4
СО
со
О1
1
Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых изделий, в частности при изготовлении зубчаты муфт пространственного зацепления.Цель изобретения - повьшюние долговечности зубчатых муфт за счет обе обеспечения выравнивания нагрузки между зубьями в условиях зксплуата- ции.
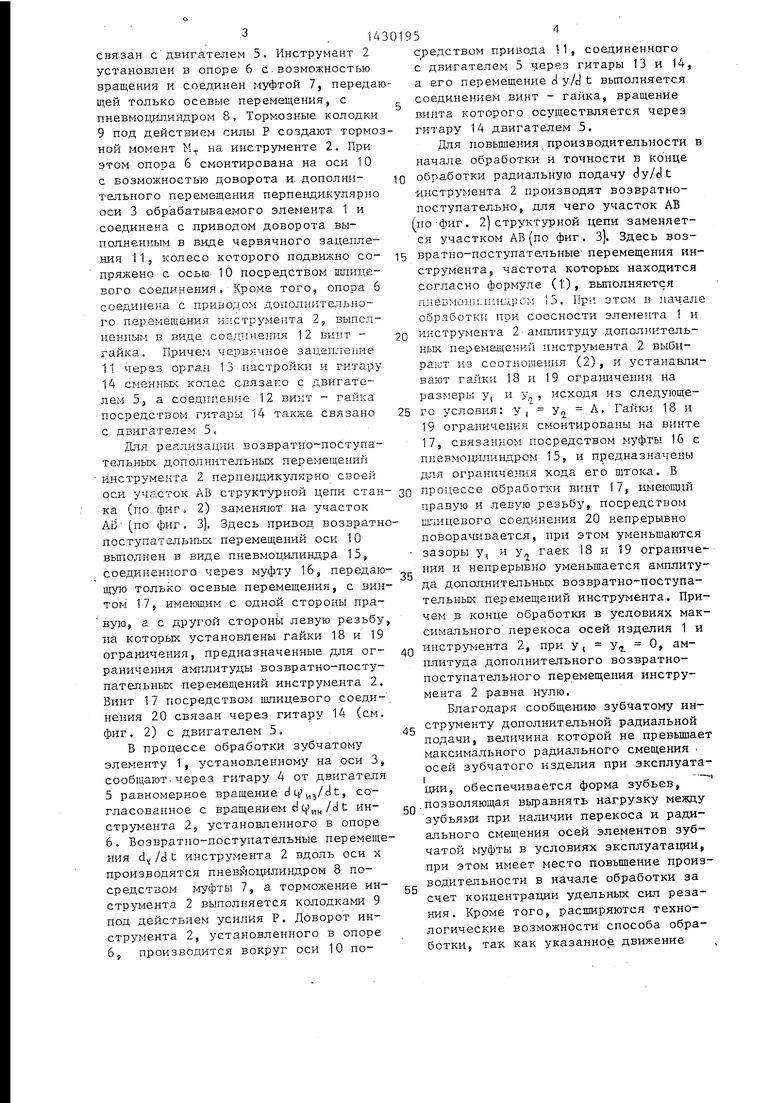
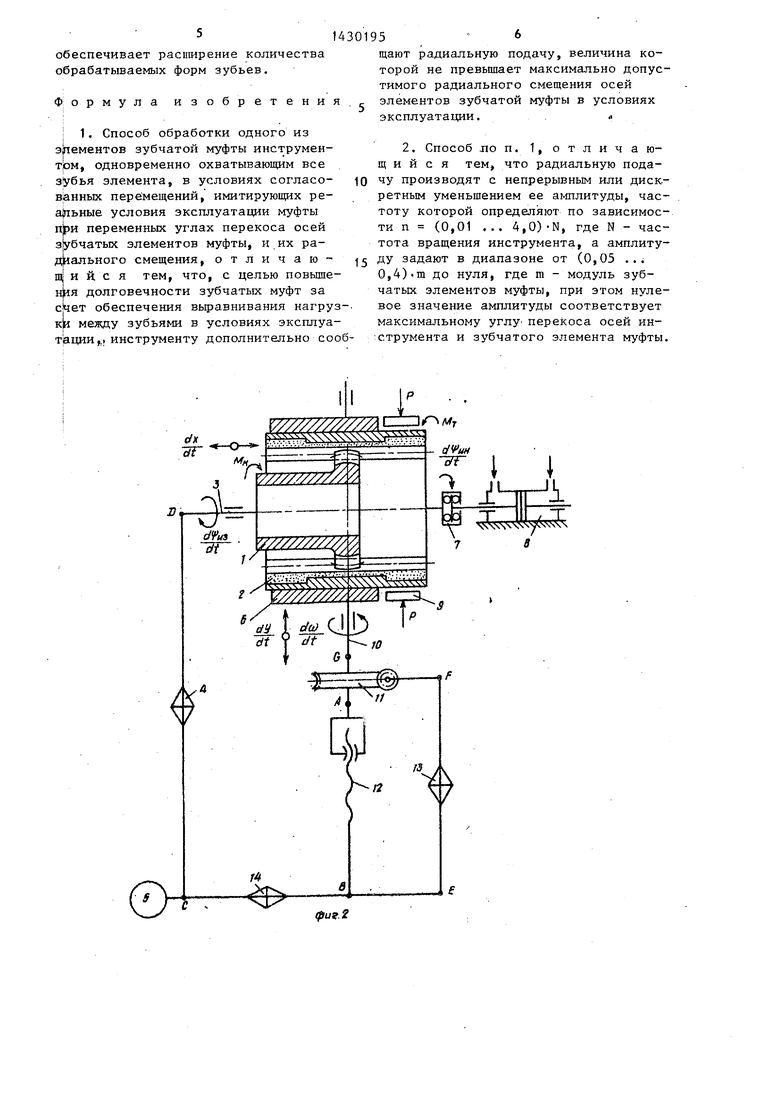
На фиг. 1 изображена схема относи Т ельного расположения и перемещения обработке инструмента и элемента зубчатой муфты, на фиг. 2 ;- структур схема станка, обеспечивающего обработку зубчатых элементов пространственного зацепления, при этом yjiacTOK цепи АВ настроен на сообще- i-die инструменту дополнительной ра- дйальной подачи|, на фиг. 3 участок (, обеспечивающий ра/диальную подачу с непрерывным уменьшением ее амплитуды,
На фиг, 1-3 приняты следующие обо зйачения: х ось зубчатого инструмента , у - ось доворота инструмента; dx/dt - скорость дополнительной радиальной подачи х; d y/dt - скорость перемещения инструмента вдоль оси yj do/dt - угловая скорость доворота инструмента вокруг оси yj ci(f j,,/d t - угловая скорость вращения зубчатого элемента муфты вокруг своей оси; ,i/dt - угловая скорость вращения инструмента вокруг своей оси Xj М - крутящий моментр прикладываемый к обрабатываемому элементу муфты| М-у. - ,MdMBHT торможения инструмента.
Для обработки зубчатого элемента
1применяют инструмент 2, вьшолнен- ньй, например, в виде хона или ше- вера внутреннего зацепления, одновременно охватывающий все зубья обраба- тыгваемого элемента 1 j В дроцессе об- работки зубчатому элементу 1 муфты сообщают вращение d Cj цч /с) t (фиг. 1) . вокруг своей оси за счет крутящего момента М, а зубчатому инструменту
2 - синхронное с элементом вращение , возвратно-поступательное перемещение dx/dt вдоль оси х и тормозное усилие М, Й1Я вьшолнения пространственной модификации зубьев элемента 1 выполняется доворот инст- ру1иента 2da/dt вокруг оси у, перпендикулярной оси обрабатываемого зле- меита 1 и лежащей в его диаметральной плоскости. Кроме того, зубчатому
952
инструменту 2 дополнительно сообщают радиальную подачу dy/dt перпендикулярно его оси, величина которой не превьслает максимально допустимого радиального смещения осей элементов зубчатой муфты в условиях эксплуатации .
Формирование боковой поверхности зубьев пространственного зацепления осуществляется за счет сочетания вращений элемента 1 d c) j,, /с1 инструмента 2dt) nn/dt, доворота d 03/d t и радиальной подачи dy/dt инструмента 2 Обработка боковой поверхности зубьев элемента 1 ведется инструментом 2 за счет возвратно-поступательного движения dx/dt и проворота инструтчен та 2j возникающего под действием тормозного усилия М, а также за счет . относительных движений зубьев элемента 1 и инструмента 2 под действием формообразующих движений.
Для повышения производительности в начале обработки и точности в конце обработки дополнительную подачу производят с непрерывным или дискрет- ньм уменьшением амплитуды. При этом частота перемещения dy/dt шструмента 2 находится в пределах
п (0,01
4,0) N,
(1)
где и - частота дополнительной подачи инструмента 2; N - частота вращения инструмента
2 вокруг оси X.
В начале обработки при соосности изделия t и инструмента 2 амплитуду выбирают из соотношения
А - (0,05
0,4) т,
(2)
где А - амплитудаi
m - модуль зубьев обрабатываемого элемента зубчатой муфты,
В конце процесса обработки в условиях максимального перекоса осей изделия 1 и инструмента амплитуда разка нулю.
Способ обработки элементов зубчатых муфт пространственного зацепления реализуется на станке с использованием следующей структурной схе- №1 (фиг,. 2) .
Обрабатываемый элемент 1, расположенный на оси 3, взаимодействует с инструментом 2 и через орган 4 настройки, например гитару сменных колес.
связан с двигателем 5, Инструмент 2 установлен в опоре 6 с.возможностью вращения и соединен муфтой 7, передающей только осевые перемещения, с пневмоцил.ивдром 8, Тормозные колодки 9 под действием силы Р создают тормозной момент М. на инструменте 2. При этом опора б смонтирована на оси 10 с возможностью доворота и. дополнительного перемещения перпендикулярно оси 3 обрабатываемого элемента 1 и соединена с приводом доворота выполненным в виде червячного зацепления 115 колесо которого подвижно сопряжено с осью 10 посредством ишице- вого соединения. Кроме того, опора 6 соединена с приводом дополнительного перемещения иьхтрумента 2 выполненным в виде соединение 12 випт - гайка. Причем червячное зацепление 11 через орган 13 настройки и гитару 14 сменньк колес связано с двигателем 5, а соединение 12 винт - гайка посредством гитары 14 также связано с двигателем 5,
Для реализации возвратно-поступательных дополнительных перемещений инструмента 2 перпевднкулярно своей
средством привода 11, соединенного с двигателем 5 через гитары 13 и 14, а его перемещение с y/d t вьшолняется соединением винт - гайка, вращение винта которого осуществляется через гитару 14 двигателем 5.
Для повьшения производительности в начале обработки и точности в ко нце 10 обработки радиальную подачу dy/dt инструмента 2 гфоизводят возвратно- поступател.ьно, для чего участок АВ (но фиг. 2) структурной цепи заменяется участком АВ (по фиг. З). Здесь воз- вратно-поступатачьные перемещения инструмента, частота которых находится согласно формуле (Т.), выполняются пневмоцилиндро;. 15. При этом в нач:але обработки при соосности элемента 1 и инструмента 2 амплитуду дополнительных перемещений инстр Т Шнта 2 выбирают из соотношения (2), и устанавливают гайки 18 и 19 ограничения на
15
20
y,j А, Гайки 18 и
25 го условия: у,
19 ограничения смонтированы на винте 17, связанном посредством муфты 16 с пневмоц1-шиндром 15, и предназначены для ограничения хода его штока. В оси участок АВ структурной цепи стан- зо процессе обработки винт 17, имеющий ка (по фиг. 2) заменяют на участок правую и левую резьбу, посредством АВ (по фиг. 3). Здесь привод возвратно- поступат-альных перемещений оси 10 вьшолнен в виде пневмоидлиндра 15, соединенного через муфту 16, передающую только осевые перемещения, с вин- да дополнительных возвратно-поступашлицевого соединения 20 непрерывно поворачивается, при этом уменьшаются зазоры у, и у гаек 18 и 19 ограниче ния и непрерывно уменьшается амплитусредством привода 11, соединенного с двигателем 5 через гитары 13 и 14, а его перемещение с y/d t вьшолняется соединением винт - гайка, вращение винта которого осуществляется через гитару 14 двигателем 5.
Для повьшения производительности в начале обработки и точности в ко нце обработки радиальную подачу dy/dt инструмента 2 гфоизводят возвратно- поступател.ьно, для чего участок АВ (но фиг. 2) структурной цепи заменяется участком АВ (по фиг. З). Здесь воз- вратно-поступатачьные перемещения инструмента, частота которых находится согласно формуле (Т.), выполняются пневмоцилиндро;. 15. При этом в нач:але обработки при соосности элемента 1 и инструмента 2 амплитуду дополнительных перемещений инстр Т Шнта 2 выбирают из соотношения (2), и устанавливают гайки 18 и 19 ограничения на
y,j А, Гайки 18 и
19 ограничения смонтированы на винте 17, связанном посредством муфты 16 с пневмоц1-шиндром 15, и предназначены для ограничения хода его штока. В процессе обработки винт 17, имеющий правую и левую резьбу, посредством да дополнительных возвратно-поступашлицевого соединения 20 непрерывно поворачивается, при этом уменьшаются зазоры у, и у гаек 18 и 19 ограничения и непрерывно уменьшается амплиту
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки зубчатых изделий с пространственно-модифицированными зубьями | 1987 |
|
SU1468691A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно модифицированными зубьями | 1987 |
|
SU1511025A1 |
| Устройство для электроэрозионной обработки зубчатых изделий пространственного зацепления | 1987 |
|
SU1537432A1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Способ обработки бочкообразных зубьев | 1985 |
|
SU1291312A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК | 1972 |
|
SU350604A1 |
| Способ отделочной обработки зубчатых элементов муфты с пространственно-модифицированными зубьями | 1989 |
|
SU1613257A2 |
| Способ обработки зубчатых изделий с бочкообразным зубом и устройство для его реализации | 1987 |
|
SU1495030A2 |
| Устройство для вибрационной обкатки зубчатых колес | 1978 |
|
SU871947A1 |
| Зубофрезерный станок для обработки зубчатых секторов | 1986 |
|
SU1371808A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых изделий, в частности при изготовлении зубчатых муфт пространственного зацепления. Цель изобретения - повьшение долговечности зубчатых муфт за счет обеспечения . выравнивания нагрузки между зубьями в условиях эксплуатации. Для обработки зубчатого элемента 1 муфты применяют инструмент 2, выполненный в виде хона или шевера с внутренними зубьями. Обработку осуществляют в условиях согласованных перемещений, и штиpyющиx реальные условия эксплуатации муфты, при этом инструменту дополнительно сообщают радиальную подачу, величина которой не превышает максимально допустимого радиального смещения осей элементов зубчатой муфты в условиях эксплуатации. Дополнительная подача может быть выполнена с непрерывным или дискретным уменьшением ее амплитуды, причем в конце обработки, в условиях максимального перекоса осей, она равна нулю. 1 з .п. ф-лы, 3 ил. i (Л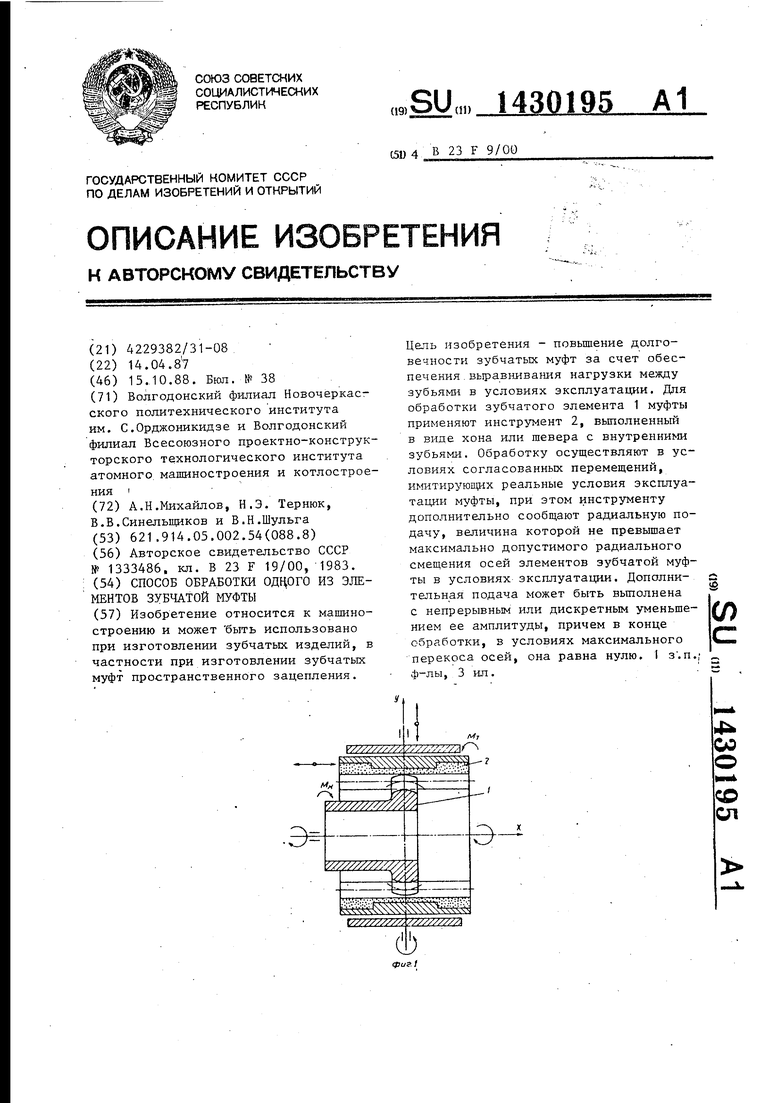
том 17, имеющим с одной стороны правую, а с другой стороны левую резьбу на которых установлены гайки 18 и 19 ограничения, предназначенные для ог- раничения амплитуды возвратно-поступательных перемещений инструмента 2. Винт 17 посредством шлицевого соединения 20 связан через гитару 14 (см. фиг. 2) с двигателем 5.
В процессе обработки зубчатому элементу 1, установленному на оси 3, сообщают.через гитару 4 от двигателя 5 равномерное вращение cJc(,, согласованное с вращением d С|,„/d t ин- струмента 2, установленного в опоре 6, Возвратно-поступательные перемещения d,j /d t инструмента 2 вдоль оси х производятся пневноцилиндром 8 посредством муфты 7, а торможение ин- струмента 2 выполняется колодками 9 под действием усилия Р. Доворот инструмента 2, установленного в опоре 6, производится вокруг оси 10 потельных перемещений инструмента. Причем в конце обработки в условиях максимального перекоса осей изделия 1 и инструмента 2, при у, у, О, амплитуда дополнительного возвратно- поступательного перемещения инструмента 2 равна нулю.
Благодаря сообщению зубчатому инструменту дополнительной радиальной подачи, величина которой не превьшает максимального радиального смещения осей зубчатого изделия при эксплуатации, обеспечивается форма зубьев, , позволяющая выравнять нагрузку мезкду зубьями при наличии перекоса и радиального смещения осей элементов зубчатой гуфты в условиях эксплуатации, при этом имеет место повышение производительности в начале обработки за счет концентрации удельных сил резания. Кроме того, расширяются технологические возможности способа обработки, так как указанное движение
обеспечивает расширение количества обрабатываемых форм зубьев.
Ф; о р м у л а
изобретени
щают радиальную подачу, величина которой не превышает максимально допустимого радиального смещения осей J элементов зубчатой муфты в условиях эксплуатации. .
н
h.
н
Н
ЧЧЧЧ1
18
HI
| Способ обработки зубчатых колес с бочкообразным зубом и устройство для его осуществления | 1983 |
|
SU1333486A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
