1
(21)4261342/25-08
(22)12.05.87
(46) 30.09.89. Бкш. № 36
(71)Волгодонское производственное объединение Атомного энергетического машиностроения Атоммаш и Волгодонс- кий филиал Новочеркасского политехнического института
(72)А.Н. Михайлов, Б.М. Махмутов и Г.А. Свечников
(53)621.914.5 (088.8)
(56)Авторское свидетельство СССР № 1333486, кл. В 23 F 19/00, 1983.
(54)СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЗУБЧАТЫХ ЭЛЕМЕНТОВ С ПРОСТРАНСТВЕННО МОДИФИ1ИРОВАННЬ№М ЗУБЬЯга
(57)Изобретение относится к малщно- строению, в частности к отделочной обработке зубчатых изделий. Цель изобретения - повышение точности и расшиг рение технологических возможностей
за счет обработки зубчатых элементов муфт с различной пространственной модификацией зубьев. Обработку осуществляют Iинструментом, одновременно охватывающим все зубья обрабатываемого изделия в условиях согласованных перемещений, имитирующих реальные относительные движения элементов муфты. Изделию сообщают непрерывный поворот вокруг оси, перпендикулярной его продольной оси в исходном положении и расположенной параллельно центральному поперечному сечению зубчатого венца. В свою очередь инструменту сообщают согласованное с этим поворотом непрерьтное радиальное перемещение на величину, равную максимальному допустимому угловому смещению осей элементов муфты. Кроме того, инструменту сообщают доворот вокруг его продольной оси, согласованньй с радиальным перемещением, после чего осуществляют фиксацию инструмента в достигнутом положении. Данный способ позволяет исключить погрешности формы и рас- положения боковой поверхности зубьев, 3 ил.
с
(Л
ел
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |
| Способ обработки зубчатых изделий с бочкообразным зубом и устройство для его реализации | 1987 |
|
SU1495030A2 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| Устройство для электроэрозионной обработки зубчатых изделий пространственного зацепления | 1987 |
|
SU1537432A1 |
| Металлорежущий станок | 1989 |
|
SU1664465A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Способ обработки зубчатых колес с бочкообразным зубом и устройство для его осуществления | 1983 |
|
SU1333486A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
Изобретение относится к машиностроению, в частности к отделочной обработке зубчатых изделий. Цель изобретения - повышение точности и расширение технологических возможностей за счет обработки зубчатых элементов муфт с различной пространственной модификацией зубьев. Обработку осуществляют инструментом, одновременно охватывающим все зубья обрабатываемого изделия в условиях согласованных перемещений, имитирующих реальные относительные движения элементов муфты. Изделию сообщают непрерывный поворот вокруг оси, перпендикулярной его продольной оси в исходном положении и расположенной параллельно центральному поперечному сечению зубчатого венца. В свою очередь инструменту сообщают согласованное с этим поворотом непрерывное радиальное перемещение на величину, равную максимальному допустимому угловому смещению осей элементов муфты. Кроме того, инструменту сообщают доворот вокруг его продольной оси, согласованный с радиальным перемещением, после чего осуществляют фиксацию инструмента в достигнутом положении. Данный способ позволяет исключить погрешности формы и расположения боковой поверхности зубьев. 3 ил.
Изобретение относится к мащиностро- ению, в частности к отделочной обра- бот ке зубчатых изделий.
Цель изобретения - повышение точности и расширение технологических . возможностей замечет обработки зубча- тых элементов муфт с различной пространственной модификацией зубьев.
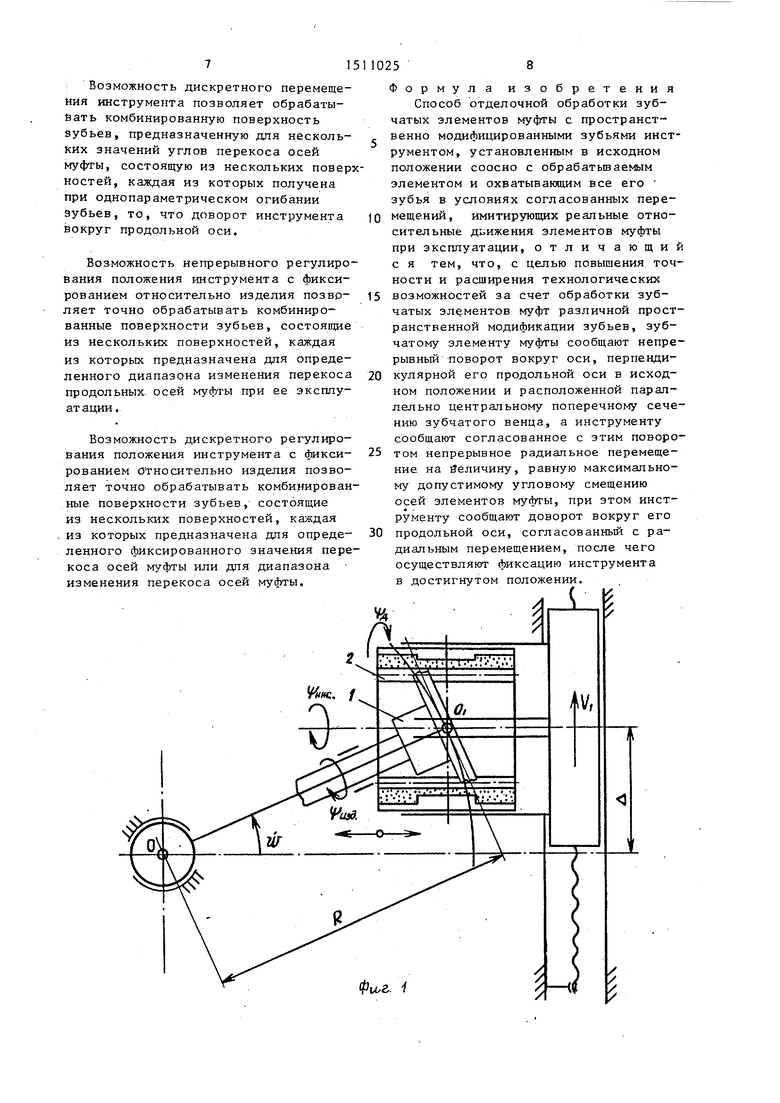
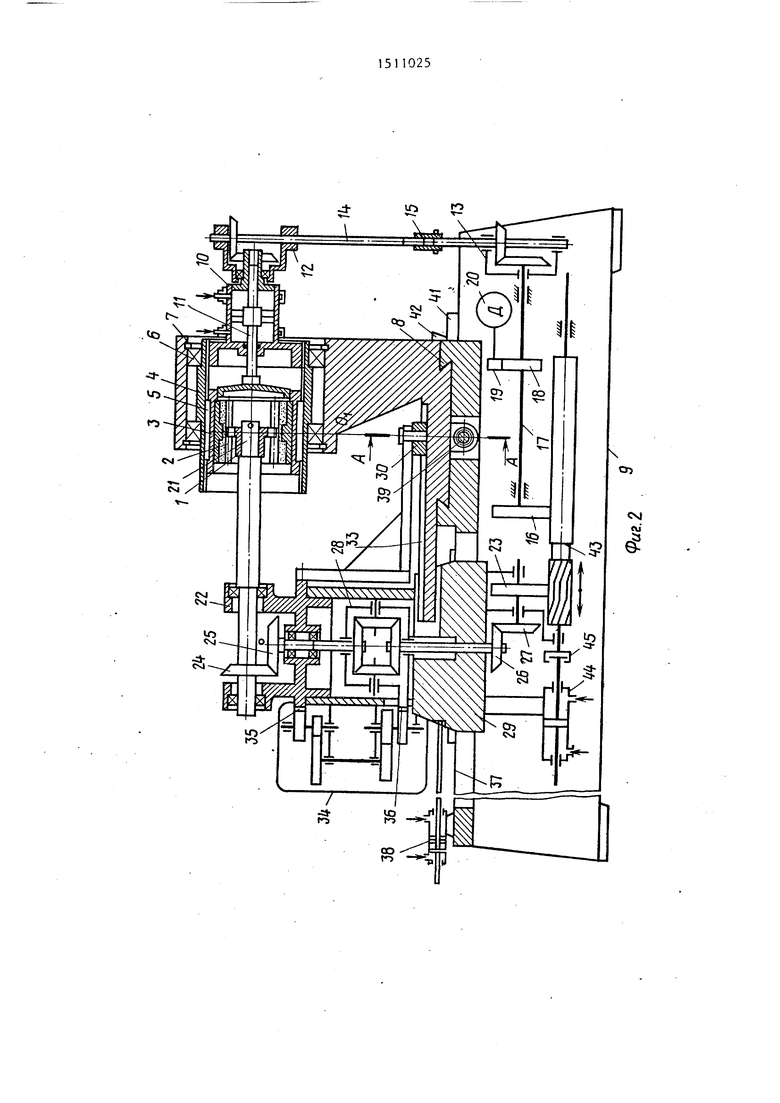
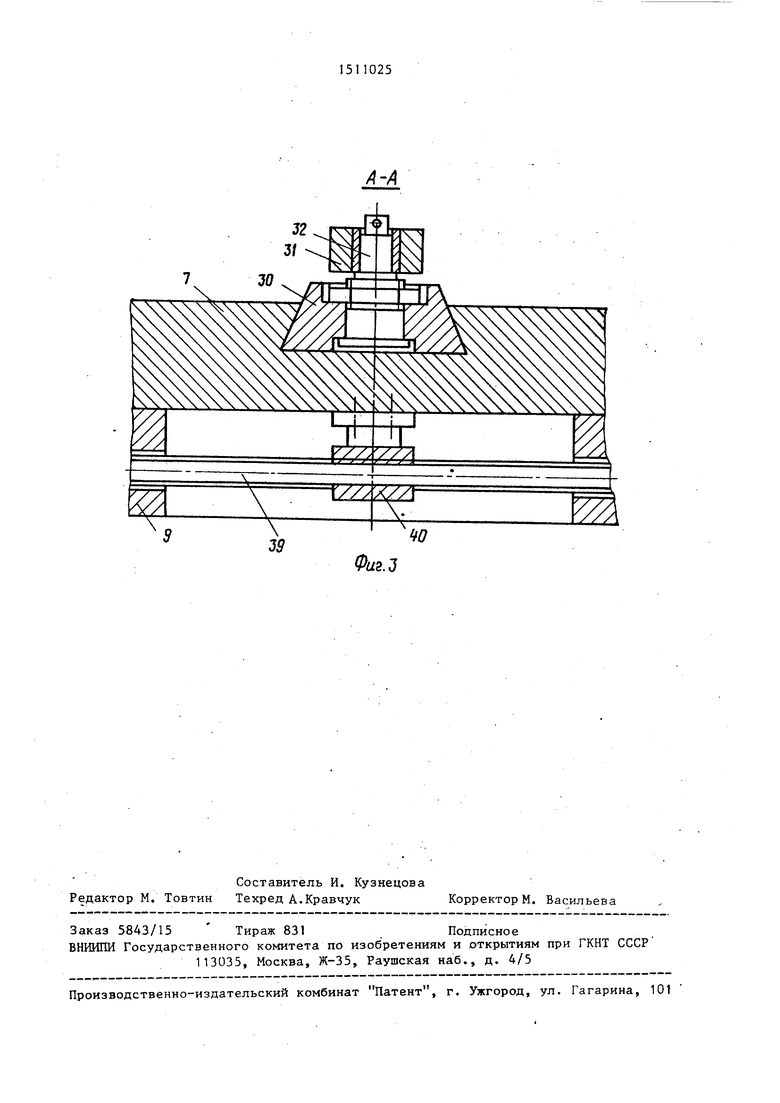
На фиг.1 представлена кинематическая схема, реализующая предлагаемый оспособ обработки; на фиг,2 - вариант выполнения устройства, предназначенного для реализации предлагаемого спо- ба; на фиг,3 - разрез А-А на фиг.2. ; На фиг.1 приняты следующие обоз- : начения:
Cfi - угловая скорость дополнительного поворота изделия; V - линейная скорость перемещения инструмента;
Л - величина перемещения инструмента от исходного положения
to ел
инс
и
( иэА - угловая скорость вращения
1511025
инструмента и изделия (у
);
у - доворот инструмента относительно изделия;
R - радиус дополнительного поворота изделия.
Зубчатое изделие 1 находится в зацеплении с инструментом 2, охватывающим все зубья изделия 1. Инстру-и мент 2 установлен в стакане 3 (фиг.2) смонтированном в цилиндре 4 посредством шпонок 5. Цилиндр 4 установлен в опорах 6 на-салазках 7, размещенных в прямоугольных поперечных направ-15 ством муфты 45, передающей только
ляющих 8 станины 9. В задней части цилиндра 4 закреплен пневмоцилиндр 10, соединенный посредством штока 11 со стаканом 3. На корпусе пневмоци- линдра 10 размещен дифференциал 12, соединенный с дифференциалом 13 через вал 14 .и пшицевое соединение 15. Солнечное колесо дифференциала 13 соединено, с зубчатым колесом 16 посредством вала 17, на котором располага- ется зубчатое колесо 18, зацепляющееся с шестерней 19, соединенной с электродвигателем 20.
Изделие 1 закреплено на оправке 21, размещенной в опорах поворотной плиты 22, и соединено с зубчатым колесом 23 посредством конических зубчатых колес 24-27 и дифференциала 28. Поворотная плита 22 установлена на
суппорте 29 с -возможностью ее поворо-35 зубчатое колесо 18 и шестерню 19.
та кулисным механизмом 30-32 (фиг.З), Вращение к изделию 1 от электродвигаодин узел 30 которого установлен в продольных направляющих 33 салазок 7, а другой 31 жестко закреплен на поворотной йпите 22. Поворотная плита 22 соединена с водилом дифференциала 28 через редуктор 34 с передаточным отношением i 2 и зубчатые сектора 35, 36, размещенные на поворотной плите
теля 10 передается через шестерню 19 зубчатое колесо 18, вал 17, шестерню 16, валик 43, зубчатые колеса 23, 27 40 26, дифференциал 28, зубчатые колеса 25, 24 и оправку 21, установленную в опорах поворотной плиты 22, размещенной на суппорте 29. Охватывающему все зубья изделия 1 инстру22 и водиле дифференциала 28. Суппорт ДЗ менту 2, установленному в стакане 3,
29 располагается в продольных направляющих 37 станины 9, на которой кре- пится пневмоцилиндр 38, шток которого соединен с суппортом 29.
Для перемещения салазок 7 в поперечных направляющих 8 станины 9 установлен привод, включающий соединение винт - гайка, винт 39 которого располагается в опорах станины 9, а гайка 40 закреплена на салазках 7. Величина перемещения салазок 7 контролируется по нониусу, шкала отсчета 41 которого установлена на станине
9, а стрелка 42 закреплена на салазках 7.
Зубчатое колесо 23, размещенное в опорах суппорта 29, соединено с зубчатым коле,сом 16, расположенньм в опорах станины 9,посредством валика 43, снабженного с одной стороны наклонными, а с другой прямыми; зубьями, при этом валик 43 установлен в опорах суппорта 29 и станины 9 с возможностью вращения и продольного перемещения. Зубчатый валик 43 соединен с пневмоцилиндром 44 посредосевые перемещения, при этом пневмоцилиндр 44 установпен на суппорте 29.
Реализация данного способа осу-, ществляется следующим образом.
Зубчатое изделие Г (фиг.1), закрепленное на оправке 21 (фиг.2), совместно вращается с зубчатым инструментом 2 , при этом их угловые скорости равны и однонаправлены VUJA VUMC (Фиг.1). При этом вращение инструмента 2 передается от корпуса пневмоципиндра 10 через цилиндр 4, установленный на подшипниках 6 в салазках 7, шпонку 5 и стакан 3. Корпус пневмоцилиндра 10 связан с электродвигателем 20 посредством кинематической передачи, включающей дифференциал 12, вал 14, пшицевое соединение 15, дифференциал 13, вал 17,
теля 10 передается через шестерню 19, зубчатое колесо 18, вал 17, шестерню 16, валик 43, зубчатые колеса 23, 27 26, дифференциал 28, зубчатые колеса 25, 24 и оправку 21, установленную в опорах поворотной плиты 22, размещенной на суппорте 29. Охватывающему все зубья изделия 1 инструсообщают возвратно-поступательные дви- движения -посредством пневмоцилиндра 10, шток 11 которого соединен со стаканом 3, а корпус его закреплен на Q цилиндре 4.
Для получения пространственно- модифицированной поверхности зубьев изделия 1 производят непрерывное перемещение салазок 7 в поперечных направляющих В станины 9 перпендикулярно продольной оси инструмента 2. Перемещение салазок 7 выполняется вращающимся винтом 39, установленным на станине 9 к- соединенным с гай5
515
кой 40, закрепленной на салазках 7. Изделие 1, закрепленное на оправке 21, которая установлена в опорах поворотной плиты 22, дополнительно поворачивают вокруг ее оси, расположенной в ппоскости центрального продольного сечения изделия 1, параллел но его диаметральной плоскости и перпендикулярно поперечным направляющим салазок 7. При этом дополнитель ньй поворот плиты 22 с изделием 1 производится кулисным механизмом 30- 32, один узел 30 которого установлен в продольных направляющих 33 салазок 7, а другой 31 жестко закреплен на поворотной плите 22, причем дополнительный поворот плиты 22 выполняется согласованно с перемещением салазок 7 инструмента 2 в соответствии со следующей зависимостью:
V, ГеГг
(1)
где U) - угловая скорость дополнительного поворота изделия V - линейная скорость перемещения инструмента; R - радиус дополнительного поворота изделия;
Д - величина перемещения инструмента от исходного положения.
Величина перемещения салазок 7 контролируется по нониусу, включающему шкалу отсчета 41, установленную на станине 9, и стрелку 42, закрепленную на салазках 7.
Наличие дифференциала 12, 13 на поворотной ппите 22 и дифференциала 28, размещенного в суппорте 29, водила которых соединены посредством зубчатых секторов 35, 36 через редуктор 34, имеющий передаточное йтноше- ние 1 2, исключ ает доворот изделия 1 и зубчатого колеса 23, возникающего от дополнительного поворота плиты 22. Наличие дифференциалов 12, 13 исключает доворот инструмента 2 и зубчатого колеса 16 при перемещении салазок 7 относительно станины 9. Шл цевое соединение 15, установленное на валу 14, предназначено дпя передачи крутящего момента от дифференциала 13 к 12 при увеличении расстояния между осями инструмента 2 и вала 17 при перемещении салазок 7.
Для отделки комбинированных прост - анственно-модифицированных поверх56
ностей зубьев изделия 1 перемещение инструмента 2, расположенного иа салазках 7, производят дискретно, при этом доворот инструмента 2 на угол (f A (фиг.О регулируют непрерывно или дискретно с фиксированием его относи- -тельно изделия 1, Доворот инструмен- та 2 относительно изделия 1 производится валиком 43, снабженным с одной сторонь: наклонными, а с другой прямьН ми зубьями, зацепляющимися с зубчатыми колесами 16, 23, одно из которых 16 кинематически связано с инструментом 2, а другое 23 с изделием 1. При перемещении валика 43 в продоль-х ном направлении пневмоцилиндром 44 через муфту 45, благодаря наличию на нем наклонных зубьев, валик 43 поворачивается относительно зубчатого колеса 23, при этом доворачивает зубчатое колесо 16 и кинематически связанный с ним инструмент 2. Изделие 1 при этом остается зафиксированным относительно
инструмента 2.
Пневмоцилиндром 38 производится отвод и подвод суппорта 29 по продольным направляющим 37 станины 9 в исходное положение при установке и
снятии изделия I с оправки 21.
Непрерывное перемещение инструмента перпендикулярно своей продольной оси и поворот изделия вокруг оси, расположенной в плоскости его центгрального продольного сечения, параллельно его диаметральной плоскости и перпендикулярно направлению перемещения инструмента позволяет обрабатывать зубья изделия при двухпараметрическом огибании, т.е. когда изменяется два независимых параметра - перекос изделия и его поворот относительно продольной оси, при этом реаизуется новая более точная форма
зубьев, обеспечивающая повышенный коэффициент перекрытия зубьев при эксплуатации муфты в условиях . изменяющихся перекосов валов агрегатов.
Поворот изделия, согласно с перемещением инструмента в соответствии с представленной зависимостью обеспе- ивать точное совмещение оси поворота изделия относительно инструмента
с осью центрального диаметрального сечения зубчатого венца изделия, позволяет получить боковую поверхность зубьев изделия, симметричную в проольном направлении.
Возможность дискретного перемеще- йия инструмента позволяет обрабатывать комбинированную поверхность зубьев, предназначенную дпя нескольких значений углов перекоса осей муфты, состоящую из нескольких поверностей, каждая из которых получена при однопараметрическом огибании зубьев, то, что доворот инструмента вокруг продольной оси.
Возможность непрерывного регулирования положения инструмента с фиксированием относительно изделия позволяет точно обрабатывать комбинированные поверхности зубьев, состоящие Из нескольких поверхностей, каждая Из которых предназначена для определенного диапазона изменения перекоса продольных, осей муфты при ее эксплу- ат ации.
Возможность дискретного регулирования положения инструмента с фиксированием сУтносительно изделия позволяет точно обрабатывать комбинированные поверхности зубьев, состоящие из нескольких поверхностей, каждая из которых предназначена для определенного фиксированного значения перекоса осей муфты или дпя диапазона изменения перекоса осей муфты.
Формула изобретения
Способ отделочной обработки зубчатых элементов муфты с пространственно модифицированными зубьями инструментом, установленным в исходном положении соосно с обрабатьюаемым элементом и охватывающим все его зубья в условиях согласованных перемещений, имитирующих реальные относительные движения элементов муфты при зксппуатации, отличающий с я тем, что, с целью повышения точности и расширения технологических
возможностей за счет обработки зубчатых зл ментов муфт различной пространственной модификации зубьев, зубчатому элементу муфты сообщают непрерывный поворот вокруг оси, перпендикулярной его продольной оси в исходном положении и расположенной параллельно центральному поперечному сечению зубчатого венца, а инструменту сообщают согласованное с этим поворотом непрерывное радиальное перемещение на величину, равную максимальному допустимому угловому смещению осей элементов муфты, при этом инструменту сообщают доворот вокруг его
продольной оси, согласованный с радиальным перемещением, после чего осуществляют фиксацию инструмента в достигнутом положении.
.to
0us.:s
