со
СП
:11А
Изобретение относится к прокатно- ку производству и может быть использовано в цехах холодной прокатки лен- libi, где в качестве подката используется широкая горячекатаная полоса, разрезанная на леИты.
Целью изобретения является повы- п}ение производительности способа и Качества ленты,
; В листопрокатном цехе производят ;олоднокатаную ленту размерами 2 465 мм из стали марки 65Г. Для производства ленты используют полосы со :тана 2500 горячей прокатки шириной
500 мм. Эти полосы режут на три лен- ы шириной 465 мм. Горячекатаные полосы имеют.чечевицеобразную форму поперечного сечения, необходимую для осуществления стабильной горячей прокатки на стане 2500,
На фиг, 1 и 2 показана форма попе- зечного сечения горячекатаной полосы i образующихся при резке полосы лент
Лента 1 имеет более тонкую кромку шеёа лента 2 - справа, лента 3 - одинаковые кромки. Ленты наматывают яа рулоны и термообрабатьюают, причем в процессе термообработки температуру нагрева со стороны более тон- кой кромки устанавливают выше на на каждые 0,01 мм клиновидности. Для этого перед намоткой ленты в рулон измеряют толщину h тонкой 4 и h толстой 5 кромок ленты (ilbHr, 2) и определяют величину клиновидности по формуле
I ,,
Температуру нагрева по кромкам хп танавливают в соответствии с измеренной величиной клиновидности.
После термообработки осуществляют холодную прокатку ленты. При этом устанавливают параллельно образующие д рабочих валков стана 630 холодной прокатки и задают термообработавную ленту. Со стороны кромки 4, термообрабо- танной при более высокой температуре, предел текучести (,) ниже, чем GT 50 со стороны кромки 5.
За счет этого при параллельном расположении образующих рабочих валков обжатие и вытяжка со стороны кромки 4 равны обжатию и вытяжке со стороны v, кромки 5,,т,е„ за счет разности свойств по кромкам ленты обеспечивают равенство вытяжек по ее ширине. При этом параллельность не изменяют при
Q
5 Q
5
п
0
,
352
прокатке ленты с различным направлением клиновидности лент 1 и 2 (фиг,)) и симметричной ленты 3, термообраба- тываемой без разности температур по кромкам. Качество ленты оценивают визуально по появлению односторонней волнистости в процессе прокатки.
Результаты исследований приведены в таблице,
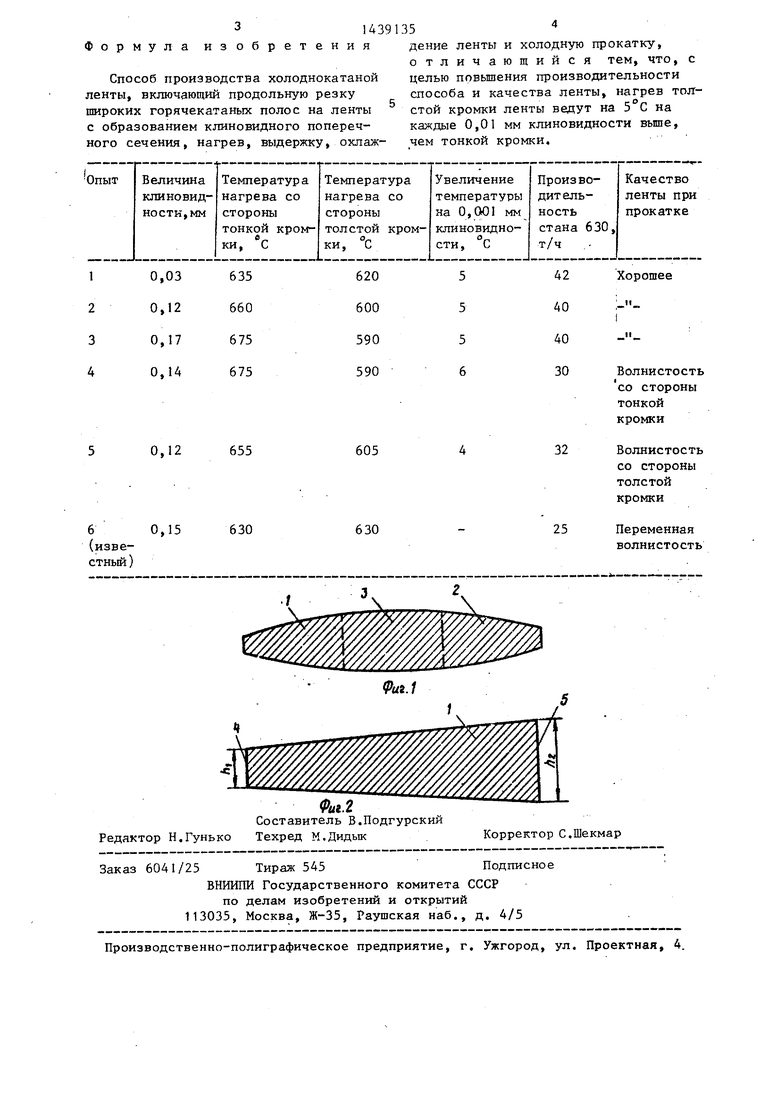
Как видно из таблицы, увеличение температуры нагрева со стороны более тонкой кромки на на каждые 0,01 мм разяотолщинности сокращает время на задачу и выдачу концов ленты, исключает обрывы при прокатке и повышает производительность стана при производстве холоднокатаной ленты из клиновидного подката на 30-40% (опыты 1-3),
Увеличение температуры нагрева тонкой кромки на 0,001 мм клиновидности более 5 С приводит к снижению предела текучести (CJr,) ДО величины, вызывающей появление волнистости со стороны тонкой кромки при условии параллельности образующих рабочих валков (опыт 6). При снижении величины изменения температуры термообработки на 0,01 мм клиновидности до 4 С появляется волнистость со стороны толстой кромки (опыт 5). в обоих случаях производительность стана снижается из-за затруднения при задаче и. вьща- че концов ленты и ее обрывах из-за неравномерного распределения натяжения по ширине при прокатке.
По известному способу задача и вьщача концов клиновидной в поперечном сечении ленты и ее прокатка требуют непрерьшнрй подстройки валков с установкой их образукицих в соответствии с 1ШИНОВИДНОСТНО ленты. Такую подстройку осуществляют вручную с запаздыванием по времени. Это приводит к увеличению времени на задачу и выдачу концов ленты, появлению волнистости и обрьгоам ленты, что снижает производительность стана и качество ленты,
Осуществить термообработку ленты с з.аданным перепадом температур по ее кромкам легко в агрегатах непрерывного отжигаj причем изменение температуры по кромкам в зависимости от клиновидности осуществляют в автоматическом режиме.
Формула изобретения
Способ производства холоднокатаной ленты, включающий продольную резку широких горячекатаных полос на ленты с образованием клиновидного поперечдение ленты и холодную прокатку, отличающийся тем, что, с целью повышения производительности способа и качества ленты, нагрев толстой кромки ленты ведут на 5°С на каждые 0,01 мм клиновидности выше.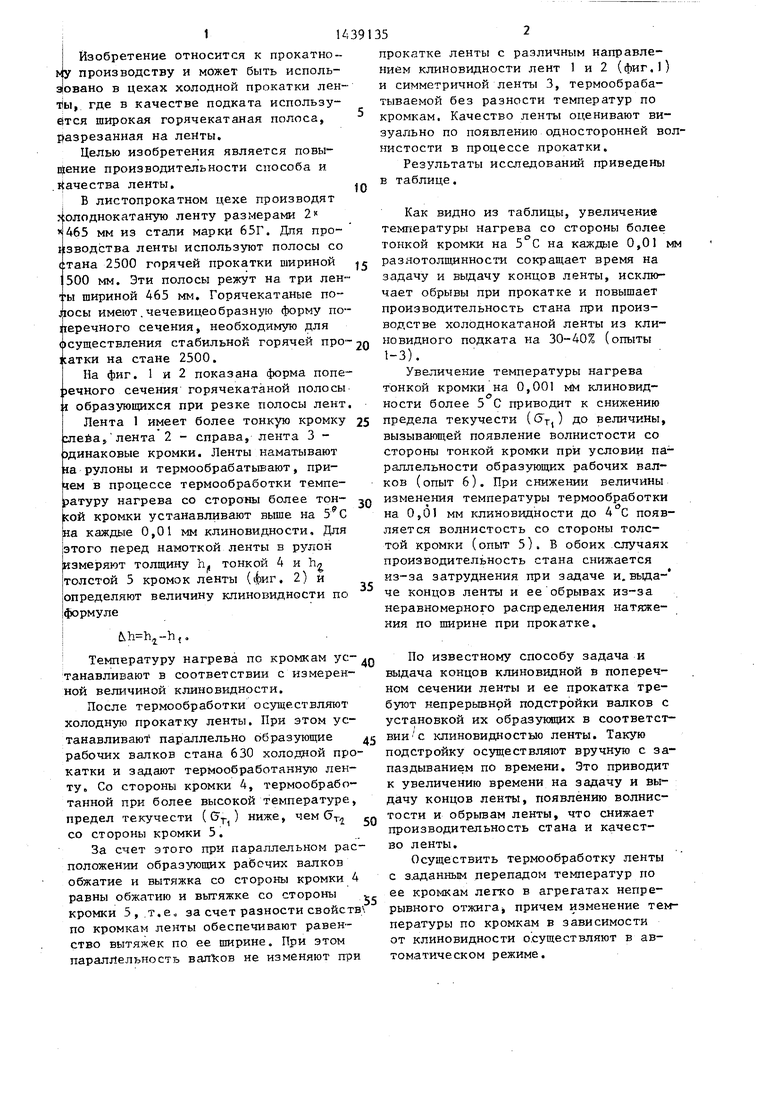
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный валок | 1987 |
|
SU1423202A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2008 |
|
RU2381844C1 |
| Способ получения полосы под холодную прокатку | 1989 |
|
SU1646752A1 |
| Способ производства тонких полос | 1988 |
|
SU1581394A1 |
| Способ настройки стана для прокатки полосы с клиновидным поперечным сечением | 1987 |
|
SU1419777A1 |
| Способ производства холоднокатаной ленты | 1982 |
|
SU1044349A1 |
| Способ изготовления нагартованной ленты для пильных цепей | 1988 |
|
SU1532597A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ДЛЯ ВЫСОКОСКОРОСТНОЙ ХОЛОДНОЙ ВЫРУБКИ | 2012 |
|
RU2479642C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ 260 | 2010 |
|
RU2432404C1 |
Изобретение относится к области прокатного производства и может быть использовано при изготовлении холоднокатаной стальной ленты. Целью изобретения является повышение производительности способа и качества. Для этого горячекатаные полосы име- кщие клиновидное сечение, перед холодной прокаткой термообрабатьшагот с нагревом толстой кромки на 5 С на каждые 0,01 мм клиновидности выше, чем тонкой кромки. 2 ип., 1 табл.
ного сечения, нагрев, выдержку, охлаж- чем тонкой кромки.
««.2
Составитель Б.Подгурский Редактор Н.Гунько Техред М.Дидык
Корректор С.Шекмар
