1
12
Изобретение относится к прокатному производству и может быть использовано в цехах, где осуществляется холодная прокатка полос со сварными швами.
Целью изобретения является повышение прокатываемости сварньт швов за счет уменьшения натяжения по кромкам полосы в зоне шва.
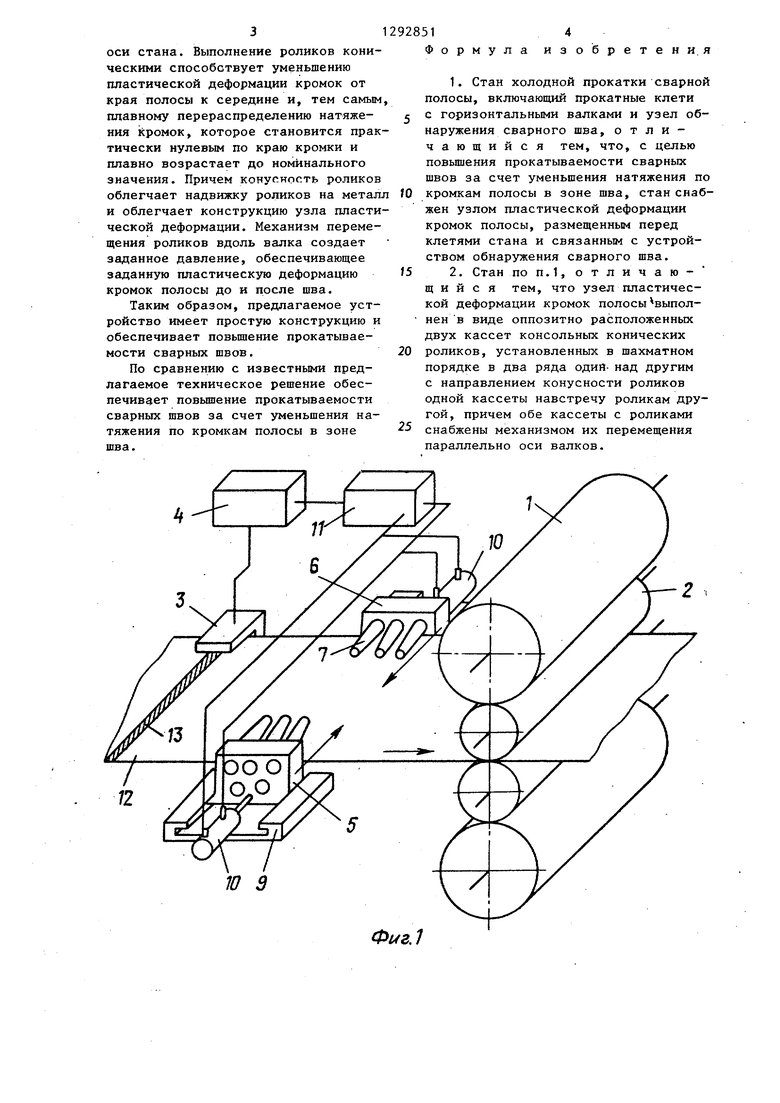
На фиг.1 изображен стан холодной прокатки, общий вид; на фиг.2 - узел пластической деформации кромок поло- сы; на фиг.З - сечение А-А на фиг.2.
Стан холодной прокатки включает прокатную клеть 1 (фиг.1) с горизонтальными рабочими валками 2 и узел обнаружения сварного шва, состоящий из датчика 3 и электронного.блока 4 Стан снабжен узлом пластической деформации кромок полосы, размещенным перед клетью стана и связанным с устройством обнаружения сварного шва. Узел пластической деформации кромок полосы содержит оппозитно расположенные с обеих сторон валка кассеты 5 и 6 (фиг.1 и 2), каждая из которых включает два ряда конических роликов 7 (фиг.1-3), размещенных один над другим в шахматном порядке. Ролики консольно установлены в опорах 8. Кассеты 5 и 6 вьтолнены с возможностью перемещения вдоль валка 2 по направляющим 9 И перемещения вдоль валка 2 по направляющим 9. Блок 11 служит для управления гидроцилиндрами 10. Полоса обозначена позицией 12, сварной шов - позицией 13.
Стан холодной прокатки работает следующим образом.
Полосу 12 прокатьшают в прокатной клетке 1, обжимая ее рабочими валками 2. При этом полоса 12 дви
жется в направлении, показанном стрелкой на фиг.1. Сварной шов 13, соединяющий отдельные полосы в одну проходит через датчик 3 обнаружения сварного шва. Датчик 3 вырабатывает сигнал, который преобразуется электронным блоком 4, передающим сигнал блоку 11 управления гидроцилиндрами 10. Блок 11 включает давление в гидросистеме, и гидроцилиндры 10 перемещают кассеты 5 и 6 в направлении вдоль валка 2 навстречу друг другу (направление показано стрелками на фиг.1). Кассеты 5 и 6 перемещают конические ролики 7 по направляющим 9 Установленные в :ассетах конические
.ролики 7 размещены с направлением
1292851
5
0
5
конусности друг к другу, установлены в каждой кассете н два ряда над другим в шахматном порядке. При движении кассет 5 и 6 с роликами 7 навстречу друг другу кромки полосы 12 попадают между коническими роликами, пластически деформируются роликами за счет обжатия и перегиба в них. Направление конусности роликов навстречу друг другу обеспечивает плавное уменьшение пластической деформации и, следовательно, волнистости от кромок полосы к середине. Блок 11 с задержкой во времени включает гидроцилиндры 10, которые перемещают кассеты 5 и 6 по направляющим 9, удаляя их друг от друга и выводя ролики 7 от кромок полосы 12, Таким образом, перед швом 13 создают волнистость по кромкам. После прозь ждения шва 13 между разведенными роликами 7 блок 11 повторно че- рез гидроцилиндры 10 перемещает ролики и тем самым волнистость кромок полосы после шва образуется вновь. В результате получают волнистую кромку до и после шва.
Предлагаемое техническое решение
позволяет снизить натяжение кромок полосы при прокатке в зоне сварного шва и тем самым повысить прокатыва- емость сварных швов на стане холодной прокатки. Узел пластической деформации обб спечивает образование волнистости кромок полосы до и после шва, причем волнистость создается на небольшом, участке кромки и убывает от кромки к середине полосы,
тем самым она не влияет на качество полосы, но позволяет повысить прока- тываемость сварных швов. Это, в свою очередь, повьш1ает производительность стана холодной прокатки, уменьшает
отходы металла, образующиеся при обрывах сварных швов и предотвращает повреждение и выход из строя валков стана.
Оппозитное расположение конических роликов обеспечивает уравнение усилий от гидроцилиндров 10 в направлении вдоль валка. Это, в свою очередь, обеспечивает одинаковую пластическую деформацию кромок с каждой
стороны полосы, одинаковое снижение натяжения по кромкам и уменьшает вероятность обрыва шва. Кроме того, при этом достигается дополнительный эффект - центрирование полосы по
3
оси стана. Выполнение роликов коническими способствует уменьшению пластической деформации кромок от края полосы к середине и, тем самым плавному перераспределению натяжения kpoMOK, которое становится практически нулевым по краю кромки и плавно возрастает до номинального значения. Причем конусность роликов облегчает надвижку роликов на метал и облегчает конструкцию узла пластической деформации. Механизм перемещения роликов вдоль валка создает заданное давление, обеспечивающее заданную пластическую деформацию кромок полосы до и после шва.
Таким образом, предлагаемое устройство имеет простую конструкцию и обеспечивает повышение прокатывае- мости сварных швов.
По сравнению с известными предлагаемое техническое решение обеспечивает повьш1ение прокатываемости сварных швов за счет уменьшения натяжения по кромкам полосы в зоне шва.
2928514
Формула изо
б р е т е и и я
5
0
5
1.Стан холодной прокатки сварной полосы, включающий прокатные клети
с горизонтальными валками и узел обнаружения сварного шва, отличающийся тем, что, с целью повьш1ения прокатываемости сварных швов за счет уменьшения натяжения по кромкам полосы в зоне шва, стан снабжен узлом пластической деформации кромок полосы, размещенным перед клетями стана и связанным с устройством обнаружения сварного шва.
2.Стан по П.1, отличаю- щ и и с я тем, что узел пластической деформации кромок полосы выпол- нен в виде оппозитно расположенных двух кассет консольных конических роликов, установленных в шахматном порядке в два ряда одий- над другим
с направлением конусности роликов одной кассеты навстречу роликам другой, причем обе кассеты с роликами снабжены механизмом их перемещения параллельно оси валков.
Й7 3
.7
Редактор Т.Парфенова
Составитель Г.Ростов
Техред И.Попович Корректор 0. Луговая
Заказ 31.2/9Тираж 481 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Ф1/&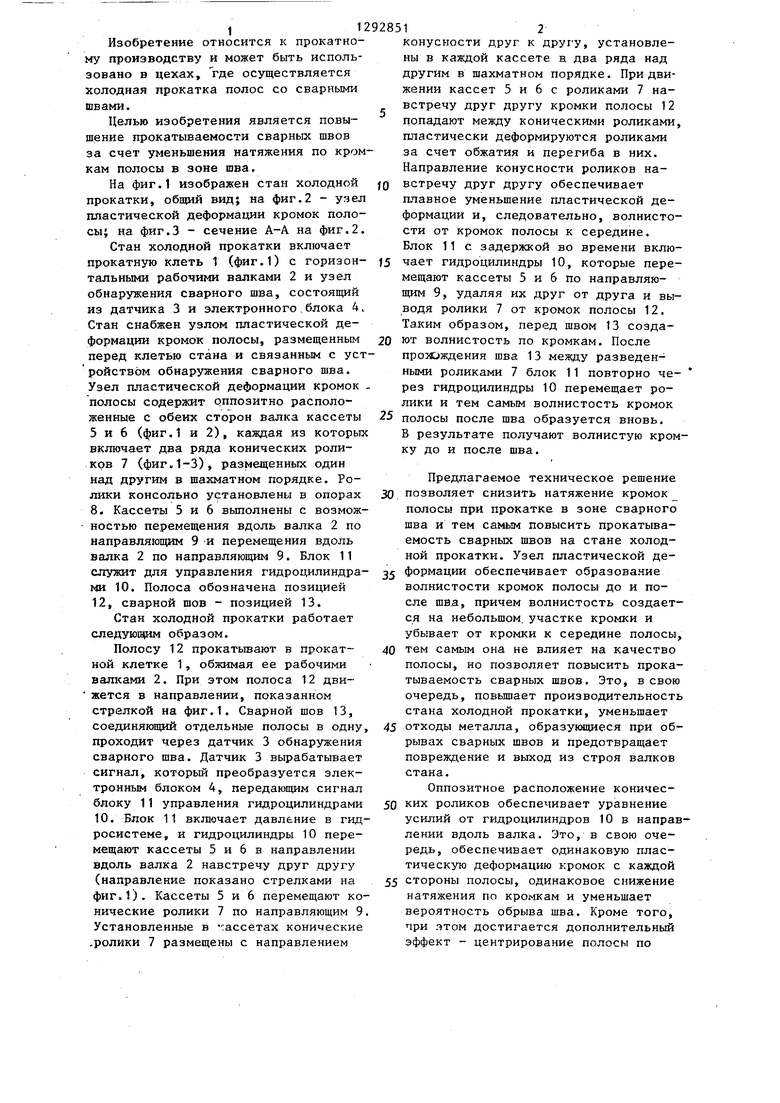
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения полосы под холодную прокатку | 1989 |
|
SU1646752A1 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
| Способ обработки сварного шва | 1978 |
|
SU734300A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1990 |
|
RU2028840C1 |
| Способ обработки сварного шва | 1978 |
|
SU747900A1 |
| Способ производства холоднокатаной ленты | 1987 |
|
SU1439135A1 |
| Вводная проводка прокатного стана | 1988 |
|
SU1577900A1 |
| Способ изготовления полос | 1983 |
|
SU1168618A1 |
| Способ соединения полос для холодной прокатки | 1983 |
|
SU1091951A1 |
| СПОСОБ СТЫКОВОЙ СВАРКИ УГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2230638C1 |
Изобретение относится к прокатному производству и может быть использовано в цехах, где осуществляется холодная прокатка полос со сварными швами. Цель изобретения - повьш1ение прокатываемости сварных швов за счет уменьшения натяжения по кромкам полосы в зоне шва. Оборудование стана кассетами с коническими роликами, де- формирую1цими кромки полосы, позво- ляет снизить натяжение кромок в зоне сварного шва. Волнистость полосы убывает от кромок к середине полосы, занимает узкий участок в зоне сварного шва и не влияет на качество полосы, но позволяет повысить прокатьшаемость сварного шва. Ролики в кассетах расположены в два ряда в шахматном порядке. Кассеты выполнены с возможностью перемещения параллельно оси валков. 1 з.п.ф-лы, 3 ил. (Л to up to 00 СП
| Механическое оборудование цехов холодной прокатки | |||
| Под ред.Химича Г.Л. | |||
| М.: Машиностроение, 1972, с.91-110 | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
