1
Изобретение относится к металлургии,точнее к литейному производству.
Известен способ непрерывной разливки металлов с дифференцированным охлаждением кристаллизатора, заключаю-щийся в том, что при достижении следующего по направлению движения слитка пояса охлаждения отключают подачу охлаждающего реагента в предыдущий пояс l .
Изменение интенсивности охлаждения по длине кристаллизатора в начальный период вытягивания слитка заготовки) вызвано необходимостью обеспечения возможности получения слитков с низкими скоростями вытягивания.
Однако использование известного способа охлаждения невозможно для начала процесса непрерывного горизон-i Тального литья чугунных трубных заготовок в связи с возмон ностью скова и обрыва дорна или прорыва жидкого металла через заготовку.
Цель изобретения - обеспечение стабильности начала процесса вытягивания заготовки.
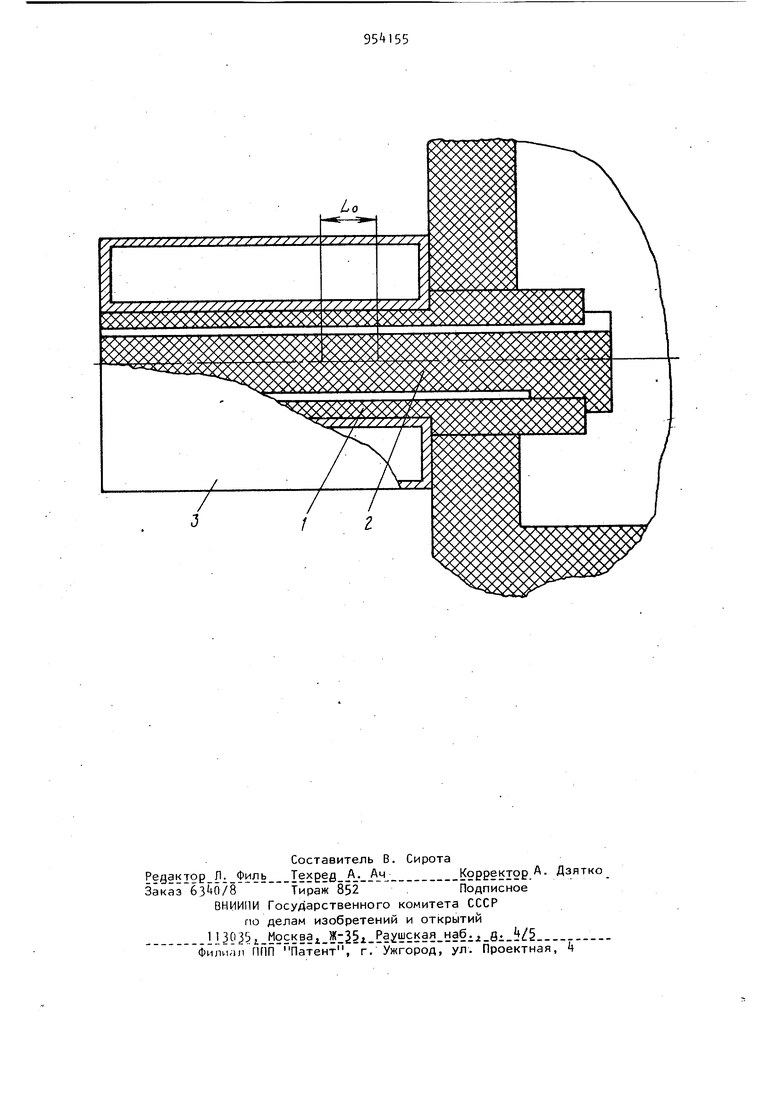
Поставленная цель достигается тем, что согласно способу непрерывного горизонтального литья трубных заготор вок, включающему заливку металла в графитовый кристаллизатор, расположенный с рубашкой охлаждения, периодическое вытягивание заготовки, дифферен.цированное охлаждение по длине кристаллизатора, последнее производят после прохождения заготовкой длины рубашки охлаждения.
Периодическое вытягивание заготов15ки ведут с шагом вытягивания и временем остановки, определяемыми в зависимости от площади сечения заготовки по соотношениям:
h t k-F + 3
20 где h - величина шага вытягивания,
дм;
F - площадь сечения трубной заготовки, см ; t время остановки, с; Ч - коэффициент, равный 0,5; k - коэффициент, равный 0,18. Выбор интервала, составляющего 1/5-1/3 длины рубашки, обусловлен тем что при ранней подаче охлаждающего реагента (заготовка прошла менее 1/5 длины водоохлаждаемой рубашки) происходит оков и обрыв дорна, в результате чего процесс получения полой заготовки прекращается; при поздней подаче охлаждающего реагента (заготовка прошла более 1/3 длины рубашки) происходит прорыв расплава через заготовку, Расход охлаждающего реагента остается постоянным в течение всего процесса. Коэффициенты П и k в соотношениях подобраны опытным путем при литье трубных заготовок с площадями сечени от ,0 до 41,0 см и диаметрами заго товок Онор./D BHyip. от 0/33 до мм. с уменьшением коэффициенто Пии происходит увеличение шага выт гивания и уменьшение времени останов ки, что приводит к прорыву расплава в полость заготовки; с увеличением этих коэффициентов происходит оков и обрыв дорна. На чертеже изображен крист1ллизатор, общий вид. Кристаллизатор содержит втулку графитовую 1, формообразующий стержень (дорн) 2 и рубашку охлаждения 3 Процесс получения заготовки заключается в ее вытягивании с периодическими остановками. Наружную поверхность заготовки образует графитовая втулка, а внутреннюю - формообразующий стержень (дорн). Пример. Длина рубашки охлажде ния равна 180 мм, охладитель подается в нее при достижении заготовкой интер вала LQ длиной 25 мм, расположенного на расстоянии 35 мм от переднего по направлению движения слитка торца рубашки охлаждения, что соответст.вует 1/5-1/3 длины рубашки. Режимы литья следующие. 1.Трубная заготовка с Онар. /Однутр 40/33 мм, шаг вытягивания 50 мм время остановки 3,8 с. 2.Трубная заготовка с Опар. /DgHUTp 57/36 мм, шаг вытягивания 25 мм, время остановки 5,9 с. 3.Трубная заготовка с О нар 86/t6 мм, шаг вытягивания 15 мм, вре-мя остановки 10с. Ртлита опытная партия чугунных трубных заготовок для химической промышленности. Проведение разливок по предлагаемому способу показало высокую стабильность процесса и качество литья. Формула изобретения 1.Способ непрерывного горизонтального литья чугунных трубных заготовок, включающий заливку металла в графитовый кристаллизатор, расположенный с рубашкой охлаждения, периодическое вытягивание заготовки, дифференцированное, охлаждение по длине кристаллизатора,отличающийс я тем, что, с целью обеспечения стабильности начала процесса вытягивания, дифференцированное охлаждение производят после прохождения заготовкой 1/5-1/3 длины рубашки охлаждения. 2.Способ по п. 1, отличающийся тем, что периодическое вытягивание заготовки ведут с шагом вытягивания и временем остановки, определяемыми в зависимости от площади сечения заготовки по соотношениям h ,t k-F где - шаг вытягивания, дм; F - площадь сечения заготовки, с - время остановки, с; h 0,5; k 0,18. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 587679, кл. В 22 D 11/00, 1979.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья полых слитков | 1982 |
|
SU1080918A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2007260C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Кристаллизатор с охлаждаемым дорном | 1979 |
|
SU869941A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| Установка непрерывного горизонтального литья полых заготовок | 1983 |
|
SU1138234A1 |