Изобретение относится к машиностроению и предназначено для раздачи трубных заготовок, например латунных корпусов самоваров, с использованием в качестве рабочего тела пуансона из полиуретана.
Целью изобретения является повышение производительности раздачи трубных заготовок с одновременным облегчением обслуживания.
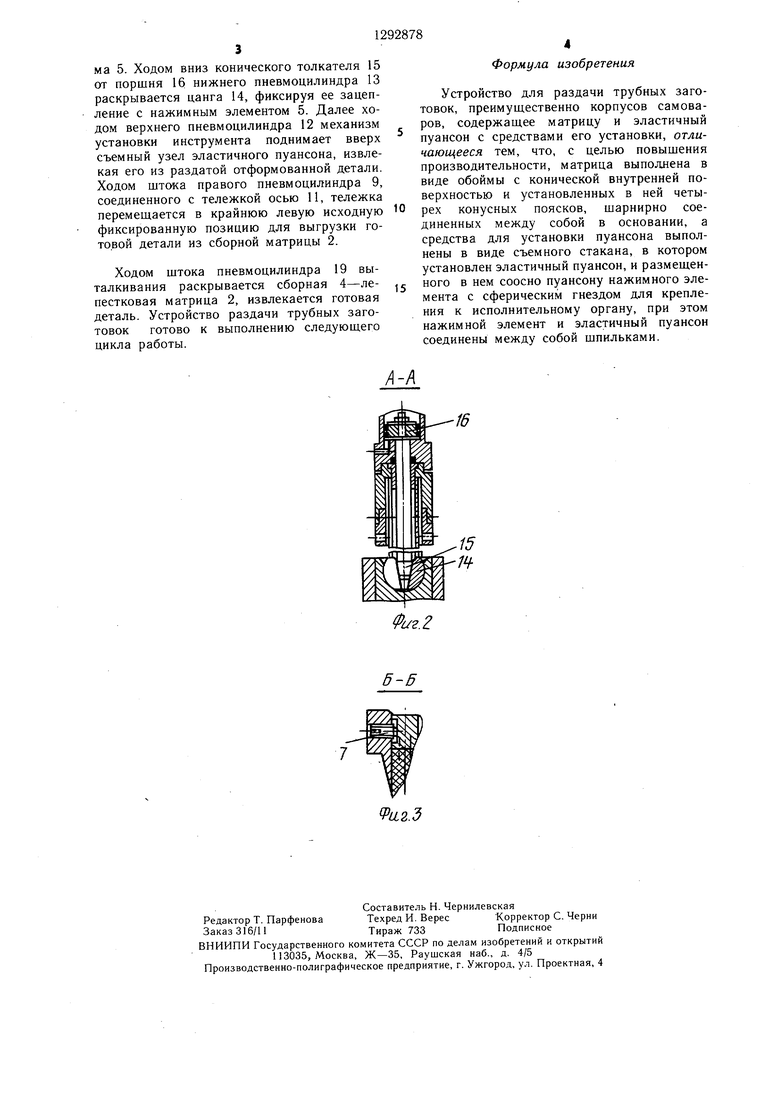
На фиг. 1 изображено предлагаемое устройство, для раздачи, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1 (узел привода цанги); на фиг. 3 - разрез Б-Б на фиг. 1 (соединение нажима и стакана).
Устройство для раздачи трубных заготовок содержит укрепленную на плите 1 тележки сборную матрицу 2, выполненную из 4-х конусных лепестков, соединенных между собой снизу шарнирно. Сборная матрица помещена в обойму 3 с внутренним конусом. Обойма в свою очередь помешена в проточку плиты 1 тележки. Съем- ный узел эластичного пуансона выполнен в виде стакана 4 с размещенным внутри него нажимным элементом 5, и скрепленным жестко с эластичным пуансоном 6 из полиуретана. Стакан 4 и нажимной элемент сое- динены между собой винтом 7 (фиг. 3). Уст- ,ройство раздачи трубных заготовок имеет 3 точных фиксированные позиции: левая позиция - загрузка и выгрузка трубных заготовок, промежуточная позиция - снятие и установка инструмента в трубную заго- товку, третья позиция - раздача трубной заготовки ходом призмы пресса. Установка этих позиций осуществляется от 2-х горизонтальных пневмоцилиндров 8 и 9, которые последовательно подают тележку с матрицей на эти фиксированные позиции. Ле- вый пневмоцилиндр 8, шток которого оканчивается уширенной пятой 10, имеет диаметр поршня больше, чем правый 9 пневмоцилиндр, соединенный с тележкой осью 11 и имеющий в поршневой полости сбрасы- вающий клапан (не показан).
Над промежуточной фиксированной позицией установки инструмента в предварительно раздатую трубную заготовку закреплены 2 вертикальные пневмоцилиндра, связанные между собой. Верхний пневмо- цилиндр 12 жестко закреплен на траверсе пресса, на штоке верхнего пневмоцилиндра 12 укреплен нижний пневмоцилиндр 13, на котором в свою очередь смонтирован сборный узел закрепления цанги 14, приводом ей служит толкатель 15, выполненный на продолжении штока поршня 16. Для поддержания консоли основания устройства имеется регулируемая по высоте опора 17. На позиции загрузки-выгрузки заготовок 18 из сборной матрицы 2 под ее осью укреп- лен пневмоцилиндр выталкивания 19, имею- .щий на продолжении штока сферическое
окончание для раскрытия лепестков сборной матрицы. В верхней части нажимного элемента 5 выполнено внутреннее сферическое гнездо 20, контактируюшее с цангой 14 механизма установки инструмента.
Устройство раздачи трубных заготовок работает следующим образом.
На первой левой фиксированной позиции загрузки-выгрузки трубных заготовок сферическим окончанием штока пневмоцилиндра выталкивания 19 раскрывается сборная матрица 2.
Вкладывается предварительно раздатая трубная заготовка 18 (латунный корпус самовара) в сборную матрицу 2, закрепленную на тележке. Далее шток пневмоцилиндра 19 выталкивателя опускается вниз, сборная- матрица 2 под собственным весом складывается. Шток левого горизонтального пневмоцилиндра 8, оканчивающегося уширенной пятой 10, перемещает тележку со сборной матрицей 2 на вторую фиксированную позицию (закладка в трубную заготовку инструмента-пуансона 6 из полиуретана). Ходом штока верхнего пневмоцилиндра 12 вниз закладывается в заготовку 18 съемный узел эластичного пуансона. Толкателем 15 нижнего пневмоцилиндра 13 освобождается цанга 14 из внутреннего сферического гнезда 20 нажима 5. Ходом вверх пневмоцилиндра 12 поднимается вверх и пневмоцилиндр 13 вместе с цангой 14 в исходное верхнее положение. Съемный узел эластичного пуансона остается внутри трубной заготовки 18. Левым пневмоцилиндром 8 со щтоком, оканчивающимся уширенной пятой 10, тележка вместе со сборной матрицей 2, трубной заготовкой 18 и съемным узлом эластичного пуансона передвигается на третью фиксированную позицию (под ось пресса) раздачи трубной заготовки. Ползун пресса ходом вниз давит на нажимной элемент и эластичный пуансон, при этом эластичный (поли- уретановый) пуансон 6 и заготовка 18 принимают форму сборной матрицы 2. Запирание утечки эластичного вещества происходит за счет малого конуса нижнего торца стакана 4 и сопрягаемых с этим торцем верхних поверхностей 4-лепестковой сборной матрицы 2. После снятия нагрузки с нажимного элемента 5 и эластичного пуансона 6 эластичный пуансон принимает первоначальную форму. Правый горизонтальный пневмоцилиндр 9, соединенный с тележкой осью 11, передвигает тележку на промежуточную фиксированную позицию извлечения пуансона 6 из отформованной детали. Ходом штока верхнего пнеЕшоцилиндра 12 механизм подачи инструмента идет вниз, цанга 14 при этом входит в сферическое гнездо 20 нажима 5. Ходом вниз конического толкателя 15 от поршня 16 нижнего пневмоцилиндра 13 раскрывается цанга 14, фиксируя ее зацепление с нажимным элементом 5. Далее ходом верхнего пневмоцилиндра 12 механизм установки инструмента поднимает вверх съемный узел эластичного пуансона, извлекая его из раздатой отформованной детали. Ходом штока правого пневмоцилиндра 9, соединенного с тележкой осью 11, тележка перемещается в крайнюю левую исходную фиксированную позицию для выгрузки готовой детали из сборной матрицы 2.
Ходом штока пневмоцилиндра 19 выталкивания раскрывается сборная 4-ле- цестковая матрица 2, извлекается готовая деталь. Устройство раздачи трубных заготовок готово к выполнению следуюшего цикла работы.
Формула изобретения
Устройство для раздачи трубных заготовок, преимушественно корпусов самоваров, содержашее матрицу и эластичный пуансон с средствами его установки, отличающееся тем, что, с целью повышения производительности, матрица выполнена в виде обоймы с конической внутренней поверхностью и установленных в ней четырех конусных поясков, шарнирно соединенных между собой в основании, а средства для установки пуансона выполнены в виде съемного стакана, в котором установлен эластичный пуансон, и размещенного в нем соосно пуансону нажимного элемента с сферическим гнездом для крепления к исполнительному органу, при этом нажимной элемент и эластичный пуансон соединены между собой шпильками.
%2.J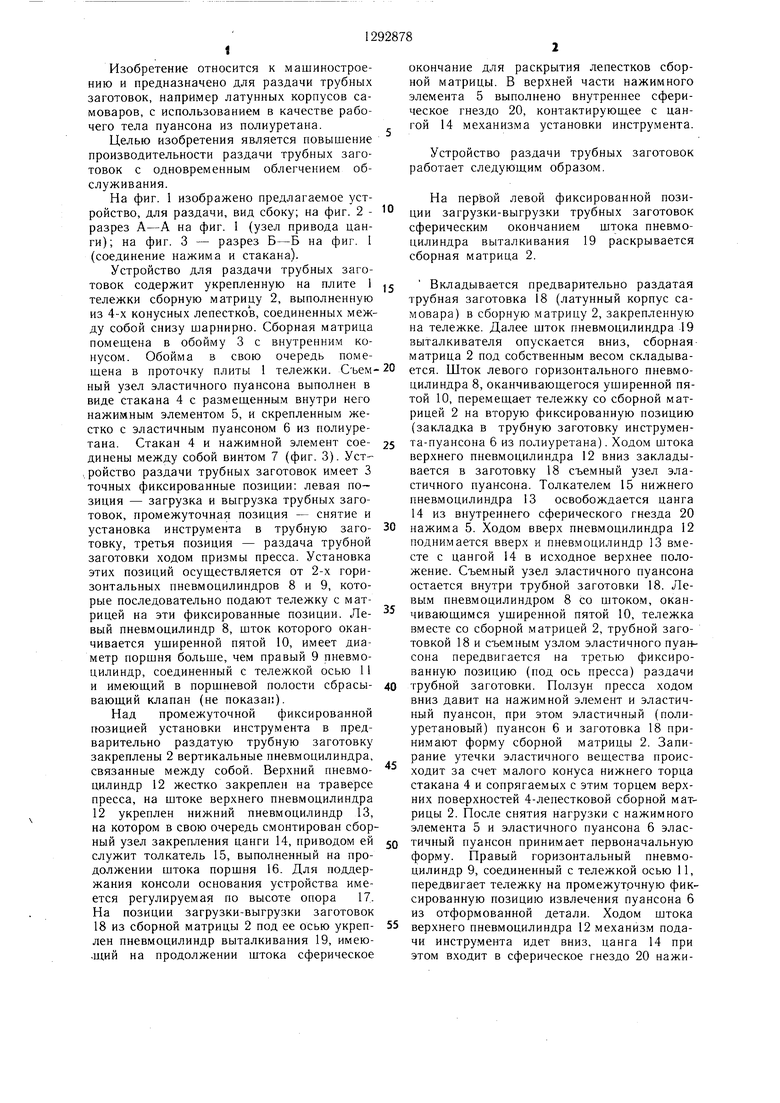
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления раздачей сосудов | 1980 |
|
SU937079A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| УСТАНОВКА ДЛЯ КАЛИБРОВКИ СБОРНЫХ ЗАГОТОВОК БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2319588C2 |
| Устройство для подачи заготовок в зону обработки | 1981 |
|
SU1091968A1 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Штамп для изготовления раздачей сосудов | 1982 |
|
SU1053928A2 |
| Штамп к плунжерному прессу | 1979 |
|
SU856619A1 |
| Установка для автоматической штамповки | 1985 |
|
SU1238980A1 |
| Патрон механизированный для переустановки заготовки | 2023 |
|
RU2806400C1 |
Изобретение относится к машиностроению и предназначено для раздачи трубных заготовок, преимущественно корпусов самоваров. Целью изобретения является повышение производительности. Устройство содержит матрицу (М) в виде обоймы 3 и размеш,енных в ней четырех конических лепестков, шарнирно соединенных между собой в основании. Эластичный пуансон (П) 6 помеш,ен в стакан 4 и соединен с нажимным элементом 5, имеющим гнездо 20 для крепления к исполнительному органу-прессу. М устанавливается на тележку, имеющую три фиксированных положения от цилиндров 8 и 9. На первой позиции выталкивателем 19 раскрываются лепестки М, и в нее устанавливается предварительно деформированная трубная заготовка 18, лепестки складываются. На второй позиции П 6 со средствами его установки помещают в трубную заготовку 18. На третьей позиции ползун пресса давит на нажимной элемент 5 и П 6. При этом П 6 и заготовка 18 принимают форму М после снятия нагрузки П 6 принимает первоначальную форму. Вместе со средствами установки П 6 извлекается из заготовки. Выталкиватель 19 раскрывает М и извлекает готовую деталь, 3 ил. i сл ю со ю 00 00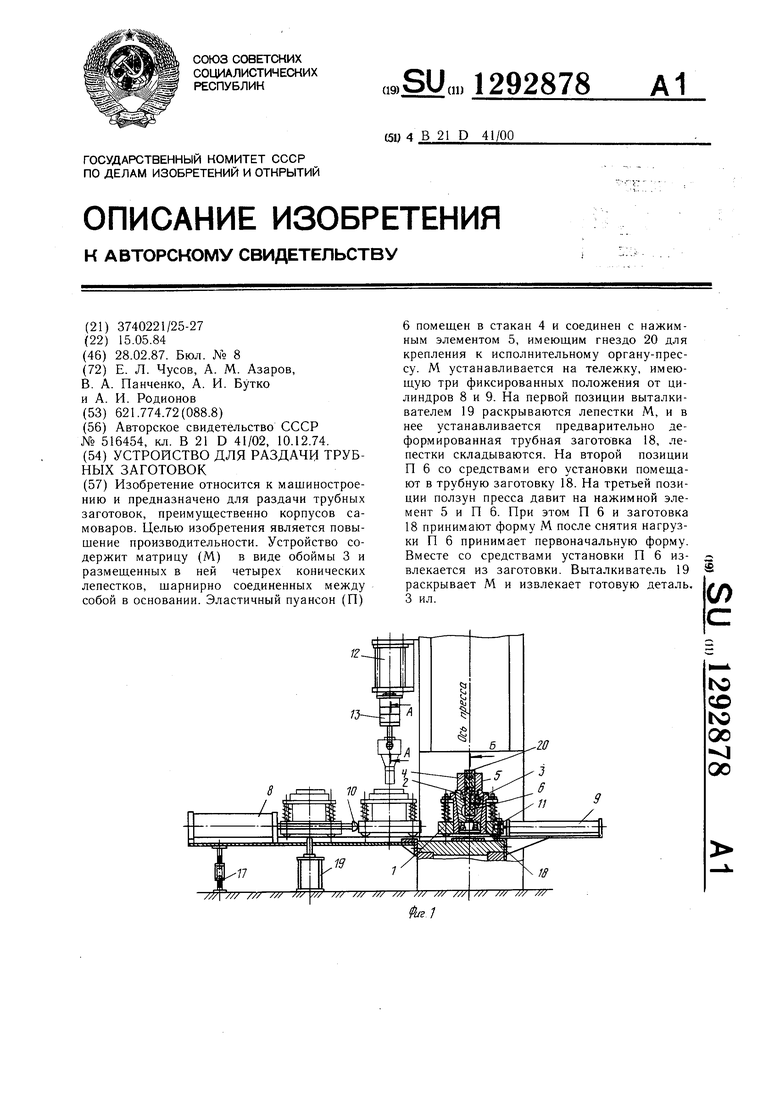
| Устройство для раздачи труб | 1974 |
|
SU516454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
