W it
00
ГС
00
Ф,9.3
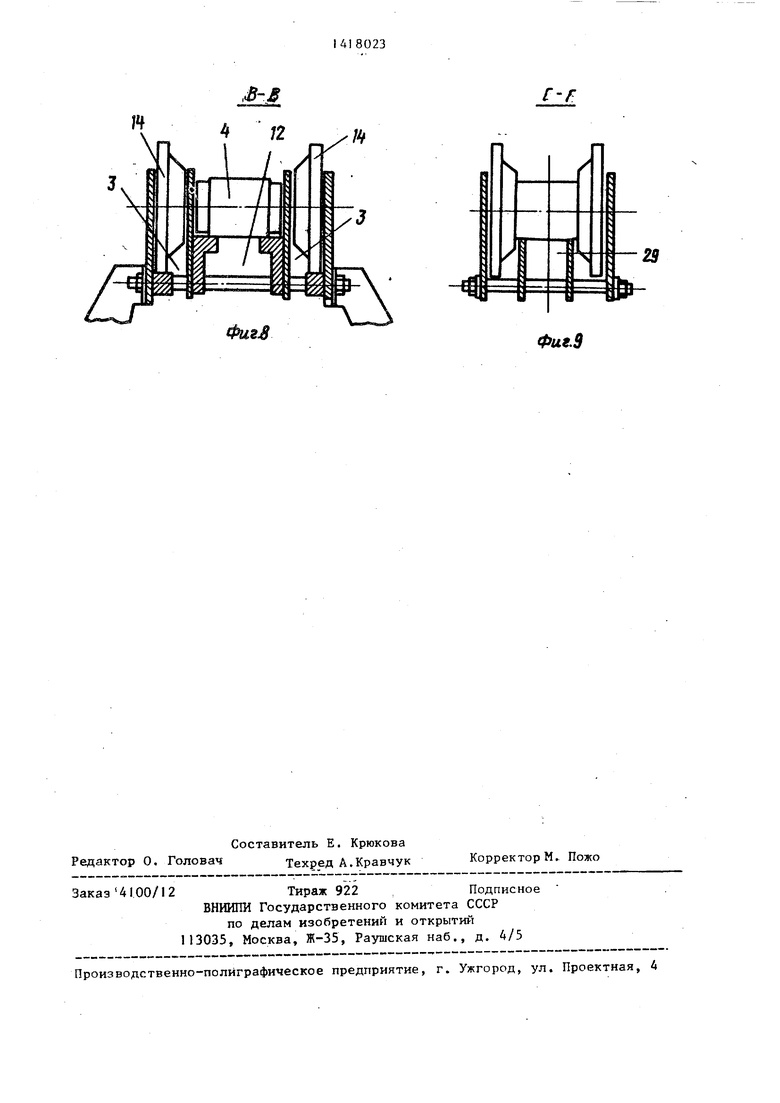
отводной лоток 29 для подачи его на позицию сварки (не показан).
Устройство для сборки под сварку
1 1418023 Изобретение относится к области сварки, а именно к конструкции устройства дЛя сборки под сварку труб с
фланцами..труб с фланцами работает следукщим
Целью изобретения является повы- образом.
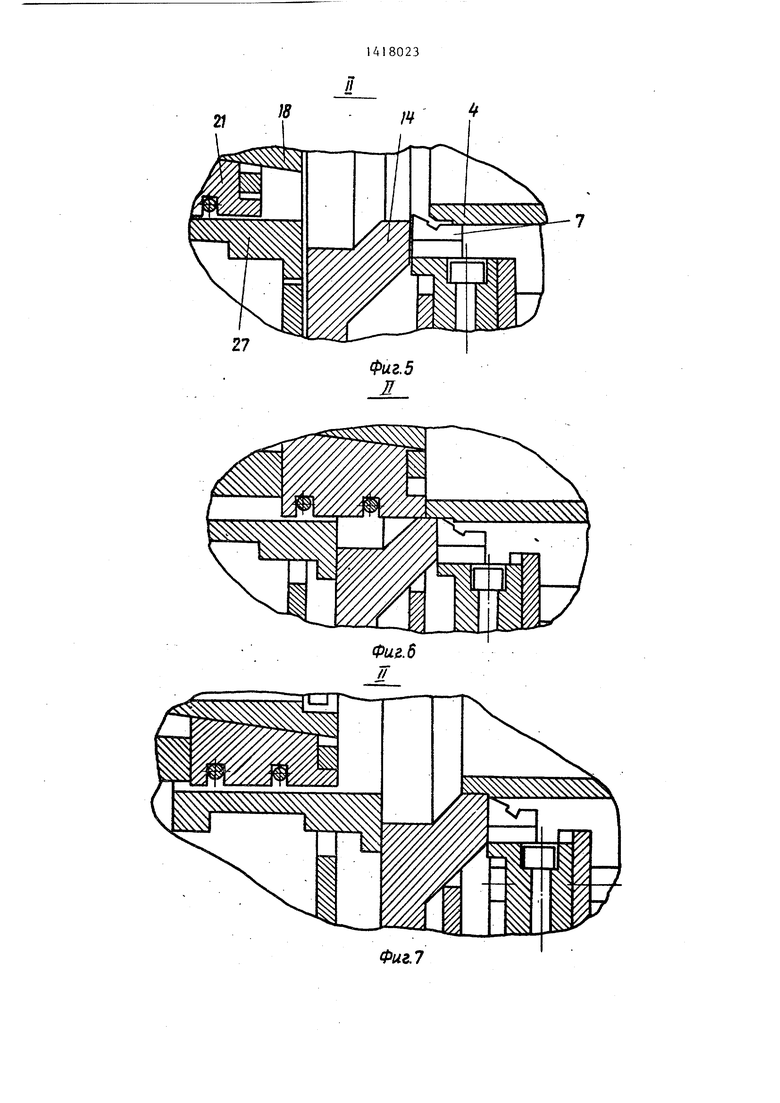
шение производительности путем.точно- В исходном положении втулки 17 сти взаимного базщ)ования труб и фпан- с установленными в них клиновыми оп- цев в процессе сборки.равками 18, в которых размещены утопНа фиг. 1 показано устройство, вид ю ленные пружинньми кольцами 22 цент- сбоку на фиг.2 - разрез А-А на фиг.1 рирующие кулачки, разведены пневмо- на фиг. 3 - разрез Б-Б на фиг. 2; на цилиндрами 16 с траверсами 15 от фиг. 4 - узел I на фиг, 1} на фиг.5- призм в крайнее положение и не пре- узел II на фиг. 4 с собираемыми тру- пятствуют фланцам IA скатываться по бами и фланцами в исходном положении 15 подвижным лоткам 12 на ориентирую- на фиг. 6 - то же, с призмами в про- щке призмы 13. Корпуса б на скалках
5 пружинами 10 разведены друг от друга в крайние положения, а призмы 7 пружинами 9 установлены в верхнее - 20 положение, определенное винтами так, что оси посадочных поверхностей трубы А, установленш,1х на призмы 7, соос- ны осям втулок 17.
Собираемые детали - труба 4 и 25 фланцы J4 раздельно по подвижным лоткам 3 и J 2 скатьгоаются в зону сборки и устанавливаются с ориентированием относительно друг друга соответствен- но на призмах 7 и 13. Пневмоцилиндра- 30 ми 16 с траверсами 15 производится выдвижение втулок 17 из станины 1 вовнутрь фланцев 14, при этом центрирующие кулачки 21 размещаются напротив посадочных отверстий фланцев 35 14, а труба фиксируется от смещений на призмах 7. Пневмоцилиндрами 20 со штоками 19 оправки 18 перемещаются вовнутрь втулок 17, а центрирукхцие кулачки 21, поджимаемые к клиновым варительно устанавливаемым на ориен- 40 поверхностям оправок i8 пружинными тирз ющих призмах 13 фланцев 144 На разрезными кольцами 22, выдвигаются, основании расположены выдвижные с помощью траверсы 15, украпленной на штоке лневмоцилиндра 16, втулки 17, в корпусах которых установлены оптягами 24 и качающимися вокруг осей 25 двуплечими рычагами 26 упорные обоймы .27 перемещаются по наружным
цессе сборки ,, на фиг.7 - то же., .с призмами после сборки; на фиг. 8 - разрез В-В на фиг. 2; на фиг. 9 - разрез Г-Г на фиг, 2.
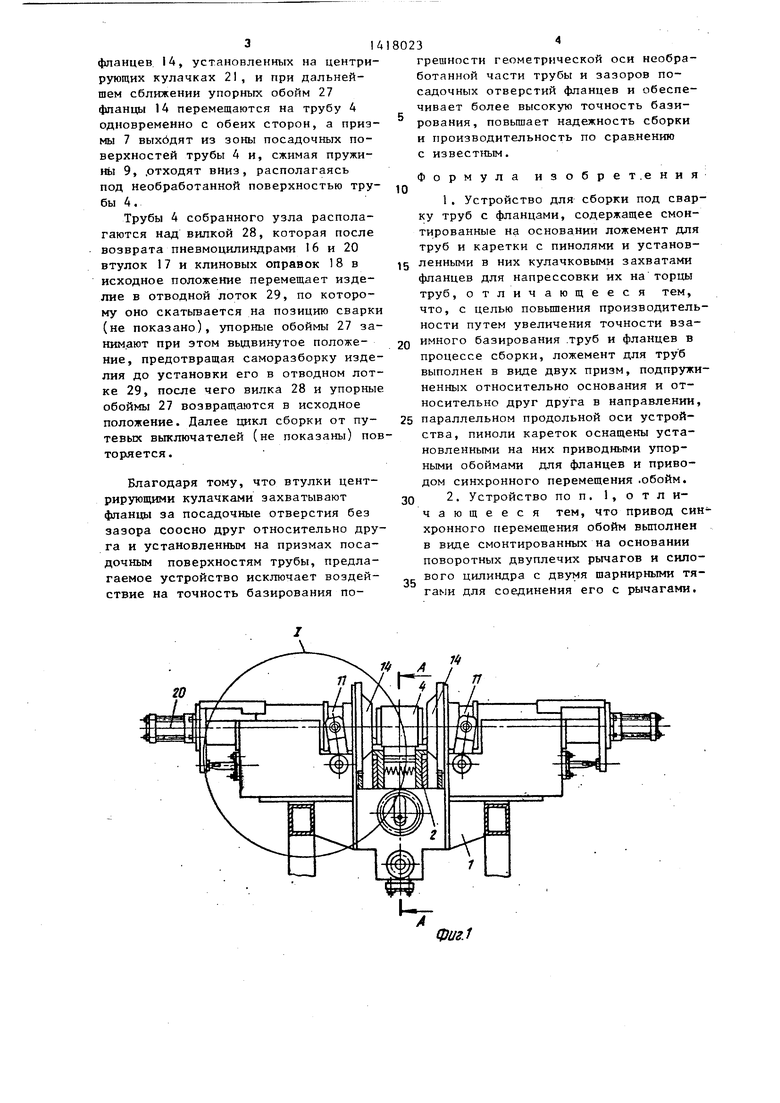
Устройство содержит смонтированный на основании 1 ложемент 2 для установки по подводящему лотку 3 тру- бы 4, состоящий из горизонтально перемещающихся по скалкам 5 корпусов 6, в направляющих которых установлены две призмы 7, отжатые в верхние положения регулировочными винтами 8 и пружинами 9, а корпуса 6 отжаты в крайние положения пружинами 10, Призмы 7 подпружинены относительно основания I пружинами 9 и относительно друг друга пружинами 10 в направлении, параллельном продольной оси устройства, Пиноли 11 кареток размещены по обеим сторонам призм и предназначены для установки по подводящим лоткам 12, предравки 18. Шток 19 соединен с пнев- моцилиндрами 20 и центрирующими кулачками 21 находящихся в пазах втулок 17. Кулачки стянуты разрезными
захватывая фланцы 14 по посадочным отверстиям, выставляя их соосно и поднимая над ориентирующими призма- д5 t™ 13. Приводом 23 с шарнирными
цилиндрическим поверхностям втулок
отводной лоток 29 для подачи его на позицию сварки (не показан).
Устройство для сборки под сварку
3
труб с фланцами работает следукщим
Собираемые детали - труба 4 и 25 фланцы J4 раздельно по подвижным лот кам 3 и J 2 скатьгоаются в зону сборки и устанавливаются с ориентированием относительно друг друга соответствен но на призмах 7 и 13. Пневмоцилиндра 30 ми 16 с траверсами 15 производится выдвижение втулок 17 из станины 1 вовнутрь фланцев 14, при этом центрирующие кулачки 21 размещаются напротив посадочных отверстий фланцев 5 14, а труба фиксируется от смещений на призмах 7. Пневмоцилиндрами 20 со штоками 19 оправки 18 перемещаютс вовнутрь втулок 17, а центрирукхцие кулачки 21, поджимаемые к клиновым 0 поверхностям оправок i8 пружинными разрезными кольцами 22, выдвигаются,
тягами 24 и качающимися вокруг осей 25 двуплечими рычагами 26 упорные обоймы .27 перемещаются по наружным
захватывая фланцы 14 по посадочным отверстиям, выставляя их соосно и поднимая над ориентирующими призма- 5 t™ 13. Приводом 23 с шарнирными
цилиндрическим поверхностям втулок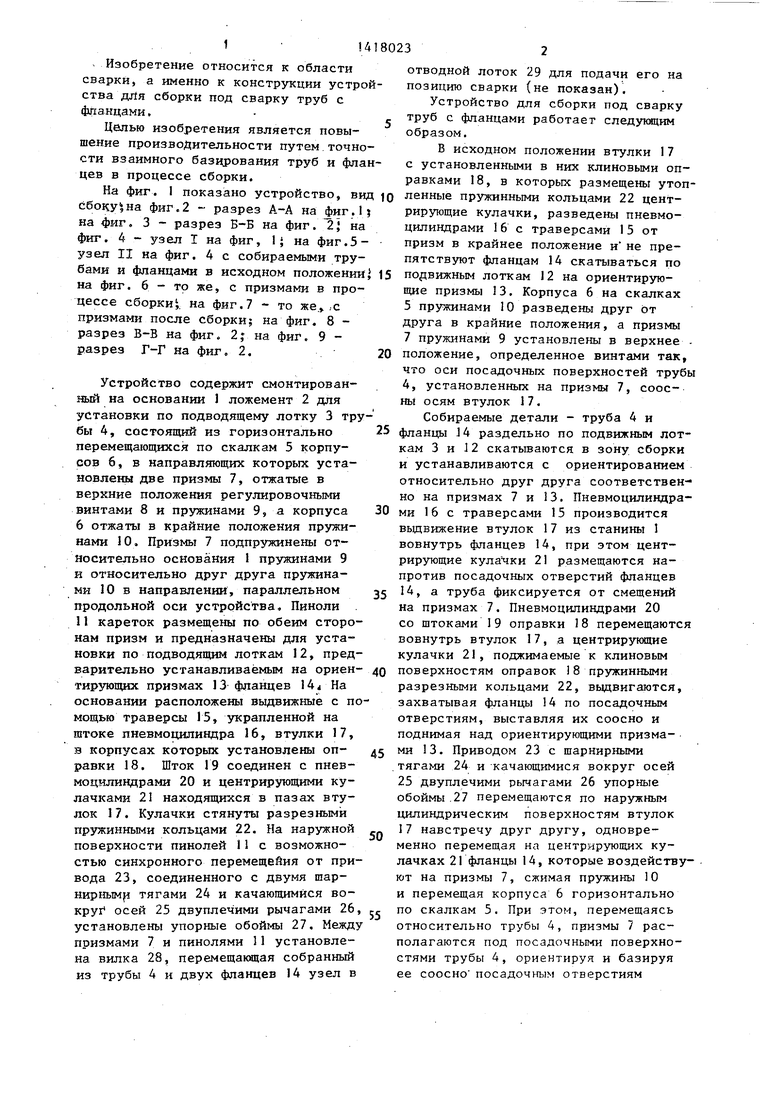
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Устройство для сборки труб различного диаметра под сварку | 1989 |
|
SU1764917A1 |
| Устройство для сборки под сварку труб с фланцами | 1980 |
|
SU925605A1 |
| Устройство для сборки под сварку трубы с фланцем | 1989 |
|
SU1609602A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
| Автомат для установки штырей в цилиндрические детали | 1978 |
|
SU897460A1 |
| Сборочный агрегат | 1979 |
|
SU872177A1 |
| Устройство для сборки под сварку труб с фланцами | 1985 |
|
SU1258669A1 |
| Устройство для гибки труб с индукционным нагревом | 1987 |
|
SU1530286A1 |
| Устройство для сборки под сварку труб с фланцами | 1985 |
|
SU1299760A1 |

пружинньми кольцами 22. На наружной 17 навстречу друг другу, одновре- поверхиости пинолей И с возможностью синхронного перемещейия от привода 23, соединенного с двумя шар- нирным 4 тягами 24 и качающимися во
менно перемещая на центрирующих кулачках 2Гфланцы 14, которые воздейству ют на призмы 7, сжимая пружины 10 и перемещая корпуса 6 горизонтально
круг осей 25 двуплечими рычагами 26, „по скалкам 5. При этом, перемещаясь
установлены упорные обоЙ1-1Ы 27. Междуотносительно трубы 4, призмы 7 распоизмами 7 и пинолями 11 установле-полагаются под посадс5чньпчи поверхнона вилка 28, перемещакицая собранныйстями трубы 4, ориентируя и базируя
из трубы 4 и двух фланцев 14 узел вее соосно посадочным отверстиям
17 навстречу друг другу, одновре-
менно перемещая на центрирующих кулачках 2Гфланцы 14, которые воздействуют на призмы 7, сжимая пружины 10 и перемещая корпуса 6 горизонтально
3,
фланцев 14, установленных на центрирующих кулачках 21, и при дальнейшем сближении упорных обойм 27 фланцы 14 перемещаются на трубу 4 одновременно с обеих сторон, а призмы 7 выхбдят из зоны посадочных поверхностей трубы 4 и, сжимая пружинь 9, .отходят вниз, располагаясь под необработанной поверхностью трубы 4 .
Трубы 4 собранного узла располагаются над вилкой 28, которая после возврата пневмоцилиндрами 16 и 20 втулок 17 и клиновых оправок 18 в исходное положение перемещает изделие в отводной лоток 29, по которому оно скатьгеается на позицию сварки (не показано), упорные обоймы 27 занимают при этом выдвинутое положение, предотвращая саморазборку изделия до установки его в отводном лотке 29, после чего вилка 28 и упорные обоймы 27 возвращаются в исходное положение. Далее цикл сборки от путевых выключателей (не показаны) повторяется.
Благодаря тому, что втулки центрирующими кулачками захватывают фланцы за посадочные отверстия без зазора соосно друг относительно друга и установленным на призмах посадочным поверхностям трубы, предлагаемое устройство исключает воздействие на точность базирования по18023
грешности геометрической оси необработанной части трубы и зазоров посадочных отверстий фланцев и обеспечивает более высокую точность базирования, повьщ1ает надежность сборки и производительность по сравнению с известтам.
Формула изобрет.ения
I. Устройство для сборки под сварку труб с фланцами, содержащее смонтированные на основании ложемеит для труб и каретки с пинолями и установленными в них кулачковыми захватами фланцев для напрессовки их на торцы труб, отличающееся тем, что, с целью повьппения производительности путем увеличения точности взаимного базирования .труб и фланцев в процессе сборки, ложемент для труб выполнен в виде двух призм, подпружиненных относительно основания и относительно друг друга в направлении,
параллельном продольной оси устройства, пиноли кареток оснащены установленными на них приводными упорными обоймами для фланцев и приводом синхронного перемещения .обойм.
гаыи для соединения его с рычагами,
;«
©уг/
27
Фиг.7
Фиг
r-y
Фиг.9
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
