Изобретение относится к машиностроению, в частности к производству зубчатых изделий с модифицированными зубьями.
Цель изобретения - расширение технологических возможностей за счет получения заданной величины бочкообразности.
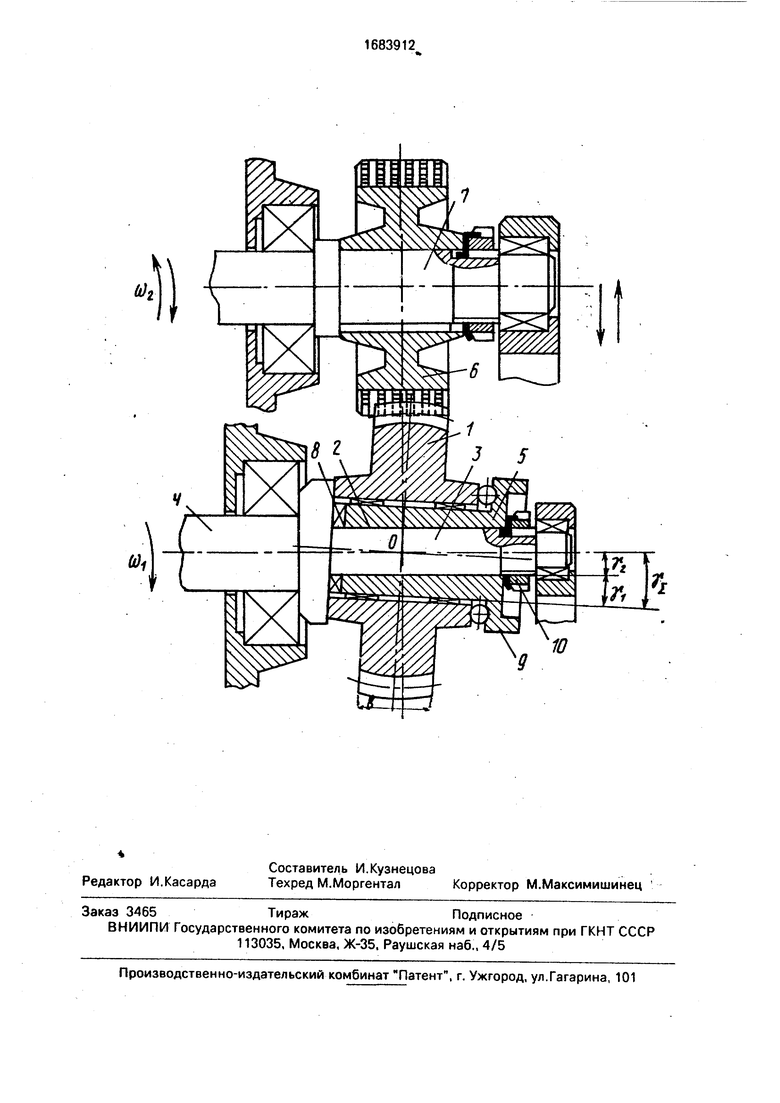
На чертеже представлена схема устройства, реализующего способ обработки.
Способ реализуется следующим образам.
При обработке бочкообразных зубьев сферического зубчатого изделия, продольная ось которого установлена под углом к оси обката с пересечением в плоскости центрального поперечного сечения зубчатого венца в условиях согласованных угловых перемещений, согласованные угловые перемещения осуществляют следующим образом. Зубчатое изделие 1. свободно установленного на кривошипе 2, состоящем из наклонного валика 3, жестко связанного с валом 4, и кривошипной втулки 5, зацепляется с инструментом 6 (шевером), установленным жестко на валу 7 и выполненным с возможностью радиального перемещения. Кривошипная втулка 5 связана с наклонным валиком 3 посредством, например, торцовых кулачков 8. Поворот втулки относительно наклонного валика 3 проводится с помощью маховика 9, предварительно отвинчивая гайку 10 и смещая втулку 5 в осевом направлении. Кривошипная втулка 5 и наклонный валик 3 выполнены соответственно с углами наклона yi и
КС помощью этих углов устройство настраивается на получение нужного радиуса бочкообразности. Малые радиусы бочкообразности получают при у у + У2, а большие - при y - y - уг. Кроме того,с помощью валика 3 и втулки 5 при их отноО00 СО Ч)
ю
ю
сительном повороте обеспечивается настройка устройства на промежуточный угол наклона оси изделия (промежуточный радиус бочкообразное™) при обработке изделий с малым радиусом бочкообразности. Настройка устройства на образование необходимого радиуса бочкообразности (соответствующего угла перекоса) осуществляется следующим образом. Отвинчивают гайку 10, смещают в осевом направлении втулку 5 до выхода из зацепления кулачков 8 и поворачивают ее на необходимый угол до достижения суммарным углом наклона оси зубчатого, изделия величины У У1 +Y2.
Далее вал 4 вращают с угловой скоростью ом, которая превращается в сферическое движение зубчатого изделия 1 вокруг неподвижной точки 0. Вал 7, на котором жестко установлен инструмент 6 (шевер) вращают с угловой скоростью ftu.
Инструмент 6, вращаясь вокруг своей оси с угловой скоростью (заставляет зубчатое изделие 1 вращаться вокруг своей оси с такой же скоростью, одновременно совершая сферическое движение от вращения вала 4. В результате сферического движения точки зубьев изделия 1 совершают осевые перемещения по радиусу, соответствующему углу наклона оси зубчатого изделия относительно зубьев инструмента 6, осуществляя процесс снятия стружки с поверхности зубьев обрабатываемого изделия 1.
При этом угол наклона изделия задают в соответствии с зависимостью
увЖ(1
-1).
V1 - (b/2R f где R - радиус бочкообразности;
b - ширина венца зубчатого изделия.
Обработку зубьев с большой модификацией (с малым радиусом бочкообразности) целесообразно производить в два этапа. Сначала устанавливают промежуточный угол наклона оси зубчатого изделия пово0 ротом кривошипной втулки 5 относительно валика 3 и производят промежуточное бочкообразование. Затем устанавливают окончательный угол наклона оси зубчатого изделия и производят окончательное бочко5 образование. Это повышает точность обработки. При обработке зубьев с большой модификацией наружную поверхностью зубьев зубчатого изделия необходимо выполнить сферической с центром в точке 0.
0 Таким образом, предлагаемый способ, основанный на имитации реальных условий работы зубчатых изделий с перекосом их осей, позволяет обрабатывать с высокой точностью и производительностью зубья с
5 любым радиусом .бочкообразности. Формула- изобретения Способ обработки бочкообразных зубьев по авт. св. № 1291312, отличающий- с я тем, что, с целью расширения техноло0 гических возможностей за счет получения заданной величины бочкообразности, угол у наклона оси изделия задают в соответствии с условием
35Ж, 1
у
(b/2R )
-1).
где R - радиус заданной бочкообразности; Ь - ширина венца зубчатого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШАРНИРНОЕ УСТРОЙСТВО | 2002 |
|
RU2235228C2 |
| Способ шевингования зубчатых колес двумя дисковыми шеверами и станок для его осуществления | 1988 |
|
SU1768359A1 |
| Способ обработки бочкообразных зубьев | 1985 |
|
SU1291312A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| Способ диагонального зубофрезерования колес с бочкообразными зубьями | 1986 |
|
SU1404213A1 |
| РЕДУКТОР С ЦИКЛОИДАЛЬНЫМ ЗАЦЕПЛЕНИЕМ | 1995 |
|
RU2123627C1 |
| Способ чистовой обработки зубчатых колес | 1988 |
|
SU1634403A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Способ обработки бочкообразных зубьев | 1983 |
|
SU1161291A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
Изобретение относится к машиностроению, в частности к производству зубчатых изделий с модифицированными зубьями. Цель изобретения - расширение технологических возможностей за счет получения заданной величины бочкообразности. При обработке бочкообразных зубьев сферического зубчатого изделия продольную ось его устанавливают под углом к оси обката с пересечением в плоскости центрального поперечного сечения зубчатого венца в условиях согласованных угловых перемещений. При этом угол наклона оси изделия задают в соответствии с условием у (2 R/b)1/Vl -(b/bR)2) - 1 ,где R- радиус заданной бочкообразности, Ь- ширина венца зубчатого изделия. 1 ил.
| Способ обработки бочкообразных зубьев | 1985 |
|
SU1291312A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
