11
Изобретение относится к обувно му производству, а именно к способам и устройствам для предварительного формования носочно-пучковой части заготовки верха обуви,
. Цель изобретения - повышение производительности труда на операции предварительного формования заготов -ки верха обуви и улучшение качества обуви.
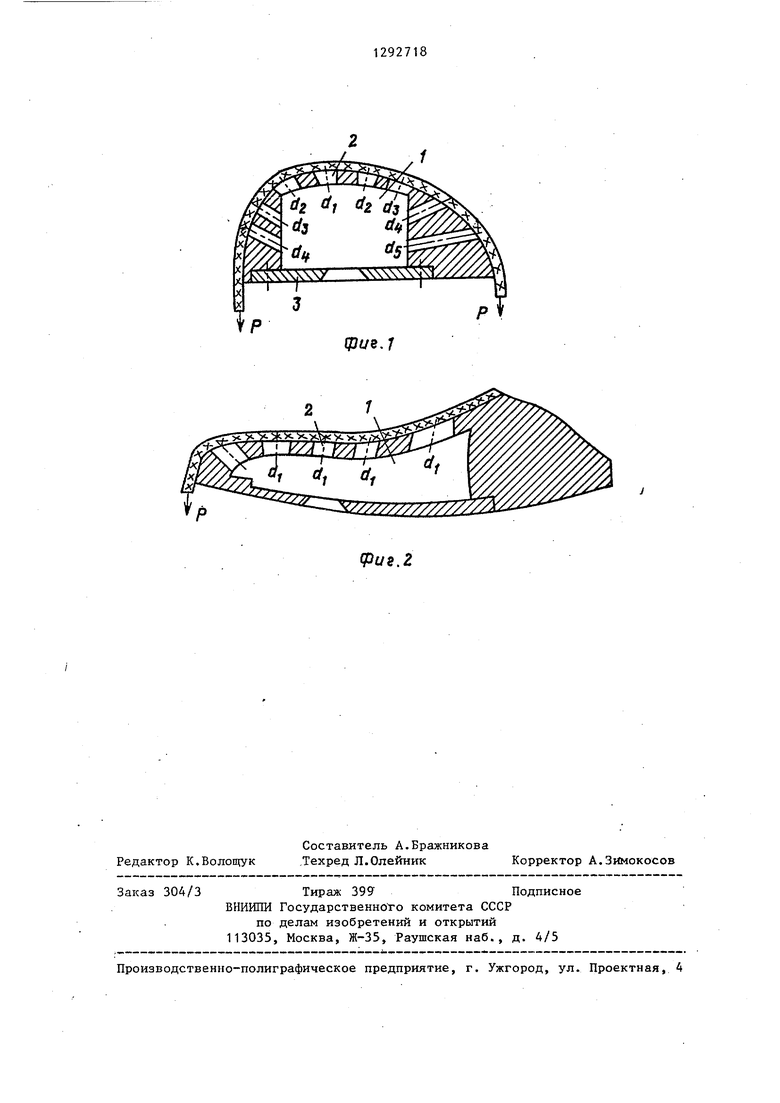
На фиг. 1 и 2 представлен формуюий пуансон, поперечньй и продольный разрезы соответственно.
Формующий пуансон, выполненный по орме колодки, имеет герметическую полость 1, толщина стенок которой в центральной части меньше, чем по краям, на формующей поверхности пуансона сквозные- отверстия 2 с большими диаметрами в центральной части и уменьшающимися равномерно в соотношении, большем единицы, к стелечной грани пуансона и крышку 3 со стороны следа обуви.
При формовании заготовка верха обуви подвергается большему силовому воздействи10 насыш,енным паром со стороны центральной части пуансона, чем у периферии. Объясняется это тем, что величина силового воздействия насыщенного пара на заготовку больше в местах большего ,0 1аметра сквозных отверстий.
Процесс формования с применением формующего пуансона осуществляется сле; ующим образом.
Заготовку верха обуви устанавливают на формующем пуансоне, закрепляют и зажимают затяжную кромку в губки клещей машины. Для осуществле- ния- процесса формования применяется машина известной конструкции. После этого в полую часть формующего пуан-- сона подается под давлением насьш;ен- ньш пар. Одновременно включается привод перемещения пуансона вверх. При этом происходит увлажнение и нагревание загатовки с одновременной ее деформацией.
В связи с тем, что диаметры сквозных отверстий в центральной части больше, чем у стелечной грани, то и интенсивность гигротермической обработки неравномерна по площади заготовки. В частности, недеформн- руемые и мало деформируемые участки заготовки подвергаются большему воздействшо тепла и влаги. Вслед
5
0
5
ствие этого пластичность участков заготовки верха обуви в центральной части выше, чем по ее краям.
Кроме того, заготовка верха обуви в центральной части подвергается большему силовому воздействию насыщенным паром со стороны формующего пуансона, что уменьшает в большей степени контактное давление между заготовкой- и поверхностью пуансона на указанном участке, чем по ее краям. Уменьшение силы нормального давления приводит к уменьшению силы внешнего трения, возникающего между заготовкой и формующим пуансоном.
Это в комплексе с увлажнением и температурным воздействием обеспечи- вает равномерное растяжение материала по площади заготовки, добиваясь ее ; еформации в не деформируемых и мало деформируемых, участках заготовки.
Фиксация формы заготовки верха обуви на пуансоне производится одним из известных способов. После фиксации заготовка верха обуви снимается с формующего пуансона и начинается процесс предварительного формования носочно-пучковой части следующей заготовки.
Внедрение предлагаемого способа и формующего пуансона для его осуществления повышает качество обуви, сн1-жает площадь исходной заготовки на 4-6% по сравнение с прототипом и увеличивает производительность труда на операции предварительного формования носочно-пучковой части заготовки верха обуви. Экономическая эффективность получена за счет совмещения операций увлажнения и температур- воздействия с одновременным формованием, улучшения качества обу ви, снижения расхода материалов. Формула изобретения
Формующий пуансон для предварительного формования носочно-пучковой части заготовки верха обуви, выполненный в виде полого и перфорированного 0 корпуса для подачи обрабатывающего агента, отли тающийся тем, что, с целью улучшения качества формования за счет создания неравномерного воздействия обрабатывающего агента, отверстия выполнены по его формующей поверхности с диаметрами, равномерно уменьшающимися в соотношений, большем единицы, от его оси симметрии к стелечной грани пуансона.
0
5
0
5
5
tpfjs.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| Способ предварительного формования носочно-пучковой части заготовки верха обуви | 1980 |
|
SU991999A1 |
| Машина для затяжки носочно-пучковой части обуви | 1980 |
|
SU908313A1 |
| Машина для затяжки носочно-пучковой части обуви | 1990 |
|
SU1729433A1 |
| Машина для шнуровой затяжки заготовки верха обуви на колодке | 1983 |
|
SU1158155A1 |
| Машина для предварительного формования носочно-пучковой и пяточной частей заготовки верха обуви | 1984 |
|
SU1253596A1 |
| Машина для обтяжки и затяжки заготовки верха обуви | 1982 |
|
SU1144612A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| Способ изготовления бесподкладочной обуви | 1987 |
|
SU1531970A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
Изобретение позволяет улучшить качество формования за счет создания неравномерного воздействия обрабатывающего агента. Формующий пуансон для предварительного формования но- сочно-пучковой части заготовки верха обуви вьшолнен в виде полого и перфорированного корпуса для подачи обрабатывающего агента. Отверстия по формующей поверхности формующего пуансона вьтолнены с диаметрами, равномерно уменьшающимися в соотношении, большем единицы, от его оси симметрии к стелечной Грани пуансона. 2 ил. ю ятА 00 «Jk,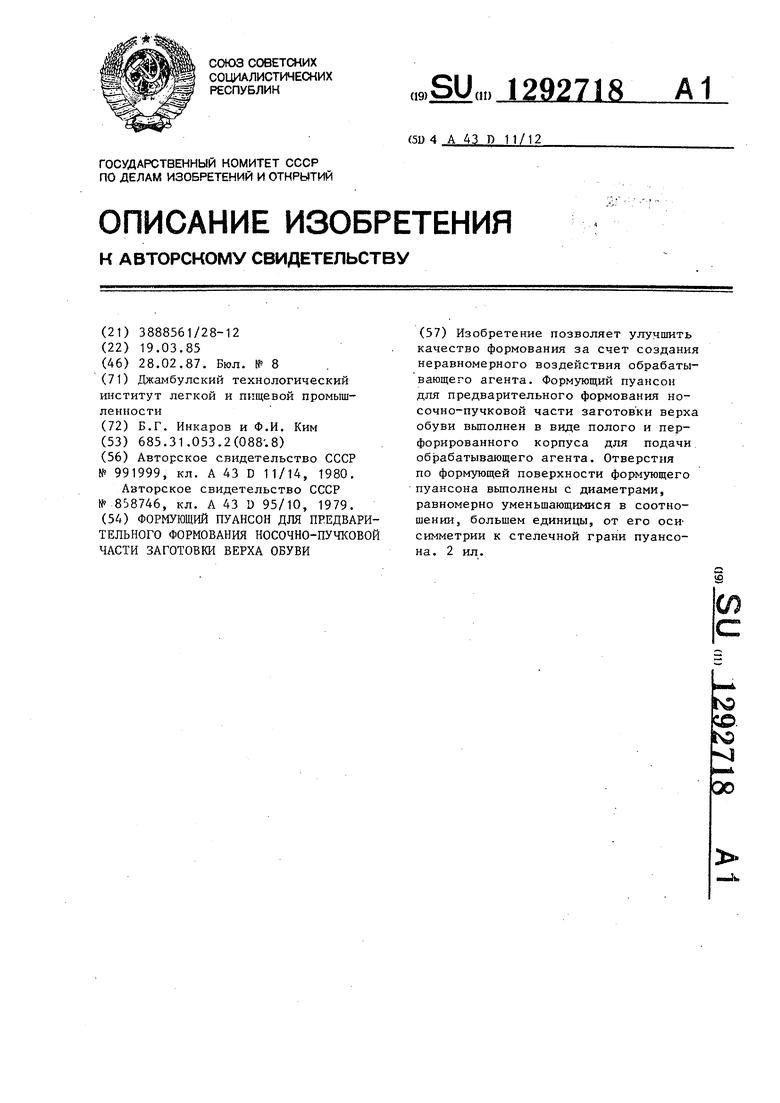
Редактор К.Волощук
Составитель А.Бражникова
,Техред Л.Олейник Корректор А.Зимокосов
Заказ 304/3Тираж 399 Подписное
ВНИИ1Ш Государственно го комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг. 2
| Способ предварительного формования носочно-пучковой части заготовки верха обуви | 1980 |
|
SU991999A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Способ фиксации и сушки обуви | 1979 |
|
SU858746A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
