. 11
Изобретение относится к машиностроению, к производству зубчатых изделий с модифицированными зубьями, например втулок зубчатых муфт.
Цель изобретения - повышение точ- кости и качества обработки за счет обеспечения пространственного зацепления с линейным касанием,имитирующим реальные условия эксплуатации.
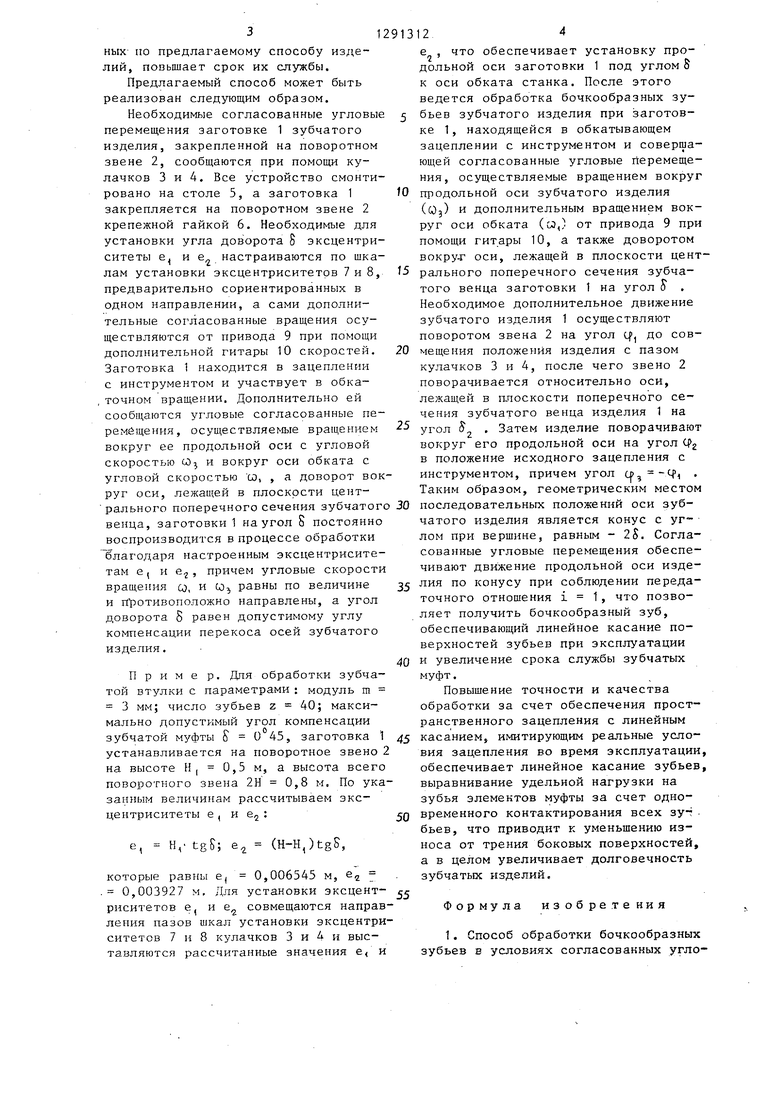
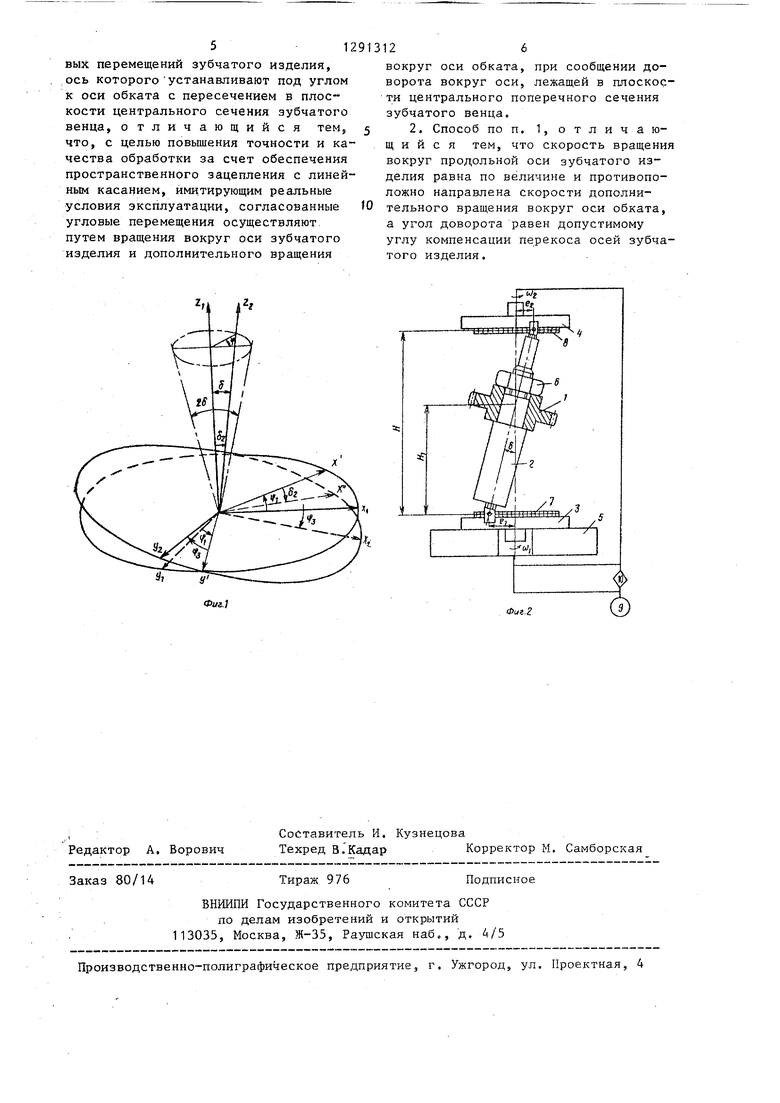
На фиг. 1 представлена пространственная схема последовательных положений оси заготовки; на фиг. 2 - схема устройства, реализующего предлагаемый способ обработки.
Способ реализуют следующим образом.
При обработке бочкообразных зубье зубчатых изделий, продольная ось которых установлена под углом к оси обката с пересечением в плоскости цент рального поперечного сечения зубчатого венца в условиях согласованных угловых перемещений, согласованные угловые перемещения осуществляют путем вращения вокруг продольной оси зубчатого изделия и дополнительного вращения вокруг оси обката, а также доворота вокруг оси, лежащей в плоскости центрального поперечного сечения зубчатого венца. Скорость вращения вокруг продольной оси зубчатого изделия равна по величине и противоположно направлена скорости дополнительного вращения вокруг оси обката а угол доворота равен допустимому углу компенсации перекоса осей зубчатого изделия.
Согласованные угловые перемещения
осуществляемые путем вращения продольной зубчатого изделия и дополнительного вращения вокруг оси обката, а также доворота вокруг оси лежащей в плоскости центрального поперечного сечения зубчатого венца обеспечивают равенство угловых скоростей обрабатываемого зубчатого изделия и инструмента, имитирующего своим относительным движением зубчатую обойму, т.е. равенство передаточного числа i (0, /Qj 1. Обрабатываемая таким образом поверхность обеспечивает линейное касание зубьев втулки и обоймы при эксплуатации, одновременное контактирование всех зубьев обоймы со всеми зубьями втулки, что снижает контактные напряжения и увеличивает срок службы зубчатых муфт. При.указанных
122
согласованных угловых перемещениях повышается точность и качество обработки за счет полного моделирования условий эксплуатации при обработке и обеспечения пространственного зацепления с линейным касанием, имитирующим реальные условия эксплуатации. Равенство по величине и противоположность направлений скорости вращения вокруг продольной оси зубчатого изделия и скорости дополнительного вращения вокруг оси обката позволяет получить модифицированную форму прямого зуба, так как эти две
скорости вращения компенсируют друг друга, не нарушая обкатывающего движения зубчатого изделия и инструмента .
Равенство угла доворота допустимому углу компенсации перекоса осей зубчатого изделия позволяет получить конус последовательных положений геометрической оси обрабатываемого изделия с углом при вершине, равным двойному углу доворота, что обеспечивает качественную работу зубчатой муфты в пределах допустимого угла компенсации.
Теоретические исследования, ос- нованнме на теории математического описания вращения в трехмерном эвклидовом пространстве, показали, что изменение условий моделирования движения продольной оси зубчатого изделия по конусу позволяет обеспечить равенство единице передаточного отношения зубчатого изделия при обработке, что повышает точность и качество обработки за счет обеспечения пространственного зацепления с линейным касанием, имитирующим реальные условия эксплуатации,
Таким образом, по предлагаемому способу обработки получение геометрического места продольной оси изделия в виде конуса осуществляется методом согласованных угловых перемещений, осуществляемых путем вращения вокруг продольной оси зубчатого изделия и дополнительного вращения вокруг оси обката, а также доворота вокруг оси, лежащей в гшоскости центрального поперечного сечения зубчатого венца, что повьшает точность и качество обработки за счет обеспечения пространственного зацепления с линейным касанием, имитирующим реальные условия эксплуатации, улучшает условия эксплуатации обработан312913
ных по предлагаемому способу изделий, повышает срок их службы.
Предлагаемый способ может быть реализован следующим образом.
Необходимые согласованные угловые 5 перемещения заготовке 1 зубчатого изделия, закрепленной на поворотном звене 2, сообщаются при помощи кулачков 3 и 4. Все устройство смонтировано на столе 5, а заготовка 1 10 закрепляется на поворотном звене 2 крепежной гайкой 6. Необходимые для установки угла доворота 8 эксцентриситеты е и е настраиваются по шкалам установки эксцентриситетов 7 и 8, 15 предварительно сориентированных в одном направлении, а сами дополнительные согласованные вращения осуществляются от привода 9 при помощи дополнительной гитары 10 скоро.стей. 20 Заготовка 1 находится в зацеплении с инструментом и участвует в обкаточном вращении. Дополнительно ей сообщаются уг ловые согласованные перемещения, ocya ecтвляeмыe вращением вокруг ее продольной оси с угловой скоростью со и вокруг оси обката с угловой скоростью со, , а доворот вокруг оси, лежащей в плоскости цент- рального поперечного сечения зубчатого 30 венца, заготовки 1 на угол S постоянно воспроизводится в процессе обработки благодаря настроенным эксцентриситетам е( и е, причем угловые скорости вращения со, и со равны по величине 35 и пТ отивоположно направлены, а угол доворота 8 равен допустимому углу компенсации перекоса осей зубчатого изделия.
40
Приме р. Для обработки зубчатой втулки с параметрами : модуль m 3 мм; число зубьев z 40; максиально допустимый угол компенсации зубчатой муфты 5 О 45, заготовка 1 5 станавливается на поворотное звено 2 на высоте Н, 0,5 м, а высота всего поворотного звена 2Н 0,8 м. По укаанным величинам рассчитываем эксентриситеты е , и е :50
е, Н, tg&; е (H-H,)tgS,
оторые равны е 0,006545 м, е 0,003927 м. Для установки эксцент- иситетов е и е совмещаются направения пазов шкал установки эксцентриситетов 7 и 8 кулачков 3 и 4 и высавляются рассчитанные значения е, и
12.4
е , что обеспечивает установку продольной оси заготовки 1 под углом S к оси обката станка. После этого ведется обработка бочкообразных зубьев зубчатого изделия при заготовке 1, находящейся в обкатывающем зацеплении с инструментом и совершающей согласованные угловые перемещения, осуществляемые вращением вокруг продольной оси зубчатого изделия (cOj) и дополнительным вращением вокруг оси обката (cj,) от привода 9 при помощи гитары 10, а также доворотом вокру-г оси, лежащей в плоскости центрального поперечного сечения зубчатого венца заготовки 1 на угол 5 . Необходимое дополнительное движение зубчатого изделия 1 осуществляют поворотом звена 2 на угол tf, до совмещения положения изделия с пазом кулачков 3 и 4, после чего звено 2 поворачивается относительно оси, лежащей в плоскости поперечного сечения зубчатого венца изделия 1 на угол 2 Затем изделие поворачивают вокруг его продольной оси на угол Cfg в положение исходного зацепления с инструментом, причем угол CP,-4 i Таким образом, геометрическим местом последовательных положений оси зубчатого изделия является конус с углом при вершине, равным - 2S. Согласованные угловые перемещения обеспечивают движение продольной оси изделия по конусу при соблюдении передаточного отношения , что позволяет получить бочкообразный зуб, обеспечивающий линейное касание поверхностей зубьев при эксплуатации и увеличение срока службы зубчатых муфт.
Повышение точности и качества обработки за счет обеспечения пространственного зацепления с линейным касанием, имитирующим реальные условия зацепления во время эксплуатации обеспечивает линейное касание зубьев выравнивание удельной нагрузки на зубья элементов муфты за счет одновременного контактирования всех зу-; бьев, что приводит к уменьшению износа от трения боковых поверхностей, а в целом увеличивает долговечность зубчатьпс изделий,
Формула изобретения
1. Способ обработки бочкообразных зубьев в условиях согласованных угло51
вых перемещений зубчатого изделия, ось которого устанавливают под углом к оси обката с пересечением в плоскости центрального сечения зубчатого венца, о тличающийся тем, что, с целью повьшения точности и ка чества обработки за счет обеспечения пространственного зацепления с линей ным касанием, ими.тирующим реальные условия эксплуатации, согласованные угловые перемещения осуществляют путем вращения вокруг оси зубчатого изделия и дополнительного вращения
913126
вокруг оси обката, при сообщении до- ворота вокруг оси, лежащей в плоскос- ти центрального поперечного сечения зубчатого венца.
5 2, Способ поп, 1, отличающийся тем, что скорость вращения вокруг продольной оси зубчатого изделия равна по величине и противоположно направлена скорости дополнительного вращения вокруг оси обката, а угол доворота равен допустимому углу компенсации перекоса осей зубчатого изделия.
10
iPiJt.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых изделий с бочкообразным зубом и устройство для его реализации | 1987 |
|
SU1495030A2 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно модифицированными зубьями | 1987 |
|
SU1511025A1 |
| Способ обработки бочкообразных зубьев | 1988 |
|
SU1683912A2 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Способ обработки одного из элементов зубчатой муфты | 1987 |
|
SU1430195A1 |
| Способ обработки зубчатых изделий с пространственно-модифицированными зубьями | 1987 |
|
SU1468691A1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| Способ обработки зубчатых колес с бочкообразным зубом и устройство для его осуществления | 1983 |
|
SU1333486A1 |
| Способ обработки пространственных зубчатых колес | 1982 |
|
SU1168360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
Изобретение относится к области машиностроения, к обработке бочкообразных зубьев зубчатых изделий, в частности зубчатых муфт. Цель изобретения - повьппение точности и качества обработки за счет обеспечения пространственного зацепления с линейным касанием, имитирующим реальные условия зацепления. При обработке бочкообразных зубьев зубчатых изделий продольную ось последних ус танавливают под углом к оси обката с пересечением в плоскости центрального поперечного сечения зубчатого венца и осуществляют согласованные угловые перемещения путем вращения вокруг продольной оси зубчатого изделия и дополнительного вращения вокруг оси обката, а также доворота вокруг оси, лежащей в плоскости центрального поперечного сечения зубчатого венца. Скорость вращения вокруг продольной оси зубчатого изделия равна по величине и противоположно направлена скорости дополнительного вращения вокруг оси обката, а угол доворота равен допустимому углу компенсации перекоса осей зубчатого изделия. Обрабатываемая таким образом поверхность обеспечивает линейное касание зубьев втулки и обоймы при эксплуатации, одновременное контактирование всех зубьев обоймы со всеми зубьями втулки, что снижает контактные напряжения и увеличивает срок службы зубчатых муфт. При указанных согласо ванных угловых перемещениях повышается точность и качество обработки за счет полного моделирования условий эксплуатации при обработке и обеспечения пространственного зацепления с линейным касанием, имитирующим реальные условия эксплуатации. 1 з.п. ф-лы, 2 ил. Q О) Чд
Редактор А, Ворович
Составитель И. Кузнецова
Техред В, Кадар Корректор М. Самборская
Заказ 80/14
Тираж 976
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Подписное
| Способ обработки бочкообразных зубьев | 1983 |
|
SU1161291A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
