Изобретение касается обработки металлов давлением и относится к сиособам изготовления полых изделий.
Цель изобретения - увеличение высоты изделий.J
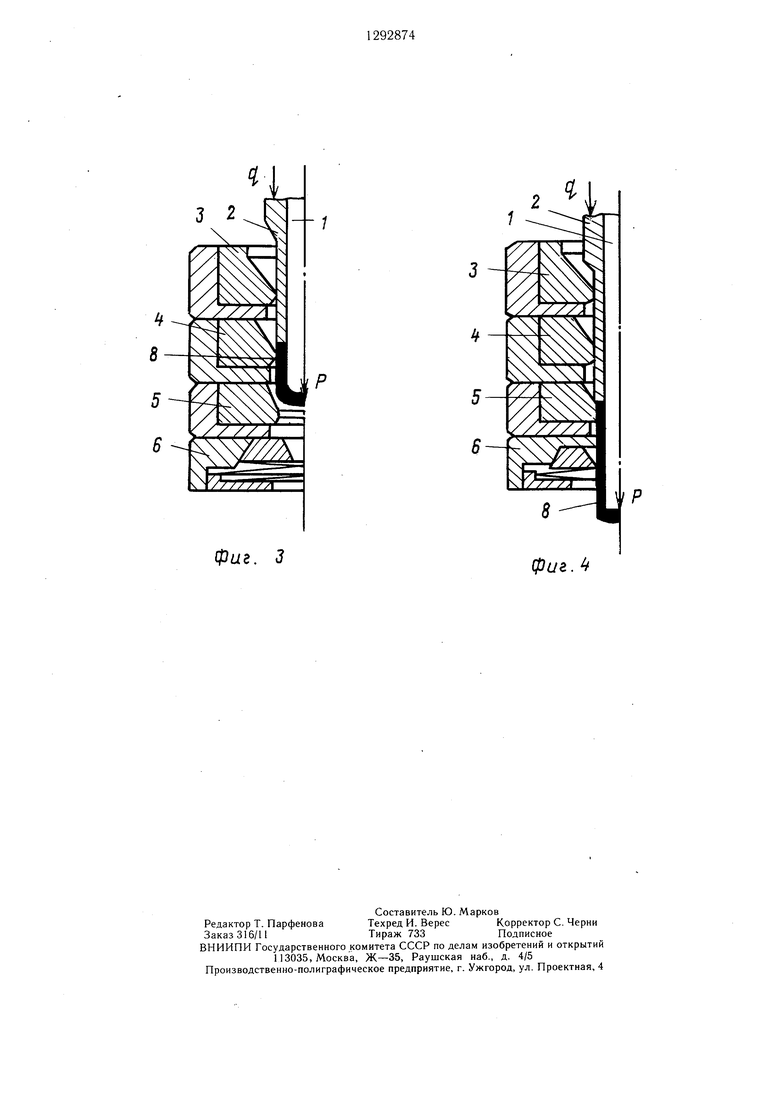
На фиг. 1 изображено устройство для осуществления способа, (исходное положение), общий вид, продольный разрез. на фиг. 2 - то же, в начале калибровки; на фиг. 3 - то же, в момент начала воздействия на jopeu полуфабриката осевым усилием; на фиг. 4 - то же в промежуточный момент вытяжки с утонением.
Устройство для осуществления способа содержит пуансон 1, установленную коак- сиально ему нажимную втулку 2, установ- jj ленные соосно между собой одна под другой формообразующую 3, калибрующую и вытяжную 5 матрицы, а также съемник 6. Позицией 7 на чертежах обозначена исходная заготовка в виде диска из листа, позиция 8 - полый полуфабрикат.
Способ осуществляется следующим образом.
Плоскую заготовку 7 устанавливают в матрицу 3, усилием Р, приложенным к пуан20
схемы напряженно-деформированного состояния в очаге деформации в сторону всестороннего неравномерного сжатия, способствующему максимальному проявлению пластических свойств материала заготовки 7 и предотвращению отрыва донной части полуфабриката 8. Кро.ме того, наложение дополнительного силового воздействия на торец полуфабриката 8 способствует выравниванию деформации по очагу течения, что позволяет получить равный торец и продолжать вытяжку с утонением без подрезки торца полуфабриката 8. Съем готового изделия (не показано) осуществляют съемником 6.
Предлагаемый способ позволяет изготавливать изделия с большей высотой, чем в известных за счет приложения осевого усилия к торцу полуфабриката.
Формула изобретения
Способ изготовления полых изделий, преимущественно стаканов, путем свертки плоской заготовки в полый полуфабрикат, калибровки и вытяжки с утонением, отли- сону 1, осуществляют свертку заготовки 7 25 чающийся тем, что, с целью увеличения в полый полуфабрикат 8. Затем в матрице высоты изделий, калибровку осуществляют 4 проводят калибровку полуфабриката со степенью деформации 15-20 /0. При высоте неоткалиброванной части, равной 1,5-2 толщины стенки полуфабриката 8, посредством нажимной втулки 2 на торец 30 стенки, а также в процессе вытяжки с уто- полуфабриката начинают воздействовать пением на торец полуфабриката воздейс степенью деформации 15-20%, а в процессе калибровки, начиная с момента, когда высота неоткалиброванной части полуфабриката составляет 1,5-2 толщины его
осевым усилием q, что приводит к изменению
схемы напряженно-деформированного состояния в очаге деформации в сторону всестороннего неравномерного сжатия, способствующему максимальному проявлению пластических свойств материала заготовки 7 и предотвращению отрыва донной части полуфабриката 8. Кро.ме того, наложение дополнительного силового воздействия на торец полуфабриката 8 способствует выравниванию деформации по очагу течения, что позволяет получить равный торец и продолжать вытяжку с утонением без подрезки торца полуфабриката 8. Съем готового изделия (не показано) осуществляют съемником 6.
Предлагаемый способ позволяет изготавливать изделия с большей высотой, чем в известных за счет приложения осевого усилия к торцу полуфабриката.
Формула изобретения
Способ изготовления полых изделий, преимущественно стаканов, путем свертки плоской заготовки в полый полуфабрикат, калибровки и вытяжки с утонением, отли- чающийся тем, что, с целью увеличения высоты изделий, калибровку осуществляют стенки, а также в процессе вытяжки с уто- пением на торец полуфабриката воздейс степенью деформации 15-20%, а в процессе калибровки, начиная с момента, когда высота неоткалиброванной части полуфабриката составляет 1,5-2 толщины его
ствуют осевым усилием.
Фив.Г
Фиг. 2
3 2
Фиг. 3
фиг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| Способ и устройство для получения оболочки с переменной толщиной стенки по высоте | 2019 |
|
RU2707456C1 |
| Способ изготовления цилиндрических изделий | 1986 |
|
SU1470393A1 |
| Способ изготовления биметаллических стаканов | 1983 |
|
SU1171163A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ изготовления полых изделий | 1976 |
|
SU656701A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления полых изделий из листового металла | 1984 |
|
SU1227290A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИОМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2336152C2 |
| Способ получения изделий типа цилиндрических тонкостенных стаканов | 1974 |
|
SU602283A1 |
Изобретение относится к обработке .металлов давлением и может быть использовано в машиностроении при изготовлении тонкостенных иолых деталей типа стаканов. Цель изобретения - увеличение высоты изделий. Листовую заготовку укладывают в штамп и осх шествляют ее деформирование нуансон(. неременцэюнщм ее через несколько . 1енны одна нод другой матрип. При сначала производят свертку в 1о/1ЫЙ полуфабрикат, затем калибровку и вытчжк с утонением. Калибровку осуществляют со степенью деформации, равной 15--20 о. В процессе калибровки, ири высоте меоткалибровапной части ф абриката, p;;;;Hoi: 1.5--2 толщины его стенки, начпмг -чт воздействовать нп торец ;10лу(Ьабрикй га осевым усилием. Это воз.аей- ствие продолжают вплоть до окончания иы- тяжкг; с vTOiitM i .eM. 4 H.:I. ьо со Ю 00
| Валиев С | |||
| А | |||
| Ко.мбинированная глубокая вытяжка листовых материалов | |||
| М.: Машиностроение, 1973 | |||
| с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
