Изобретение относится к деформационной обработке металлов и сплавов с целью формирования в них ультрамелкозернистой и нанокристаллической структуры, обеспечивающей значительное повышение физико-механических свойств, и может быть использовано в машиностроении, авиа-двигателестроении, автомобильной промышленности.
Известны способы получения ультрамелкозернистой и нанокристаллической структуры методами интенсивной пластической деформации. Одним из наиболее перспективных способов получения объемных материалов с ультрамелкозернистой структурой с размером зерен менее 1 мкм в условиях многоцикловой обработки заготовок является равноканальное угловое прессование (Г.И.Рааб, А.В.Боткин, И.В.Александров, А.В.Омпуров, Р.З.Валиев. Анализ и экспериментальные исследования напряженно-деформированного состояния процесса РКУ - прессование в условиях высоких давлений. Физика и техника высоких давлений, том 12, №4, 2002 г., с.47-52). Согласно способу осуществляют многократное перемещение заготовок круглого, квадратного или иного поперечного сечения через пересекающиеся под углом 90° каналы.
Недостатками данного способа являются: небольшие габаритные размеры получаемых заготовок, низкая стойкость штамповой оснастки в связи с высокими удельными нагрузками при прессовании.
Известен способ осадки поковок, включающий деформирование заготовки в направлении ее продольной оси симметрии между плоскопараллельными плитами, при этом осуществляют возвратно-поступательный сдвиг плит перпендикулярно оси симметрии заготовки (а.с. СССР №438079, МПК B27J 5/00, опубл. 05.01.1976 г.).
Способ позволяет улучшить однородность структуры в объеме заготовки, снизить усилия деформирования. Однако он не обеспечивает достаточную проработку структуры в приконтактных с инструментом слоях заготовки. Более эффективным и универсальным способом формирования ультрамелкозернистой структуры, в том числе в массивных заготовках, является всесторонняя ковка, основанная на использовании многократного повторения операций свободной ковки: осадка-протяжка по трем осям ортогональной системы координат заготовки со сменой оси прилагаемого деформирующего усилия (Валиев Р.З., Александров И.В. Наноструктурные материалы, полученные интенсивной пластической деформацией. - М.: Логос, 2000. - стр.17-18).
Данный способ позволяет получать наноструктурное состояние в хрупких материалах, проводить обработку заготовок при повышенных температурах и обеспечивает небольшие удельные нагрузки на инструмент. Способ прост в исполнении и предполагает применение недорогого штампового инструмента (плоские бойки для операций осадки и последующей протяжки или комплекта плоских и вырезных бойков для тех же целей). Данное техническое решение, как наиболее близкое к предложенному, принято за прототип.
Однако, наряду с положительными сторонами известный способ имеет существенные недостатки, в частности, заготовка по окончании операции протяжки не имеет плоско-параллельных торцевых поверхностей, и поэтому форма заготовки после последующей осадки во многом зависит от субъективного фактора - опыта кузнеца (насколько точно выставляется ось протянутой заготовки по направлению прикладываемого деформирующего усилия), а также равномерности температурного поля в заготовке, разности температуры нижнего и верхнего бойков. Несоответствие оси заготовки направлению прикладываемого деформирующего усилия приводит к непредсказуемому смещению объема металла в очаге деформации и, как следствие, к искажению ее формы. Неравномерность температурного поля провоцирует локализацию деформации, способствует разнозернистости, что негативно сказывается на уровне механических свойств.
Задачей изобретения является повышение качества заготовок и производительности их обработки.
Поставленная задача решается способом получения ультрамелкозернистой структуры в заготовках из металлов и сплавов, заключающимся в многократном повторении операций осадка-протяжка с приложением деформирующего усилия поочередно по трем осям ортогональной системы координат заготовки, в котором в отличие от прототипа протяжку заготовок осуществляют на квадрат, а осадку - в штампе, имеющем гравюру в виде цилиндрической полости, ось симметрии которой совпадает с направлением прикладываемого деформирующего усилия, причем обработку проводят в несколько циклов для достижения накопленной степени деформации е≥2 и таким образом, чтобы диагональ квадрата по окончании протяжки не превышала диаметра гравюры штампа, а на торцевых поверхностях осаживаемой заготовки формируют конические выемки.
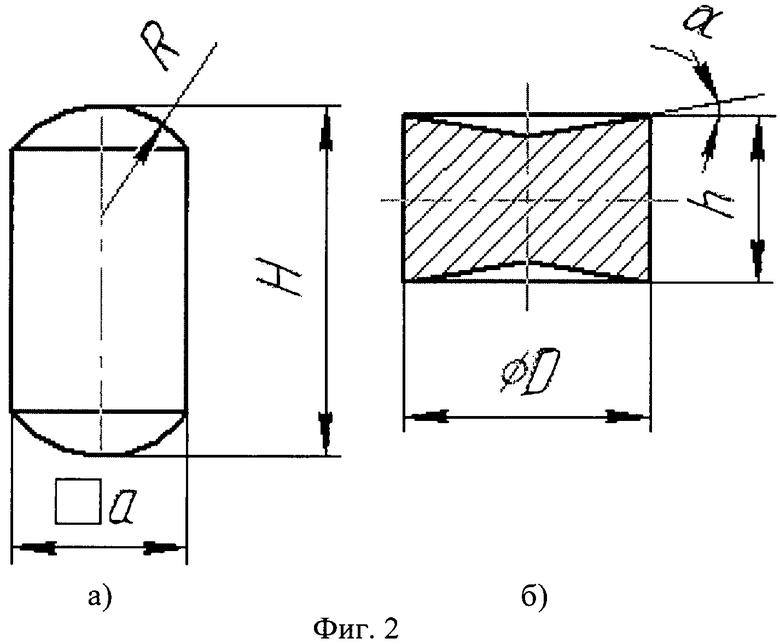
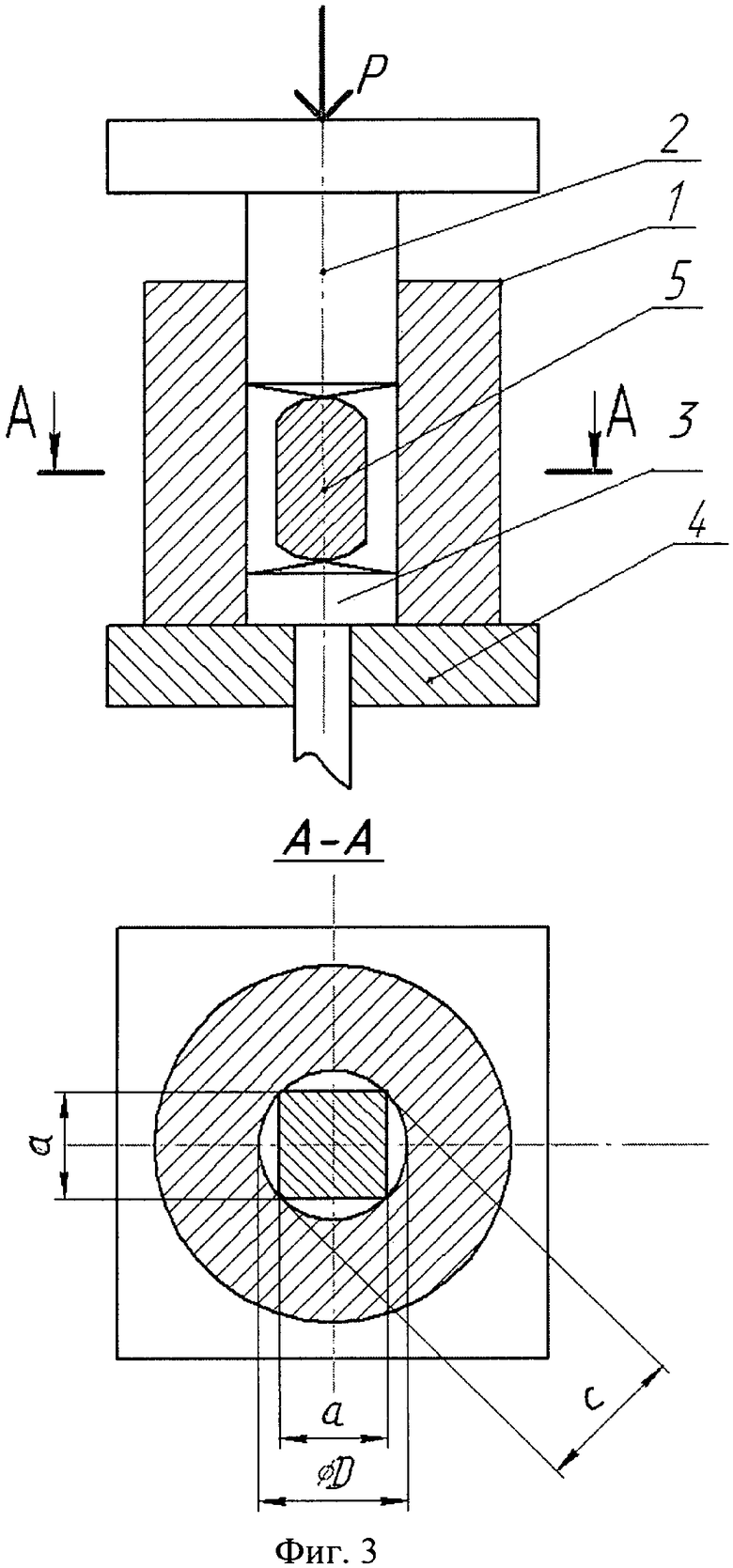
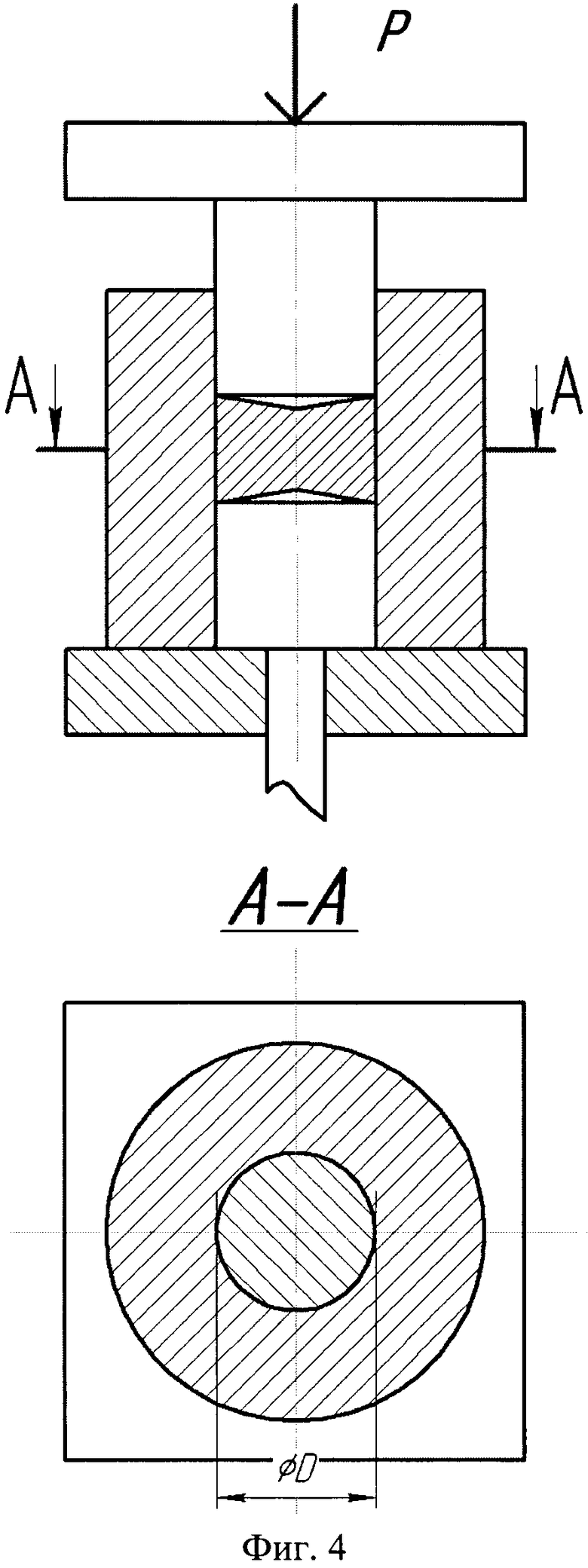
Сущность изобретения подтверждается чертежами, где на фиг.1 представлена схема многократного повторения операций осадка-протяжка по трем осям ортогональной системы координат заготовки; на фиг 2 представлены эскизы заготовки: а) - по окончании операции протяжки на квадрат а; б) - по окончании операции осадки в штампе; на фиг.3 представлена схема штампа и размещение в нем заготовки перед началом операции осадки; на фиг.4 показано положение заготовки в гравюре штампа по окончании операции осадки.
При многократном повторении операций осадка-протяжка по трем осям ортогональной системы координат заготовки (фиг.1), на стадии протяжки, которую проводят на плоских или вырезных бойках, в поперечном сечении заготовки длиной Н формируют квадрат со стороной а. Торцы заготовки после протяжки имеют выпуклую форму, близкую к сегменту сферы с радиусом R (фиг.2а), при этом диагональ квадрата имеет размер  и не превышает диаметра гравюры штампа D (фиг.3).
и не превышает диаметра гравюры штампа D (фиг.3).
На стадии осадки заготовку преобразуют в диск диаметром D, высотой h, на торцах диска формируют конические выемки с углом конусности α. Формирование конических выемок на торцевых поверхностях заготовки способствует повышению однородности деформации, исключению застойных зон, обеспечению однородного структурного состояния, как на стадии осадки, так и при последующей протяжке, повышению производительности за счет сокращения числа переходов при протяжке.
Осадку заготовок осуществляют в штампе (фиг.3), содержащем матрицу 1, в которой выполнена гравюра в виде цилиндрической полости диаметром D. Соосно гравюре размещены пуансон 2 и выталкиватель 3, опирающийся на нижнюю неподвижную плиту 4. Штамп установлен в рабочей зоне гидравлического пресса. Пуансон 2 и выталкиватель 3, посредством которого осуществляют извлечение заготовки 5 из штампа, имеют возможность осевого перемещения за счет траверсы и выталкивателя пресса.
После проведения осадки под воздействием усилия пресса Р заготовка 5 приобретает форму диска с коническими выемками по торцевым поверхностям (фиг.2б).
В зависимости от материала заготовки 5 ее деформирование как на стадии протяжки, так и на операции осадки проводят при повышенной или комнатной температурах.
Материал для изготовления бойков и штампа выбирают в зависимости от термомеханических режимов обработки.
Пример реализации способа.
Для обработки использовали заготовки из меди M1 D=60 мм, Н=45 мм. Деформирование заготовок осуществляли на плоских бойках (протяжка) и в штампе (осадка) при комнатной температуре.
После шести циклов протяжки-осадки в заготовках получен размер зерна менее 0,9 мкм. На всех этапах деформирования заготовки имели стабильные размеры. Производительность процесса по сравнению с прототипом повысилась в 1,8-1,9 раза.
Таким образом, предложенное техническое решение обеспечивает стабильность и идентичность размеров, степени деформации и структурного состояния заготовок, повышает производительность процесса.
Полученные заготовки могут быть использованы для дальнейшей обработки с целью изготовления прутков, проволоки, а также в качестве исходного материала для штамповки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2393936C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК ИЗ ЖАРОПРОЧНЫХ ГРАНУЛИРОВАННЫХ СПЛАВОВ | 2014 |
|
RU2583564C1 |
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ ЗАГОТОВКИ ЛОПАТКИ ГТД ИЗ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2486275C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2012 |
|
RU2504455C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315117C2 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА С УЛЬТРАМЕЛКОЗЕРНИСТОЙ ИЛИ СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЕФОРМИРОВАНИЕМ С ОБЕСПЕЧЕНИЕМ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ (ВАРИАНТЫ) | 2006 |
|
RU2334582C2 |
| МЕТОД ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ ПСЕВДОПОРОШКОВОЙ МЕТАЛЛУРГИЕЙ | 2001 |
|
RU2208063C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ДИСКОВ ИЗ СПЛАВА АЛЮМИНИЯ ТИТАНА НА ОСНОВЕ ОРТО-ФАЗЫ | 2013 |
|
RU2520924C1 |
| СПОСОБ ИНТЕНСИВНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ПЛОСКИХ ЗАГОТОВОК КРУГЛОЙ ФОРМЫ | 2007 |
|
RU2354486C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК КРУГЛОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2010 |
|
RU2446027C2 |
Изобретение относится к деформационной обработке металлов и сплавов и может быть использовано в машиностроении, авиа-двигателестроении, автомобильной промышленности. Способ включает многократное повторение операций осадка-протяжка с приложением деформирующего усилия поочередно по трем осям ортогональной системы координат заготовки. Протяжку заготовок осуществляют на квадрат, а осадку - в штампе. Штамп имеет гравюру в виде цилиндрической полости, ось симметрии которой совпадает с направлением прикладываемого деформирующего усилия. Обработку проводят в несколько циклов для достижения накопленной степени деформации е≥2 и таким образом, чтобы диагональ квадрата по окончании протяжки не превышала диаметра гравюры штампа. На торцевых поверхностях осаживаемой заготовки формируют конические выемки. В результате обеспечивается повышение качества заготовок и производительности их обработки. 4 ил., 1 пр.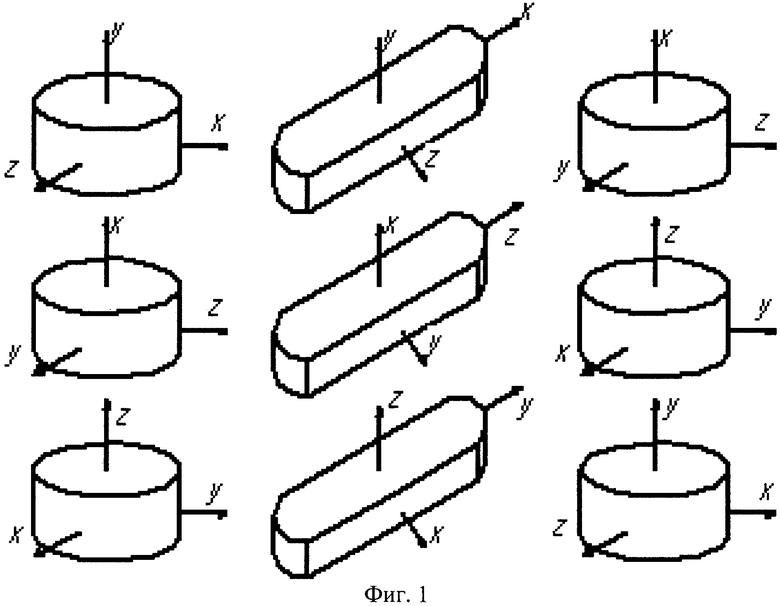
Способ получения ультрамелкозернистой структуры в заготовках из металлов и сплавов, включающий многократное повторение операций осадка-протяжка с приложением деформирующего усилия поочередно по трем осям ортогональной системы координат заготовки, отличающийся тем, что протяжку заготовок осуществляют на квадрат, а осадку - в штампе, имеющем гравюру в виде цилиндрической полости, ось симметрии которой совпадает с направлением прикладываемого деформирующего усилия, причем обработку проводят в несколько циклов для достижения накопленной степени деформации е≥2 и таким образом, чтобы диагональ квадрата по окончании протяжки не превышала диаметра гравюры штампа, а на торцевых поверхностях осаживаемой заготовки формируют конические выемки.
| СПОСОБ ПОЛУЧЕНИЯ УЛЬТРАМЕЛКОЗЕРНИСТЫХ ЗАГОТОВОК ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2393936C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2315117C2 |
| US 4721573 A1, 26.01.1988 | |||
| US 5400633 A1, 28.03.1995. | |||

