Известные карусельные машины для формовки литейных форм прессованием обычно прессуют одну полов1шу формы. В том случае, когда производят прессование обеих половин одновременно, применяют два пресса. Такой способ уменьшает производительность п требует значительных усилий для прессования.
В описываемой .машине этот недостаток устранен тем, что одновременное прессование обеих половип формы вьшолняют на позиции карусели.
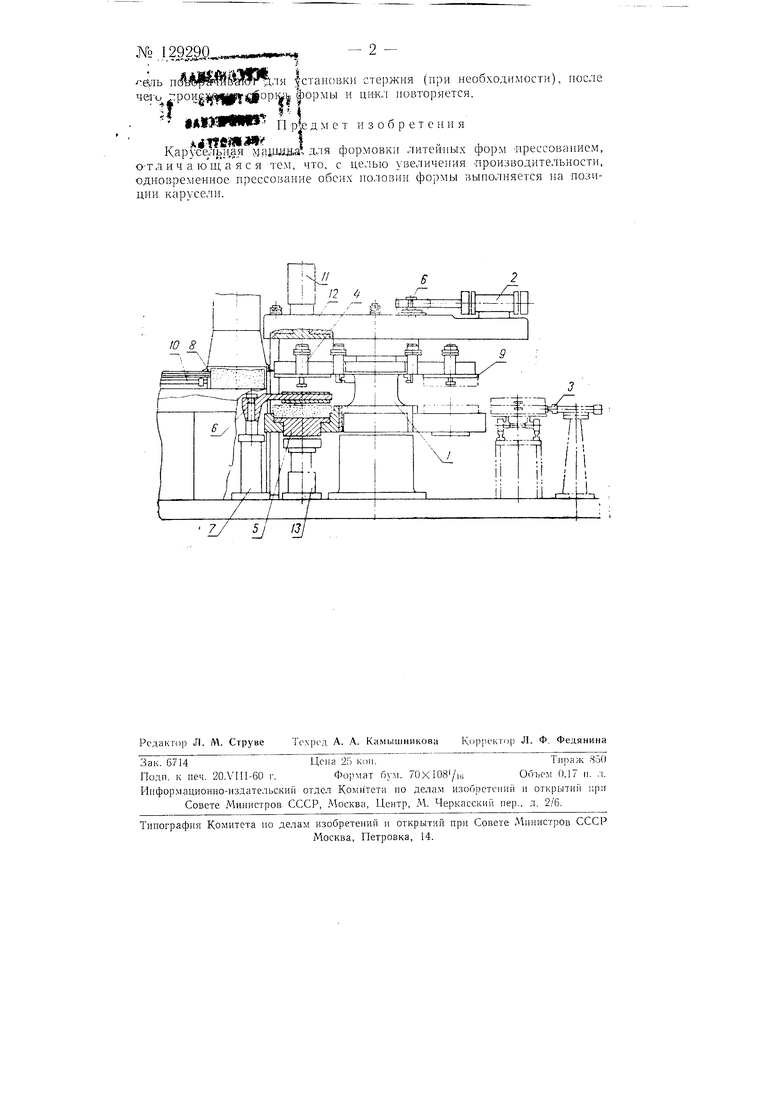
На чертеже показа1на машина в р; зрезе.
Машина представляет собой карусель /, приводимую во врашение двумя гидропилиндрами 2, которые благодаря налич1но мальтийского креста поворачивают карусель на 90° с одной позиции на другую с тактом в 14-15 сек. Толкатель 3 елужит для сталкнвания .читейных форм с конвейера. Когда форма занимает соответствующее полол ен1 е, пневмоцилипдры 4, установленные над «ей, разъединяют верхнюю и нижнюю полуформы. Затем нижнюю полуформу при помощи дозатора заполняют формовочной смесью, при этом объем засыпанной смеси получается больше объема полуфор.мы на величину объема опун1.енного inyансона 5. Карусе.ть поворач 1вают к месту установки подмоде.ПзНой плиты с моделями 6, которые располагаются между нолуформамн. После того, как плита «сядет пр-и помопш гидроцилиндра 7 на нижнЮЮ форму, а верхняя полуформа станет при помоиаи лневмоцилиндров 4 на плиту, происходит заполнение формовочной смесью верхней полуформы втОрым дозатором 8. Прн этом объем заполненной смеси получается больше объема полуформы .на величину объема рамки .9, укрепленной па штоках цилиндров 4. После заполнения формы цилиндр 10 возвращает дозатор в исходное положение. Затем верхний пресс //, укрен ленный на траверсе 12, и нижний пресс 13 прессуют полуформы. По окончании прессования прессы разводят, модели вытягивают и каруля установки стержня (при необходимости), после
-ёдъ п ОРЙ |зормы и пИКЛ повторяется.
чего г:рои.|
jIAllJ WWP - п -pfe д м е т изобретения
Карусельная мадшйа-. для формовки литейных форм тфессованием, Отл и ч а lonla я с я тем, что, с целью увеличения .производительности, одновременное прессование обеих половин формы выполняется па позиции карусели.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРУСЕЛЬНАЯ МАШИНА ДЛЯ ФОРМОВКИ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 1969 |
|
SU256950A1 |
| Автоматическая линия непрерывной формовки полуформ | 1985 |
|
SU1382580A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Устройство для скрепления опок | 1960 |
|
SU131045A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| ВГ-ГСОЬОЗНАЯn.JiTH.tii; .-All..'.Е. КАЯ | 1970 |
|
SU270964A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
fO
5J 3j
