Станочные линии, s которых обработанные на одном из станков изделия подаются по наклонным лоткам на промежуточный контрольный пункт, после чего они направляются на следующий станок, известны.
Отличительная особенность предлагаемого устройства для контроля изделий, обработанных на бесцентрово-шлифовальном станке станочной линии, состоит в том, что на пути следования изделия по лоткам установлен вращающийся наклонный стол с окном для пропуска одного из изделий, накопленных на лотке механизмом задержки, на контрольный пункт, связанный с автоподналадчиком станка. Такое выполнение устройства обеспечивает автоматический выборочный контроль изделий в станочной линии.
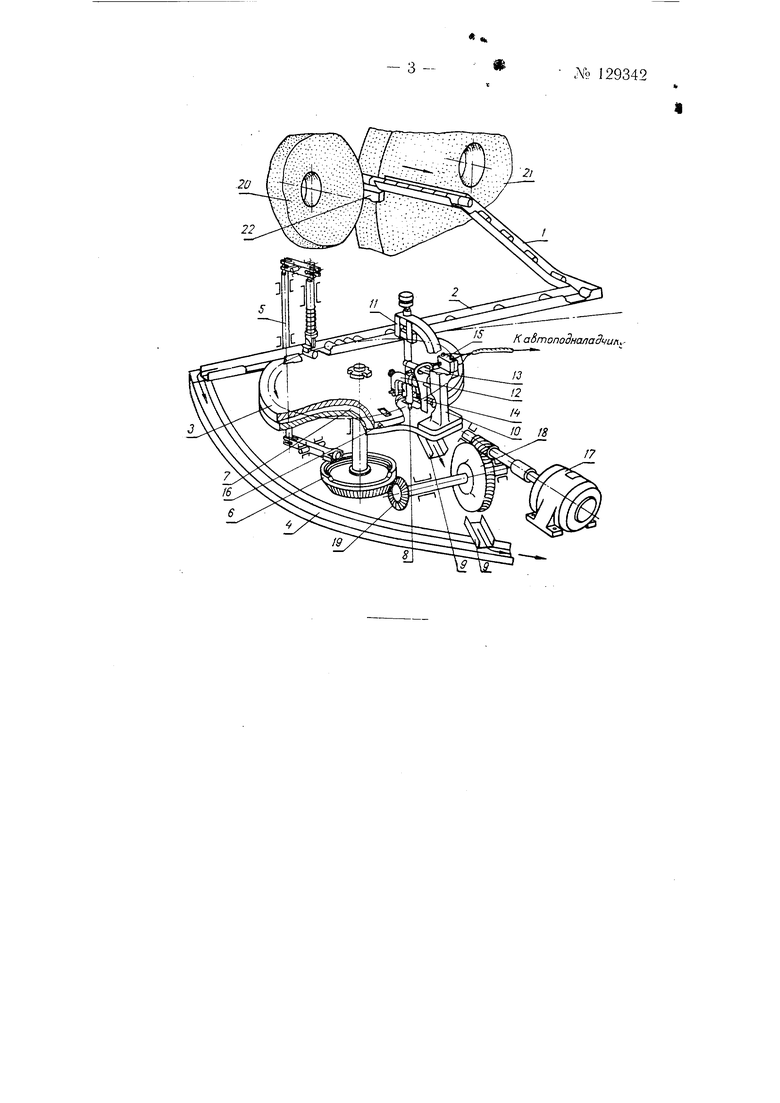
На чертеже дана кинематическая схема описываемого устройства.
Выходящие с бесцентрово-шлифовального станка изделия поступают на наклонный лоток /, на котором они, отрываясь друг от друга, ускоренно скользят вниз. Попав в лоток 2, который наклонен к гори зонту под меньщим углом, чем лоток 1, пзделия начинают катиться и подаются на вращающийся стол 3, имеющий тот же наклон к горизонту, что и лоток 2. Катясь по вращающемуся столу 3, нзделия попада.ют снова на лоток .2 и с него падают на лоток 4 которьп подводит их к следующему станку станочно линии. Для обеспечения выборочного контроля при различной ироизводительност станка, предусмотрен механизм 5 задержки изделий у того места, где они с лотка 2 переходят на вращающийся стол 3.
Л 129342
Стол 3 имеет одно окно, в которое западает одно из задержанных механизмом 5 изделий нри прохождении окна под изделиями- Механизмом 5 задержка изделий нроизводится от кулака 6, воздействующего на одно плечо коромысла, второе плечо которого несет подпружиненный упор для изделий.
После прахождения окном стола 3 участка, находящегося в пределах лотка 5, механизм 5 задержки деталей отводится в верхнее положение, а накопйвщиеся перед ним изделия катятся по вращающемуся столу 3 и лотку 2 в лоток 4. Изделие, попавшее в окно стола 3, катится но неподвижной плите 7 на ко)1трольный пункт 8, а затем после проверки падает через окно в плите 7 на лоток 9, по которому оно попадает на лоток 4. Если размер изделия выходит за пределы, установленные измерительными органами контрольного пункта 8. то изделие отклоняет подвешенный к кронштейну 10 па двух плоских пружинах // контактный винт и освобождает находлн1,ийся с ннм в зацеплении рычаг 12. Последний свободно сидит на оси 13 и под действием пружины 14 поворачивается по часовой стрелке и иажимает на шток микропереключателя 15, включаюшего цепь автоподналадчика. Возврат рычага 12 в исходные положения осуществляется столол при помощи упора 16.
Привод устройства осуществляется от электродвигателя 17 через червячный редуктор 18 и коническую пару 19.
Ведущий круг бесцентрово-шлифовального станка обозначен цифрой 2G. рабочий круг - 21 и опорный нож - 22.
Предмет изобретения
1. Устройство для контроля изделий после их обработки на бесцентрово-шлифовальном станке станочной линии с использованием наклонных лотков для подачи изделий на контрольный пункт и следуюшнй станок, отличающееся тем, что, с целью обеспечения автоматического выборочного контроля, па пути следования изделий по наклониьш ло1кам установлен наклонный вращающийся стол с окном для пропуска одного из накапливаемых на лотке механизмом задержки изделий на контрольный пункт, связанный с автоподналадчиком станка.
2- Устройство по п. 1, отличающееся тем, что механизм задержки изделий на лотке вынолнен в виде подпружиненного упора, подвешенного к одному плечу коромысла, второе плечо которого находится иод БО.чдействием кулака.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1988 |
|
SU1583257A1 |
| Устройство для загрузки и выгрузки деталей для бесцентрово-шлифовального станка | 1983 |
|
SU1159759A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2113334C1 |
| УСТАНОВКА ДЛЯ РАСКРЯЖЕВКИ ХЛЫСТОВ | 1994 |
|
RU2074812C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ДЕРЕВЯННЫХ КАБЛУКОВ | 1932 |
|
SU37317A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1934 |
|
SU40133A1 |
| Станок для шлифования эластичного покрытия нажимных валиков прядильных машин | 1960 |
|
SU141068A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Станок круглошлифовальный бесцентровый для обработки малогабаритных деталей | 1981 |
|
SU1065149A1 |
| Загрузочное устройство для подачи в бесцентрово-шлифовальный станок | 1990 |
|
SU1745504A1 |