Изобретение относится к машиностроению, в частности к способам повышения эффективности смазочно-охлаждающих жидкостей (СОЖ), применяемых при обработке металлов за счет перевода их в мета- стабильное состояние
Целью изобретения является повышение стойкости инструмента
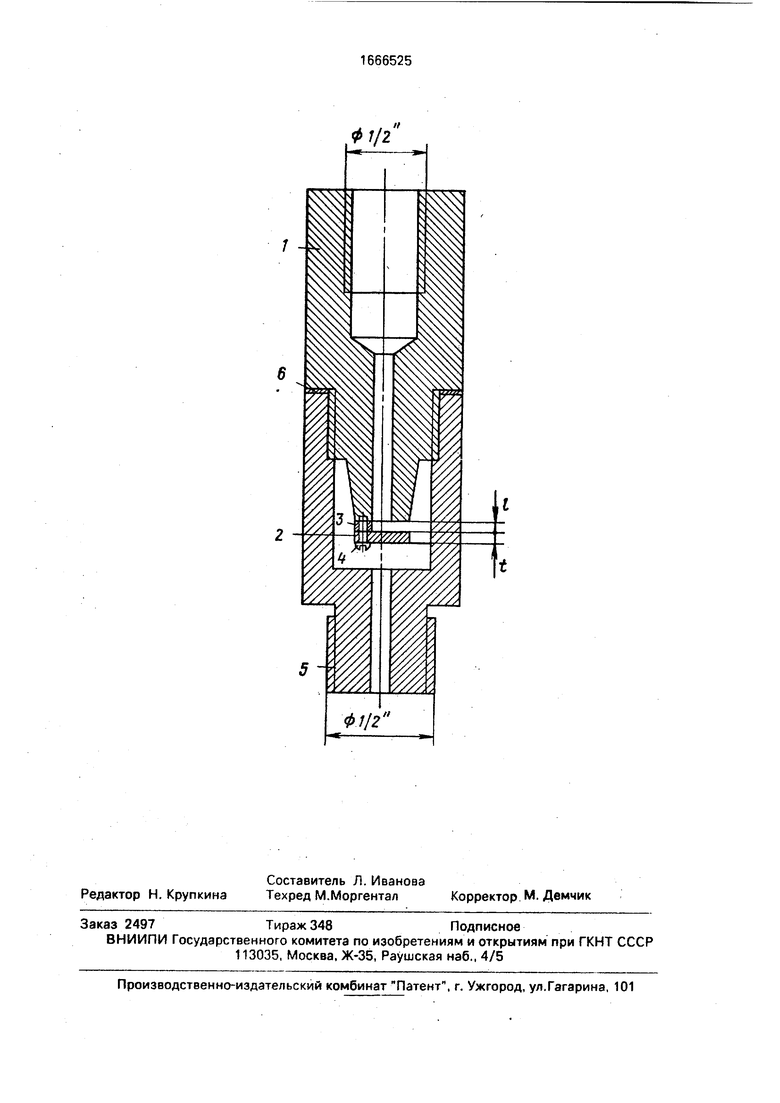
На чертеже изображена схема активатора для реализации способа.
Корпус 1 активатора одним концом навернут на трубопровод, по которому СОЖ из резервуара (в корпусе, показанном на чертеже нарезана резьба 1/2). Другой конец трубопровода имеет центральное отверстие. По нему под давлением подают СОЖ, которая ударяется о пластину 2 из пружинящего металла. Зазор между корпусом и пластиной регулируют шайбой 3. Крепление
шайбы и пластины к корпусу производят | винтом 4
На корпус 1 навернута втулка 5 Резиновая прокладка 6 обеспечивает герметичность стыка. На втулку навинчен патрубок, подающий СОЖ в зону обработки (при проведении экспериментов использована втулка, на конце которой нарезана резьба 1/2).
Пример. Проверка способа проведена нз болторезном одношпиндельном станке при нарезании наружной резьбы М27х1 5- 6д на длине 40 мм резьбонарезной головкой с круглыми гребенками. Обрабатываемый материал - сталь 20х, скорость резания 7,6 м/мин. В корпусе зкти- ватора 1 просверлено центральное отверстие диаметром 5 мм. Зазор между корпусом активатора 1 и пластиной 2 составляет 4 мм.
О
о ел ю
«Г.Д
В качестве СОЖ применен состав, содержащий 95% регенерированного масла и 5% присадки МР-99. Испытано по 5 комплектов гребенок с применением активатора и без него. Гребенки считают затупившимися при ухудшении шероховатости поверхности резьбы до Ra 12 мкм (в новых гребенках На 5 мкм),
Испытания показывают, что без активатора стойкость комплекта гребенок колеблется от 80 до 100 заготовок, а с применением активатора стойкость комплекта гребенок возрастает до 110-120 деталей.
Сравнительные испытания проведены при следующих условиях: деталь - 130- 3001030В/31В - рычаг поворотного кулака; материал - ст. 40Х, НВ 241-285; инструмент - 5-гребенчатая головка 8Д-11207, гребенки круглые 8В-1748, .
Режим обработки; п - 90 об/мин, V 7,6 м/мин,
Подачу СОЖ в рабочую зону осуществляют обычным поливом или с применением активаторов.
Испытания по прототипу проведены в тех же условиях, что и по предлагаемому
способу. На конец трубопровода, по которому подают СОЖ из резервуара,навернута стальная насадка в виде стакана с отверстиями на цилиндрической поверхности для
слива СОЖ. Струя СОЖ ударяется о неподвижную твердую поверхность (дно стакана). Четыре стойкостных точки сняты при обычной работе и четыре точки с применением активатора СОЖ. После каждой стойкостной точки измеряют износ по задней грани на заборном конусе резьбонарезных гребенок. За критерий оценки стойкости инструмента принимают количество годных по калибрам и чистоте поверхности деталей,
обработанных одним комплектом инструмента до переточки.
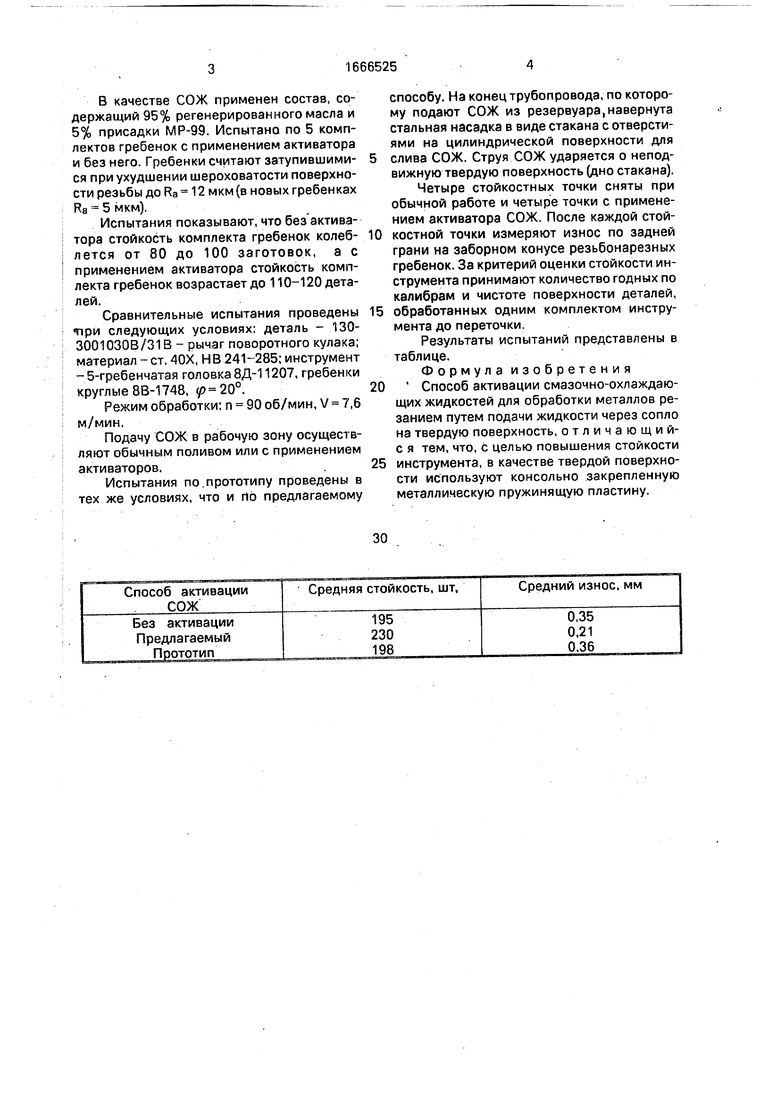
Результаты испытаний представлены в таблице.
Формула изобретения
Способ активации смазочно-охлаждаю- щих жидкостей для обработки металлов резанием путем подачи жидкости через сопло на твердую поверхность, отличающий- с я тем, что, с целью повышения стойкости
инструмента, в качестве твердой поверхности используют консольно закрепленную металлическую пружинящую пластину.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1513016A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2333239C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ РЕЗЬБЫ ФРЕЗОЙ | 2023 |
|
RU2814129C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (ВАРИАНТЫ) | 1994 |
|
RU2072291C1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2007 |
|
RU2355744C1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 1996 |
|
RU2129589C1 |
| РЕЗЬБОФРЕЗА | 2019 |
|
RU2714757C1 |
| Сборная резьбообразующая плашка | 2015 |
|
RU2623535C2 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2001 |
|
RU2200187C1 |
Изобретение касается производства смазочных веществ, в частности активации смазочно-охлаждающих жидкостей для обработки металлов резанием. Цель - повышение стойкости инструмента. Для этого жидкость подают через сопло на твердую поверхность - консольно закрепленную металлическую пружинящую пластинку. В этом случае достигается средняя стойкость инструмента 230 шт против 198 шт и средний износ 0,21 мм против 0,36 мм. 1 ил, 1 табл.
| Латышев В Н | |||
| Повышение эффективности СОЖ | |||
| М. | |||
| Машиностроение, 1975, с 63- 69 Авторское свидетельство СССР № 352935, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
