
| Полировальный станок для обработки лопаток турбореактивных двигателей | 1960 |
|
SU141404A1 |
| Станок для полирования внутренних поверхностей, имеющих форму криволинейных тел вращения | 1950 |
|
SU90108A1 |
| Станок для обработки пера лопатки с криволинейной образующей | 1960 |
|
SU141074A1 |
| Полуавтоматический станок для полирования кромок пера лопатки газовой турбины | 1959 |
|
SU128727A1 |
| СПОСОБ ПОЛИРОВАНИЯ ОБЛОПАЧЕННЫХ ДИСКОВ ДЛЯ ТУРБОМАШИНЫ И ПОЛИРОВАЛЬНОЕ УСТРОЙСТВО | 2009 |
|
RU2501641C2 |
| Способ полирования | 1982 |
|
SU1215954A1 |
| Абразивная масса для изготовления полировального инструмента | 1988 |
|
SU1579752A1 |
| Полировальный инструмент | 1989 |
|
SU1706850A1 |
| СТАНОК ДЛЯ ПОЛИРОВКИ СВОБОДНЫМ АБРАЗИВОМ ПОЛЫХ ИЗДЕЛИЙ | 1971 |
|
SU301263A1 |
| Полировальный инструмент | 1985 |
|
SU1274917A1 |