05
4;
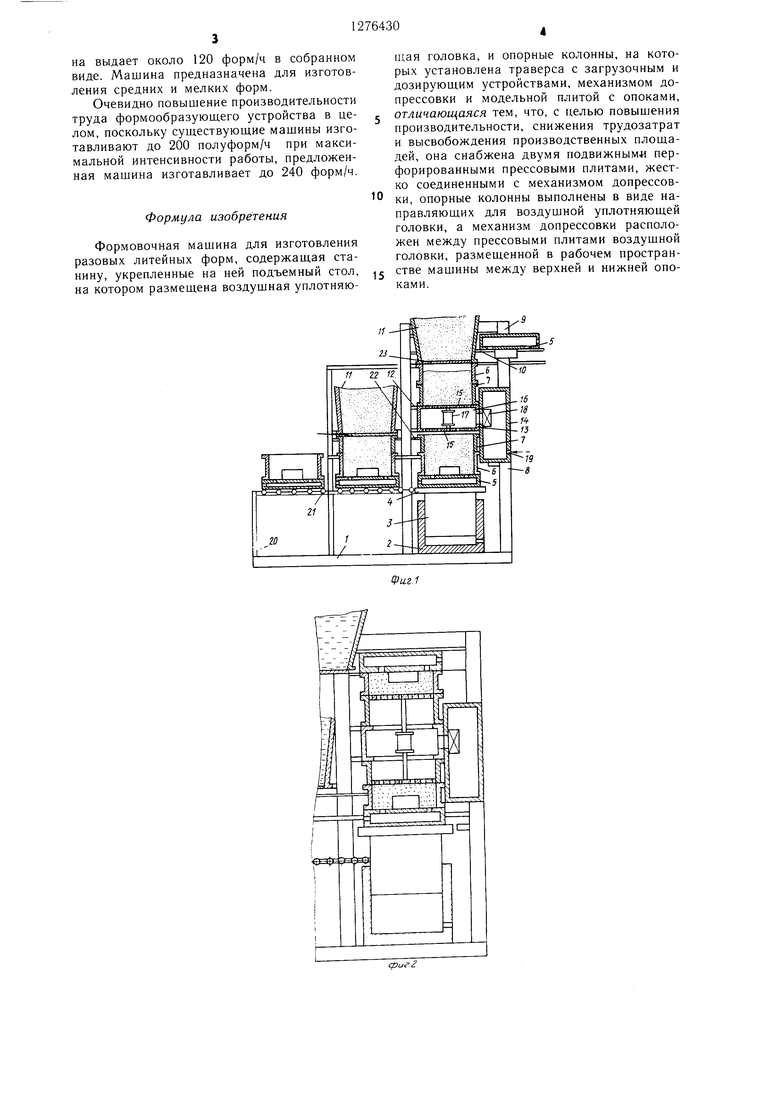
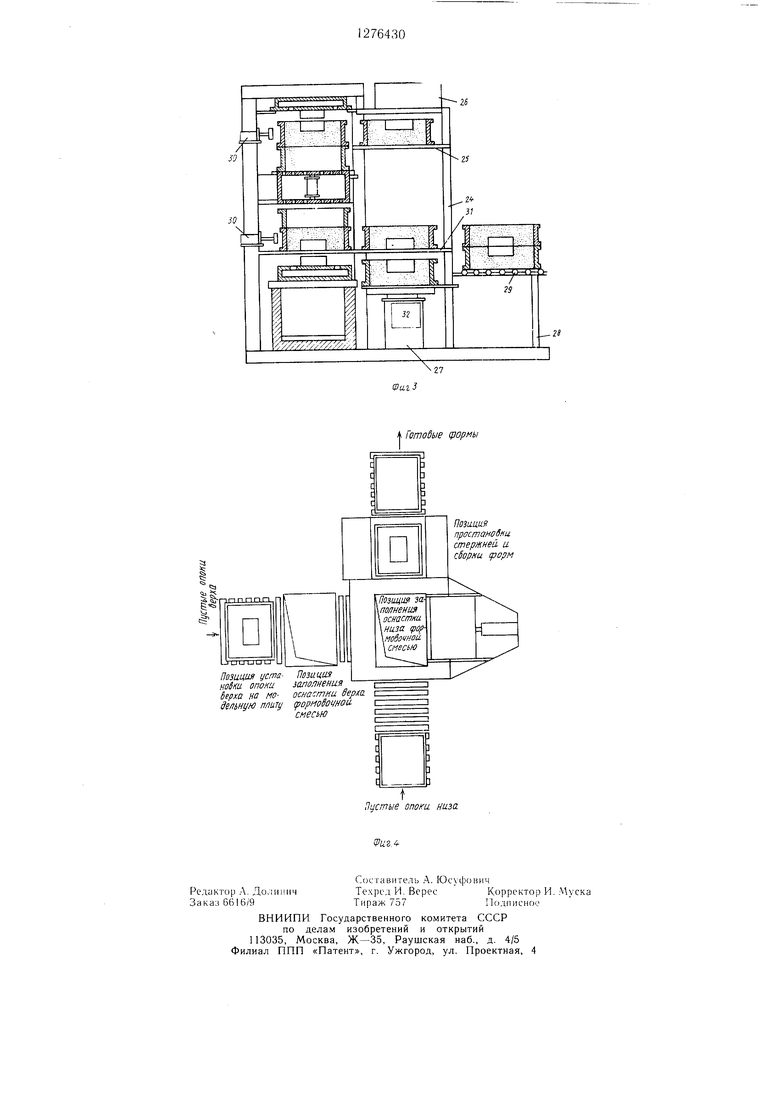
со Изобретение относится к литейному производству, в частности к машинам для изготовления разовых литейных песчано-глинистЬ)1Х форм динамическими методами, и может быть иснользовано в .питейных автоматических линиях. Цель изобретения - 11овын1ение производительности, снижение трудозатрат и BI Iсвобождение нроизводственных площадей. На фиг. 1 схематично иредставлена формовочная MaujHHa для изготовления разовых литейных форм в положении перед уплотнением; на фиг. 2 - то же, в положении по окончании процесса уплотнения; на фиг. 3 - то же, в положении выдачи и сборки готовых полуформ; на фиг. 4 - общая компоновка формовочной мапп-;ны вместе со вспомогательными системами, вид сверху. Формовочная машина (см. фи1 1 и 2) состоит из станины 1 с пневматическим цилиндром 2, внутри которого находится прижимной 3 со столом 4, на который устанавливается модельная плита 5 с опокой 6 и наполнительной рамкой 7. На станине 1 укреплены огюрные колонны 8, на которых укреплена траверса 9 с направляющими 10 для движения модельной плиты 5 и дозатором 11 смеси. На колоннах 8 расположена подвижная траверса 12, на которой укреп;1епа воздуп1ная уплотняющая головка 13 с рессивером 14. Воздупшая уплотняюп1ая головка 13 выполнена с подвижными перфорированными крьппками 15 по.юсти 16 рассекателя, которые жестко соединены с прессовым механиз.мом 17 двухстороннего избирательного действия. Полость 16 рассекателя соединяется с рессивером 14 посредством клапана 18. Рессивер 14 соединен с магистралью сжатого воздуха отверстием 19. К станине 1 крепится рама 20 приводного рольгаьпа 21. К опорным колоннам 8 крепятся направляющие 22 наполнительной рамки 7. Дозатор 11 имеет в своей конструкции пщберный затвор 23. К станине 1 прикреплены направляюнгие колонны 24 лифта 25, а также автомат-простановщик стержней 26, подъемник 27 и рама 28 пр11водно1-о рольганга 29 выдачи собранных форм. На опорных колоннах 8 крепятся толкате.чи 30 готовых полуформ на нанравляюн1ие 31. Формовочная машина снабжена управляюнгим устройством 32, которое осуществляет управление пос.ледовательностью вьнюлнения всех переходов и операций по изготовлению формы и под11емником полуформ. Формовочная ManiHiia работает с.чедующи.м образом. После установки пустой опоки 6 н.а модельную плиту 5 но кромочному рол1 гангу 21 производится псременгение оснастки на позицию заполнения смесью, на которой находится наполнительная рамка 7, установленная на направляющих 22. Из дозатора 11 открыванием шиберного затвора 23 производится заполнение оснастки формовочной смесью. После этого заполненная оснастка перемещается по рольгангу 21 в положение над прижимным столом 4 (в рабочее пространство машины). Одновременно с осуществлением описанных операций производится установка опоки 6 на закрепленную па воздушной головке 13 наполнительную рамку 7, перемещение дозатора 11 в положение над опокой 6, после чего при помопхи шиберного затвора 23 нроизводится заполнение оснастки формовочной смесью. Модельная плита 5 перемещается по направляющим 10 в положение над опокой, а прижимной поршень 3 со столом 4 прижимает опоку 6 верха к наполнительной ра.мке 7 верха и к воздун ной уплотняющей головке 13, которая, перемещаясь по колоннам 8 на траверсе 12, прижимает опоку 6 низа с наполнительной ра.мкой 7 низа к модельной плите 5 низа и к траверсе 9. После прижима оснастки к траверсе 9 открывается клапан 18 и смесь в опоках 6 низа и верха уплотняется потоком сжатого воздуха одновременно, поскольку воздушный поток в полости 16 рассекателя имеет возможность свободно перетекать вверх и вниз. Доуплотнение 1роизводится при помощи прессового механизма 17 двухсто зоцнего избирательного действия, соединенного с перфорированщями крыпжами 15 нолости 16 рассекателя. После доунлотнения прессующий механизм 17 возвращается в исходное положение, а прижимной стол 4 возвращается вниз, производя протяжку модельного комплекта из полуформ верха и низа одновременно. Нолуформа низа, расположенная вверху, отпечатком модели ВЕ.ерх сталкивается толкателе.м 30 на папразляющие 31 и по ни.м на платформу лифта 25, на которой опускается ниже уровня контрлада полуформы верха, расположенной внизу отпечатком модели вниз. Полуформа верха сталкивается толкателем 30 на направляющие 31 и затем накрывает иолуформу низа. Во время .движения полуформы низа на п.патформе лифта 25 простановщик стержней 26 ставит в полость формы стержни. Спариваются полуформы с помощью пoдъeм щкa 27, образуя готовую полуформу, которая поступает па рольган 29. Во время выдачи готовой ()ормы все механиз.мы ма1пины возвращаются в исходное положение и затем цикл повторяется. Общее время формовки, начиная от перемещения опоки верха и низа в рабочее пространство маншны по рольгангу и кончая выдачей готовой формы в сборе, занимает по предварител.ным расчетам не более 30 с. Таким образом, при минимальной интенсивности работь- пред.ложенная машина выдает около 120 форм/ч в собранном виде. Машина предназначена для изготовления средних и мелких форм.
Очевидно повышение производительности труда формообразуюшего устройства в целом, поскольку существующие машины изготавливают до 200 полуформ/ч при максимальной интенсивности работы, предложенная машина изготавливает до 240 форм/ч.
Формула изобретения
Формовочная машина для изготовления разовых литейных форм, содержащая станину, укрепленные на ней подъемный стол, на котором размещена воздушная уплотняютая головка, и опорные колонны, на которых установлена траверса с загрузочным и дозирующим устройствами, механизмом допрессовки и модельной плитой с опоками, отличающаяся тем, что, с целью повышения производительности, снижения трудозатрат и высвобождения производственных площадей, она снабжена двумя подвижными перфорированными прессовыми плитами, жестко соединенными с механизмом допрессовки, опорные колонны выполнены в виде направляющих для воздушной уплотняющей головки, а механизм доцрессовки расположен между прессовыми плитами воздушной головки, размещенной в рабочем пространстве машины между верхней и нижней опоками.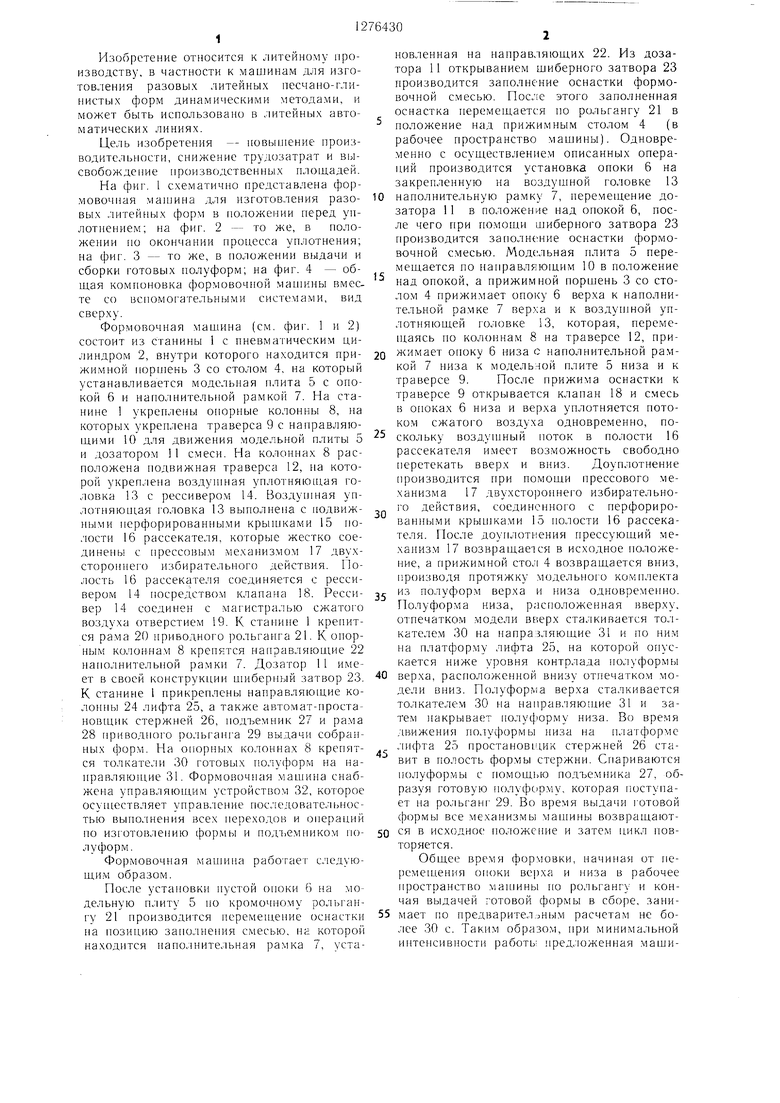
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| Формовочная машина для изготовления нижних полуформ | 1986 |
|
SU1338962A1 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2022684C1 |
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026134C1 |
Предложена формовочная ма1иина для изготовления разовых литейных форм, в которой с целью повышения производительности, исключения кантовки нижних полуформ и снижения трудозатрат, верхняя и нижняя опоки заполняются формовочной смесью, подаются на позицию уплотнения и посредством поджимного цилиндра поджимаются к импульсной головке, расположенной между ними. Импульсная головка снабжена двумя перфорированными прессовыми плитами, жестко размещенными на приводе ме.чанизма допрессовки, расположенном в рабочей полости импульсной головки. После подачи импульса контрлад обеих полуформ одновременно доуплотняется посредством прессовых плит. После уплотнения полуформы подаются на позицию сборки. о 4 ил.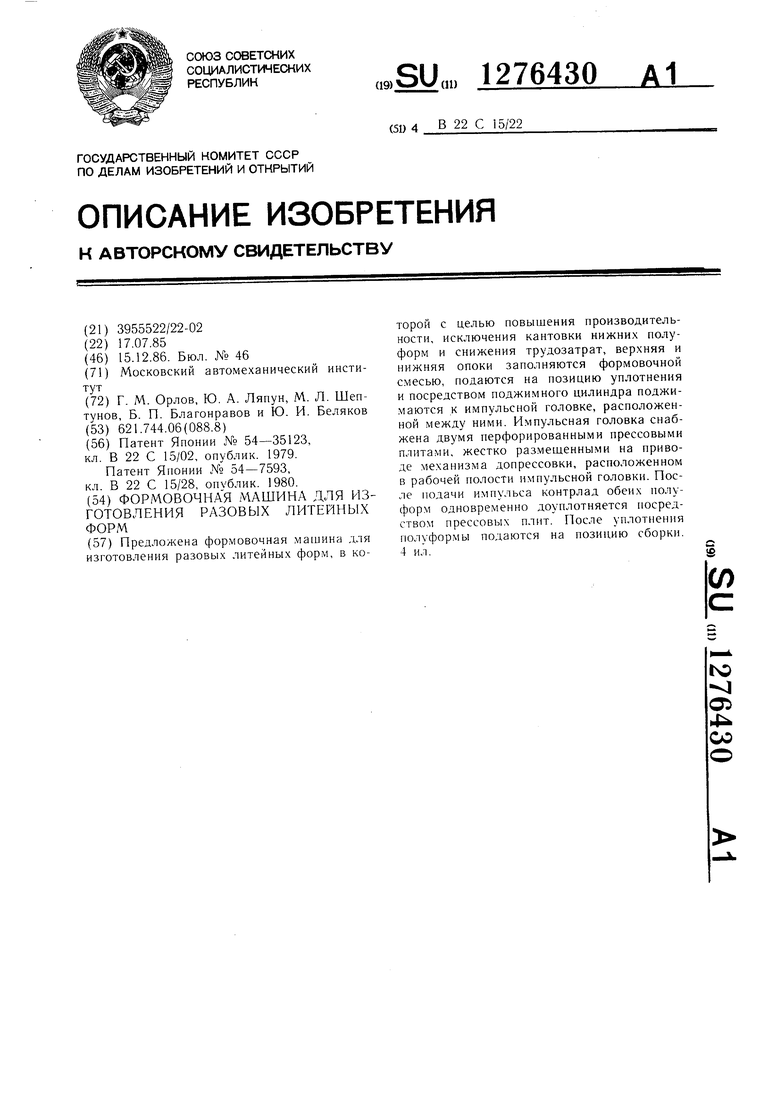
25
Гатобые qiopi bi
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
