Изобретение относится к металлообработке, в частности к винторезным головкам, и может быть использовано в инструментальной промышленности.
Цель изобретения - повышение точности нарезаемой резьбы за счет повышения точности взаимного положения резьбонарезных гребенок в комплекте головки при базировании их по заборному конусу.
На фиг. 1 1 зображена винторезная головка, вид с торца; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - винторезная головка, развертка по межцентровому диаметру установки гребенок в головку.
В корпусе 1 вьЕПОлнено три цилиндрических отверстия 2, на торцах которых выполнены конические отверстия 3 с углом конусности а, равным углу конусности заборного конуса, и длиной I, большей наибольшей длины li заборного конуса 4 на гребенке 5. На гребенках 5, 6 и 7 выполнены заборные конуса 4, 8 и 9 длиной fi , Iz, fa, изменяющейся от tj на гребенке 7 до 2 з+1/3 шага резьбы и до {,1 {зЧ-2/3 шага резьбы гребенки.
Длина трех конических отверстий 3 одинакова и равна t. Для обеспечения заданного отклонения по среднему диаметру резьбы гребенки установлены в отверстиях 2.
Смеш,ение резьбы в осевом направлении па 1/3 и 2/3 шага у гребенок 6 и 5 по отношению к резьбе гребенки 7 осуществляется базированием смешенных по длине на тот же шаг резьбы заборных конусов 4, 8 и 9 в соответствующих конических отверстиях 3. Глубина посадки гребенок в конические отверстия ,3 определяется диамет- ро м dj, одинаковым у всех гребенок.
Формула изобретения
Винторезная головка, в гнездах корпуса которой размещены резьбонарезные гребенки с заборными конусами, отличающаяся тем, что, с целью повышения точности нарезаемой резьбы, заборные конуса гребенок выполнены разной длины, причем длина заборного конуса предыдущей гребенки отличается от длины заборного конуса последующей гребенки на величину, равную шагу резьбы гребенки, деленному на количество гребенок в комплекте, при этом гнезда в корпусе выполнены в виде конических отверстий одинаковой длины, равной или большей длины заборного конуса любой гребенки, и предназначены для взаимодействия с заборными конусами гребенок.
фае, }
А-Л
фие.2 2
Составитель А. Климов
Редактор И. РыбченкоТехред И. ВересКорректор О. Луговая
Заказ 322/14Тира к 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
I 13035, Москва, Ж-35, Раушская иаб.. д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4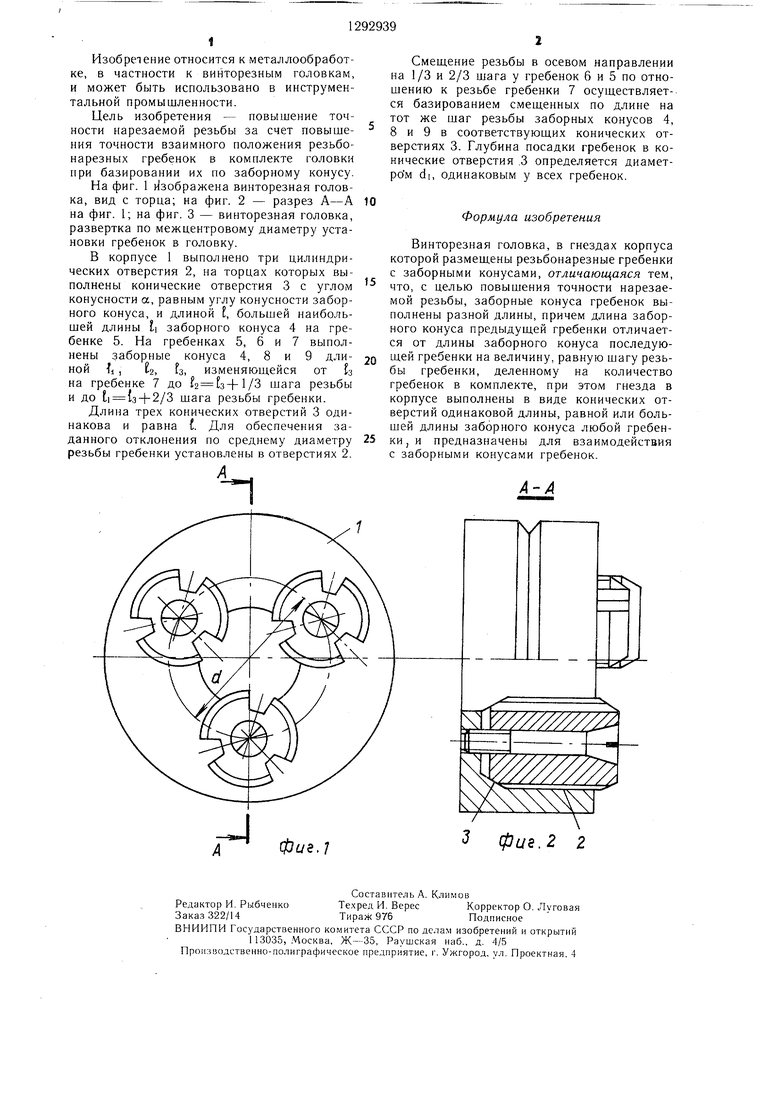
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| Гребенка к винторезной головке | 1983 |
|
SU1189610A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКА | 1991 |
|
RU2030260C1 |
| Способ нарезания резьбы и винторезная головка для его осуществления | 1982 |
|
SU1057212A1 |
| Плашка со сменными гребенками | 1979 |
|
SU903002A1 |
| Инструментальная головка | 1977 |
|
SU738794A1 |
| РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1994 |
|
RU2074064C1 |
| Способ активации смазочно-охлаждающих жидкостей для обработки металлов резанием | 1988 |
|
SU1666525A1 |
| Устройство для нарезания внутренних резьб | 1976 |
|
SU651910A1 |
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
Изобретение относится к технике металлообработки, в частности к винторезным головкам, и может быть использовано в инструментальной промышленности. Цель изобретения - повышение точности нарезаемой резьбы, которая достигается за счет повышения точности взаимного положения резьбонарезных гребенок в комплекте головки при базировании их по заборному конусу. Головка состоит из корпуса 1, в котором выполнены конические отверстия 3 равной длины Е, большей или равной длине ti заборного конуса 4 гребенки 5. Гребенки 5, 6 и 7 установлены своими заборными конусами 4, 8 и 9 в конусные отверстия 3. 3 ил. 3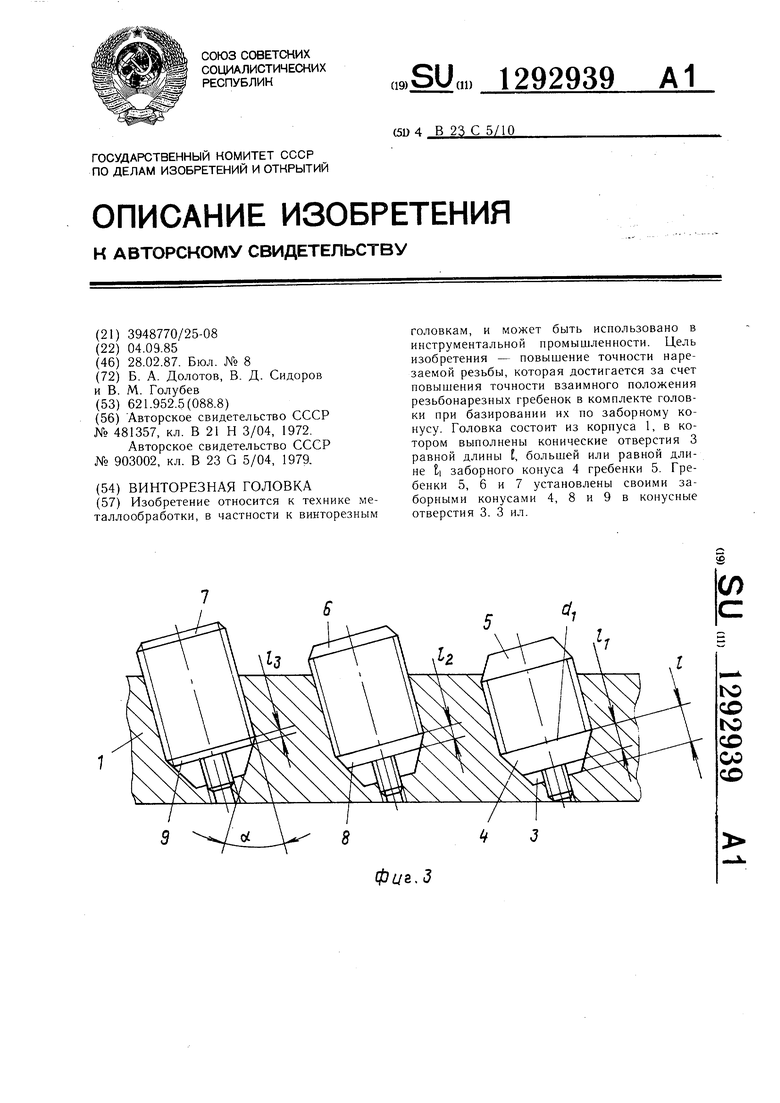
| Комплект резьбонакатных роликов | 1972 |
|
SU481357A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Плашка со сменными гребенками | 1979 |
|
SU903002A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
