Известны установки для склейки гнутых стекол, состояил1е из профилированной соответственно требуемой кривизне стекла формы, реверсивно перемещающегося по ней подрессоренного прокатного вала и системы нагревателей, теплоизлучением которых интенсифицируется склейка гнутого стекла.
Недостатком указанных установок является отсутствие возможности регулировать давление на отдельных участках -склеиваемых гнутых стекол, в зависимости от их профиля и местной толщины.
Описываемая установка лищена этого недостатка, так как прокатный вал выполнен по длине сборным, состоящим из отдельных подрессоренных секций, снабженных пружиной.
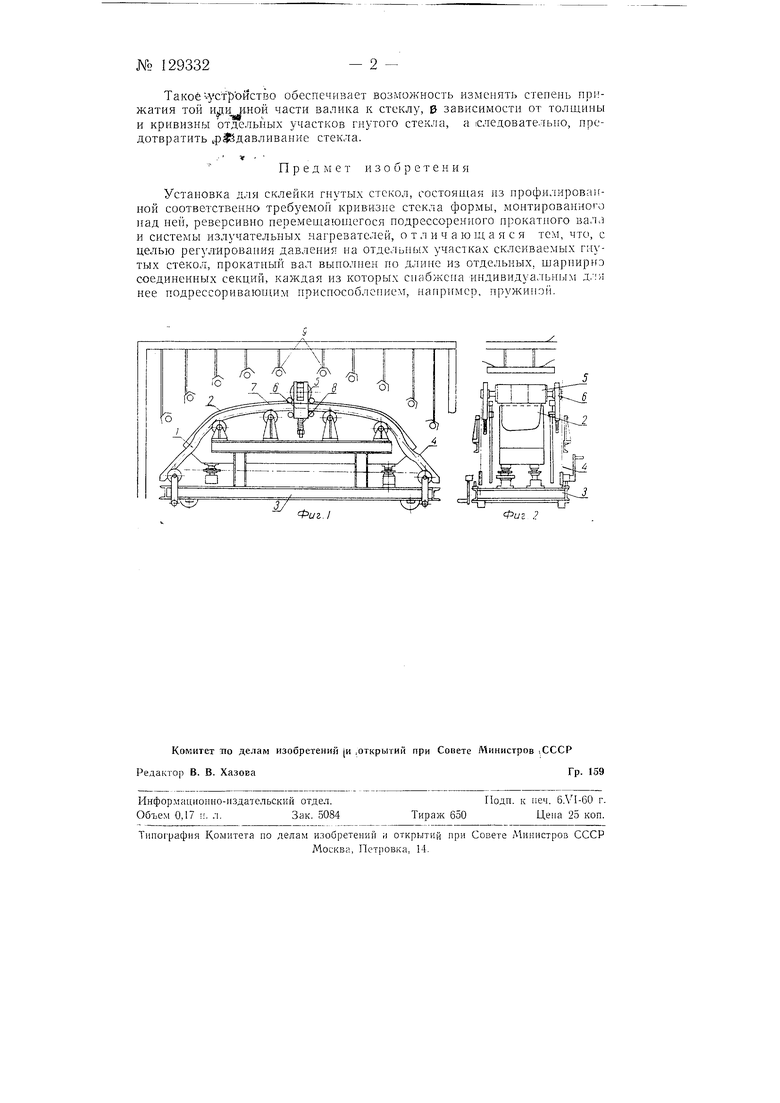
На фиг. 1 показана установка, вид сбоку; на фиг. 2 - та .же установка, вид с торца.
Фор.ма /, кривизна которой соответствует профилю склеиваемого гнутого стекла 2, монтирована на раме 3. Поверхность формы вынолнена ИЗ эластичного амортизирующего материала, например, резины.
По поверхности формы /, посредством бесконечного троса 4, перемещается прокатный валик 5, покрытый многослойным амортизирующи.ч материалом.
Валик укреплен в каретке 6, скользящей по направляющим 7. Прижатие прокатного валика 5 к поверхности стекла осуществляется с помощью нЬдрессоривания, например, пружиной 8. Для интенсификации склейки над формой устроен нагреватель 9.
В целях регулирования давления на отдельных участках прокатываемого гнутого стекла, валик состоит из отдельных щарнирно соединенных секций, на каждую из которых воздействует индивидуальное для нее подрессоривающее приспособление, например, пружина.
Такое-лстройство обеспечивает возможность изменять степень npi;жатия той и,ри иной части валика к стеклу, В зависимости от толщины и кривизны отдельных участков гнутого стекла, а следовательно, предотвратить 1р|Йдавливание стекла.
.
Предмет изобретения
Установка для склейки гнутых стекол, состоящая из профилированной соответственно требуемо кривизне стекла формы, монтированного ад ией, реверсивно перемен1аюи1егося подрессоренного прокат 1ого вала и системы излучатель - Ь1х на -ревателей, о т л и ч а о щ а я с я тем, что, с регулирова ия давления на отдельных участках склеиваемых гнутых стекол, прокатный вал выпол ен по длине из отдельных, щарнирнэ соединенных еекций, каждая из котор х снабжена индив - дуал.ным для нее подрессориваюншм нриснособле н-1ем, , нружн 1эй.
1.Г
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для гнутья листового стекла | 1960 |
|
SU138714A1 |
| Устройство для гнутья листового стекла | 1976 |
|
SU743955A1 |
| УСТАНОВКА ДЛЯ ИЗГИБАНИЯ ЛИСТОВОГО СТЕКЛА | 2014 |
|
RU2550611C1 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛОИЗДЕЛИЙ | 2014 |
|
RU2546693C1 |
| МОЛЛИРОВАНИЕ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2465225C2 |
| Установка для изготовления гнуто-гО зАКАлЕННОгО лиСТОВОгО СТЕКлА | 1979 |
|
SU808388A1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО СТЕКЛА СЛОЖНЫХ КОНФИГУРАЦИЙ | 1998 |
|
RU2162064C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛИРОВАННОГО СТЕКЛА | 1998 |
|
RU2145581C1 |
| Установка для изготовления многослойного стекла | 1983 |
|
SU1147700A1 |
