1292978
ночными элементами. Устройство содержит корпус 10, установочные элементы 28 для детали ), подпружиненную разрезную скапку 11 с регулировочной муфтой 12, двухштоковый рабочий цилиндр 14, прижимную каретку
1
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на агрегатных станках.
Целью изобретения является повы- шение точности базирования деталей путем обеспечения надежного контакта детали с установочными элементами устройства.
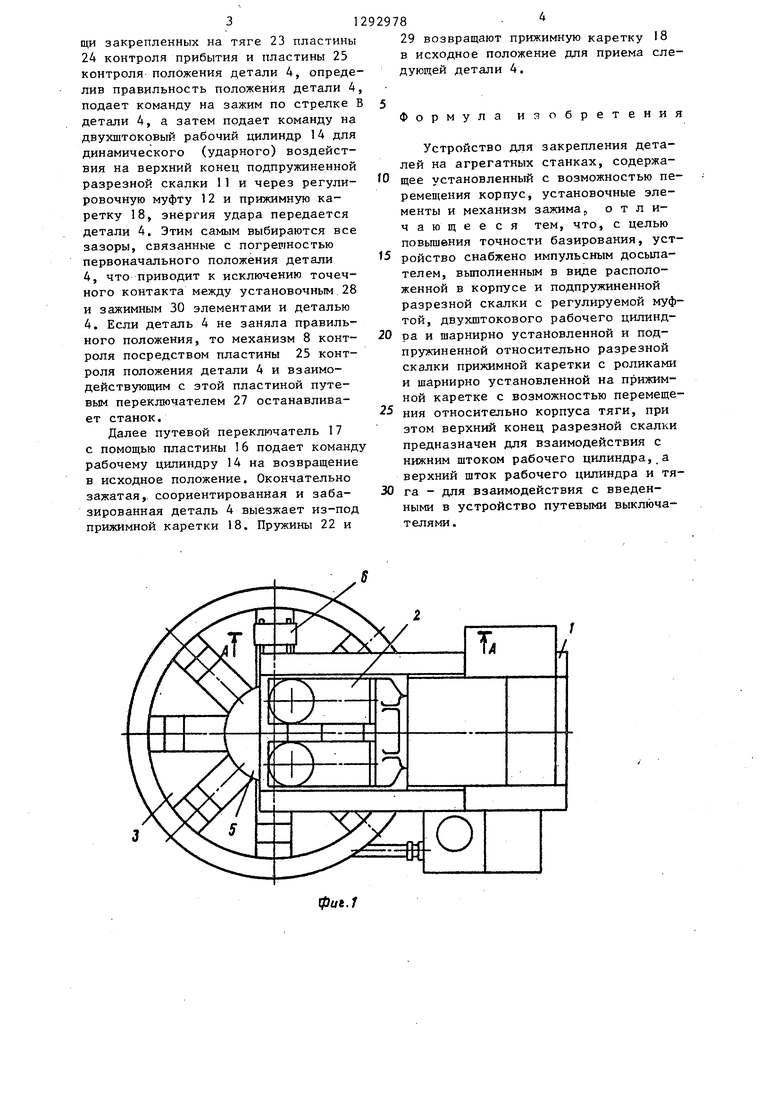
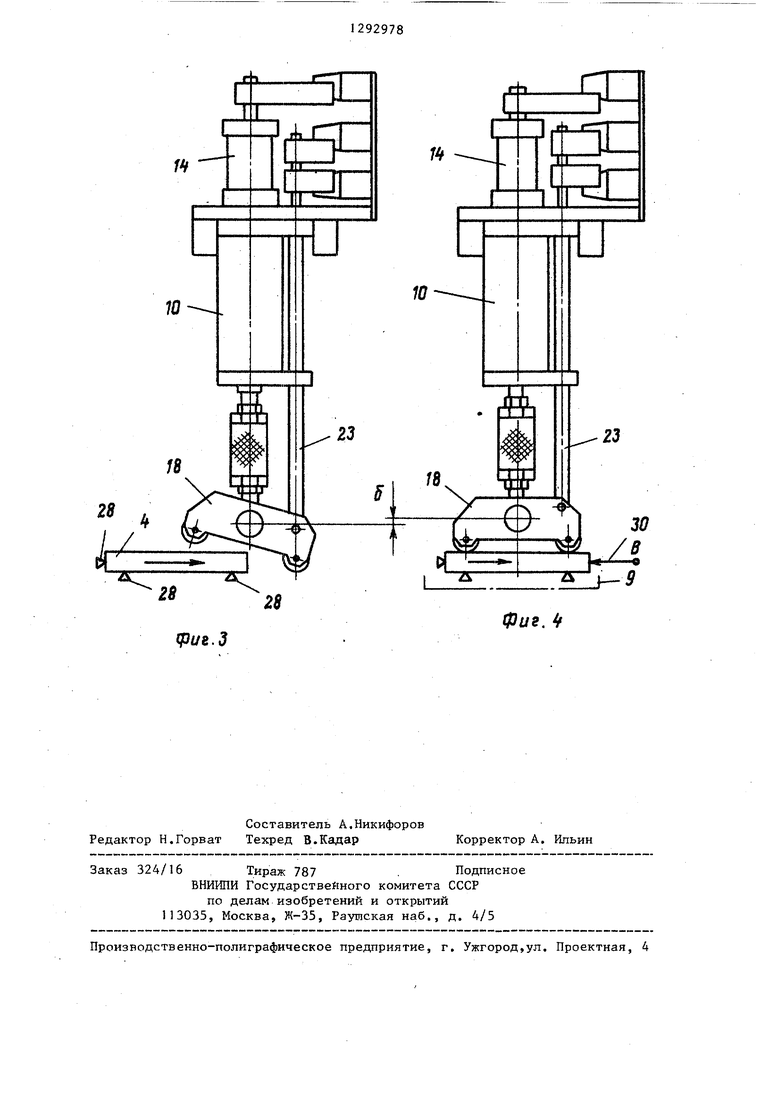
На фиг. 1 изображен агрегатный станок с устройствами для закрепления деталей, общий вид, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство в момент прибытия детали в зону ее ориентации и базирования, общий вид , на фиг. 4 - устройство в момент зажима детали, общий вид.
Устройство содержит станину 1, агрегатные, головки 2 с режущими инструментами, устройство 3 для пе- ремещения обрабатываемой детали 4 между головками 2, механизм зажима 5 снабжен устройством 6 базирования детали 4, установленным с возможностью взаимодействия с импульсным до- сылателем 7 и связанным с механизмом контроля прибытия и положения 8 обрабатываемой детали 4 в зоне 9 ее зажима.
Импульсный досылатель 7 вьшолнен в виде расположенной в неподвижном корпусе 10 подпружиненной разрезной скалки 11 с установленной в ее поперечном разрезе регулировочной муфтой 12. Своим верхним концом разрезная подпружиненная скалка 11 установлена с возможностью взаимодействия с нижним штоком 13 двухштокового рабочего цилиндра 14, являющегося приводным элементом импульсного досьшателя 7, верхний щток 15 которого посредством закрепленной на нем пластины 16 связан с путевым переключателем 17, Нижний конец подпружиненной разрезной скалки 11 шарнирно соединен с
78
18 с роликами 19, 20 и тягу 23. Верхний шток 15 и тяга 23 средством пластин 16, 24 и взиамодействуют с путевыми вы ключателями 17 , 26 и 27 . 4 ил.
5
0
0 5 0
прижимной кареткой 18 с роликами 19 и 20.
Прижимная каретка 18 снабжена элементом 21 настройки ее в рабочее положение относительно обрабатываемой детали 4 и пружиной 22 прижима каретки 18 к нижнему концу подпружиненной разрезной скалки.11, причем прижимная каретка 18 шарнирно связана с нижним концом тяги 23 механизма 8 контроля прибытия и положения обрабатываемой детали 4. Верхний конец тяги 23 снабжен пластинами контроля прибытия 24 и положения 25, взаимодействующими со своими путевыми переклк(4ателями, соответственно 26 и 27. Установочные элементы 28 предназначены для базирования детали 4. Скалка 11 подпружинена пружиной 29. Механизм 5 снабжен зажимными элементами 30.
Устройство работает следующим образом.
Незажатая деталь 4, лежащая на установочных элементах 28 устройства 3 для ее перемещения, движется на прижимную каретку 18, первоначальное положение которой устанавливается регулировочной муфтой 12 и элементом 2 настройки, который выполнен в виде регулировочного винта. Деталь 4 упирается в ролик 19 и, преодолевая усилие пластинчатой пружины 22, поворачивает прижимную каретку 18 относительно оси Б до упора в деталь 4 ролика 20. Далее, вращая ролики 19 и 20 и преодолевая усилия пластинчатой пружины 22 и пружины 29, деталь 4, прижатая усилиями этих пружин к установочным элементам 28, заходит под прижимную каретку 18. При этом прижимная каретка 18 вместе с тягой 23 механизма 8 перемещается вверх на величину S ., равную величине сжатия пружины 29. Механизм 8 при помощи закрепленных на тяге 23 пластины 24 контроля прибытия и пластины 25 контроля положения детали 4, определив правильность положения детали 4 подает команду на зажим по стрелке В детали 4, а затем подает команду на двухштоковый рабочий цилиндр 14 для динамического (ударного) воздействия на верхний конец подпружиненной разрезной скалки 11 и через регулировочную муфту 12 и прижимную каретку 18, энергия удара передается детали 4. Этим самым выбираются все зазоры, связанные с погрешностью первоначального положения детали 4, что приводит к исключению точечного контакта между установочным 28 и зажимным 30 элементами и деталью 4, Если деталь 4 не заняла правильного положения, то механизм 8 контроля посредством пластины 25 контроля положения детали 4 и взаимодействующим с этой пластиной путевым переключателем 27 останавливает станок.
Далее путевой переключатель 17 с помощью пластины 16 подает команду рабочему цилиндру 14 на возвращение в исходное положение. Окончательно зажатая,, соориентированная и забазированная деталь 4 выезжает из-под прижимной каретки 18. Пружины 22 и
29 возвращают прижимную каретку 18 в исходное положение для приема следующей детали 4.
Формула изобретения
Устройство для закрепления деталей на агрегатных станках, содержащее установленный с возможностью перемещения корпус, установочные элементы и механизм зажима,, отличающееся тем, что, с целью повышения точности базирования, уст- ройство снабжено импульсным досьша- телем, вьшолненным в виде расположенной в корпусе и подпружиненной разрезной скалки с регулируемой муфтой, двухщтокового рабочего цилиндра и шарнирно установленной и подпружиненной относительно разрезной скалки прижимной каретки с роликами и шарнирно установленной на прижимной каретке с возможностью перемещения относительно корпуса тяги, при этом верхний конец разрезной скалки предназначен для взаимодействия с нижним щтоком рабочего цилиндра,.а верхний шток рабочего цилиндра и тяга - для взаимодействия с введенными в устройство путевыми выключателями.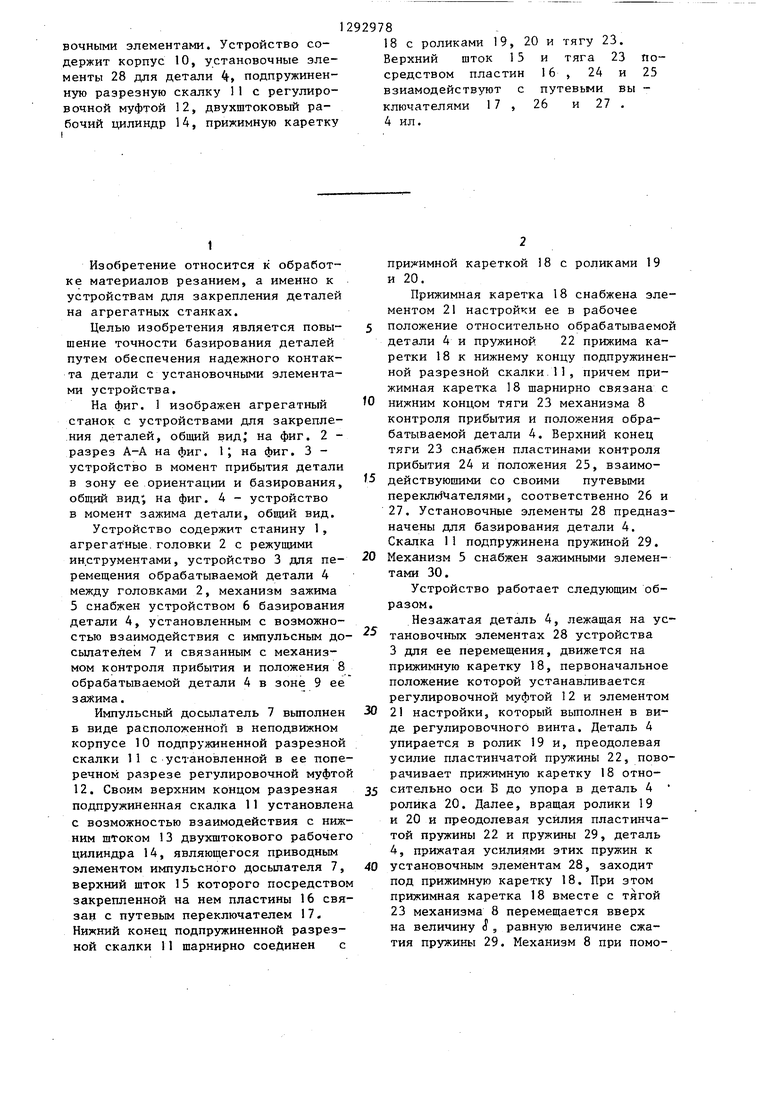
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для шлифования игольчатых деталей | 1981 |
|
SU1020210A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| СТАНОК ДЛЯ ЗАВИНЧИВАНИЯ ШПИЛЕК | 2001 |
|
RU2197368C2 |
| Устройство для сборки под сварку труб с фланцами | 1987 |
|
SU1418023A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |
| Металлорежущий станок со сменными шпиндельными головками | 1991 |
|
SU1784443A1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1989 |
|
SU1708476A1 |
| Агрегатный автоматизированный станок | 1991 |
|
SU1815151A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1782692A1 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для закрепления деталей на агрегатных станках. Изобретение позволяет повысить точность базирования деталей путем обеспечения надежного контакта детали с устаноOnS А-Л п а & (Л
(риг.З
фиг.
| Дащенко А.И | |||
| и др | |||
| Конструкции агрегатных станков | |||
| М.: Высшая школа, 1982, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
