10
15
25
11342550
Изобретение относится к автоматическому управлении прокатными стана- ми, в частности сортовыми, с закрытыми калибрами и может быть использова- но для момента выхода торца раската из очага деформации обжимной клети. Цель изобретения - улучшение качества управления и повышение информативности устройства.
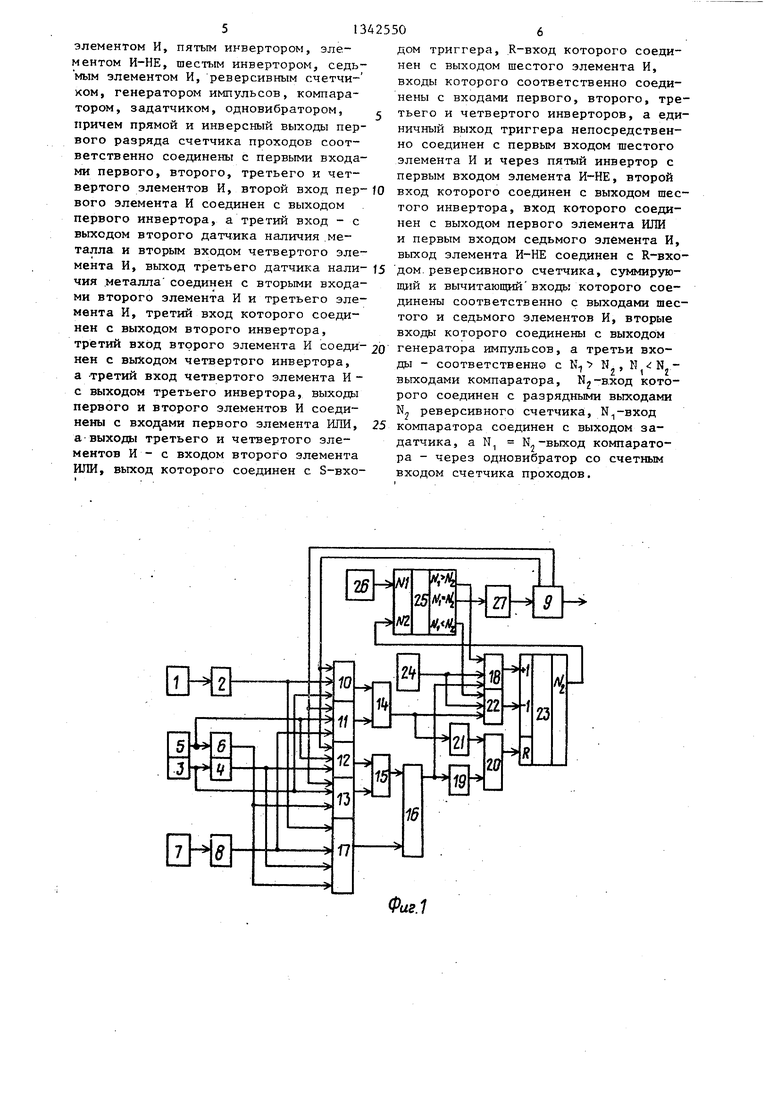
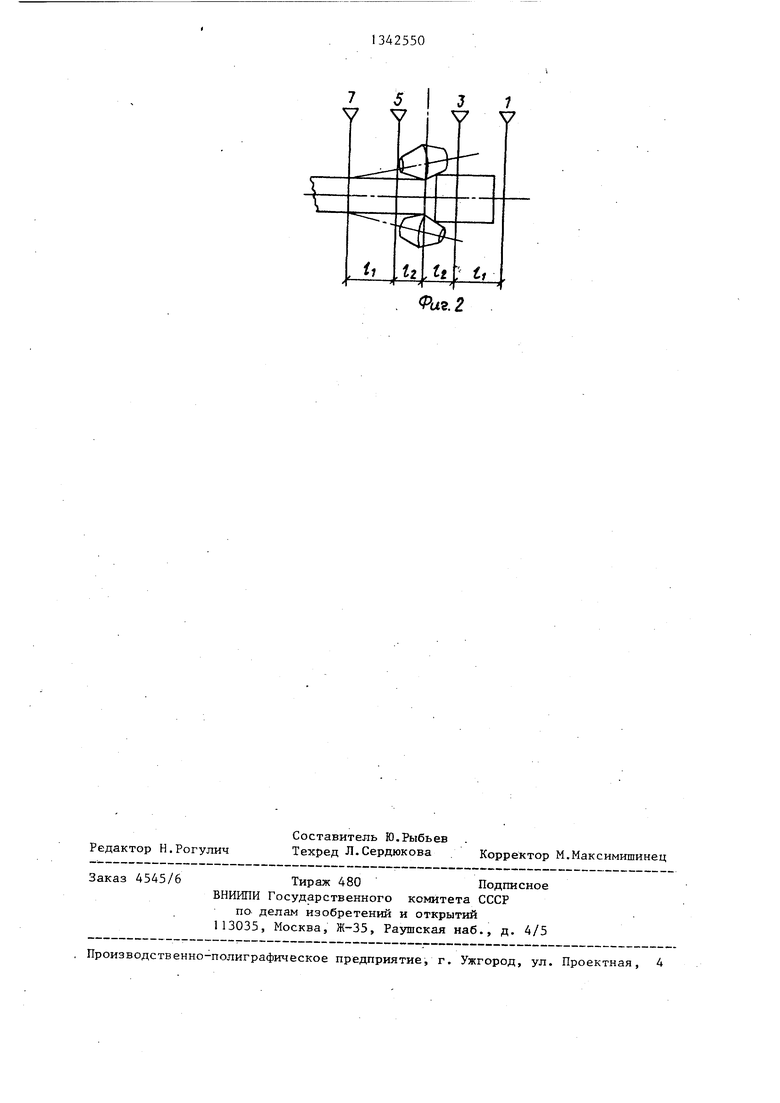
На фиг.1 приведена блок-схема уст-. ройства; на фиг.2 - схема технологии прокатки с указанием месторасположения датчиков наличия металла.
Устройство определения момента выхода торца раската из очага деформации обжимной клети содержит первый датчик 1 наличия металла, соединен- по выходу с входом первого инвертора 2, второй датчик 3 наличия ме- 20 талла, соединенный по выходу с входом второго инвертора 4, третий датчик 5; наличия металла, соединенный по выходу,с входом третьего инвертора 6, четвертый датчик 7 наличия металла, соединенный по выходу с входом четвертого инвертора 8. Прямой и инверсный выходы первого разряда счетчика 9 проходов соответственно соединены с первыми входами первого 10, второго И, третьего 12 и четвертого 13 элементов И. Второй вход первого элемента И 10 соединен с выходом первого инвертора 2, а третий вход - с выходом второго датчика 3 наличия металла и вторым входом четвертого элемента И 13. Выход третьего датчика 5 наличия металла соеди- йен с вторыми входами второго 11 и третьего 12 элементов И, третий вход второго элемента И 11 соединен с выходом четвертого инвертора 8, а третий вход четвертого элемента И 13 - с выходом третьего инвертора 6, выхо- pjji первого 10, второго 11 элементов И соединены с входами первого элемента ИЛИ 14, а выходы третьего 12 и четвертого 14 элементов И - с входом второго элемента ИЛИ 15, выход которого соединен с S-входом триггера 16, R-вход которого соединен с выходом шестого элемента И 17, входы которого соединены с входами первого 2, второго 4, третьего 6 .и четвертого 8 инверторов. Единичный выход триггера 16 непосредственно соединен с первым входом шестого элемента И 18 и через пятый инвертор 19 с первым входом элемента И-НЕ 20, второй вход которо30
40
50
55
35
45
го то х вы вх ми с м т н с к н
л
.в
2
в и л
0
5
5
0
0
0
0
55
5
45
го соединен с рыходом шестаго инвертора 21, вход которого соединен с выходом первого элемента ИЛИ 14 и первым входом седьмого элемента И 22. Выход элемента И-НЕ 20 соединен с R- входом реверсивного счетчика 23, суммирующий и вычитающий входы которого соединены с соответствующими выходами шестого 18 и седьмого 22 элементов И, вторые входы которых соединены с выходами генератора 24 импульсов, а третьи входы - соответственно с N, 7 , N К -входами компаратора 25, N2-вxoд которого соединен с раз- рядньми выходами реверсивного счетчика 23, N,-вход компаратора 25 соединен с выходом задатчика 26, а N, N -выход его через одновибратор 27 - со счетньш входом счетчика 9 проходов.
Все блоки и узлы устройства можно выполнить как на специализированных элементах, так и на стандартных элементах вычислительной техники.
В качестве датчиков наличия металлов можно использовать, например, фотоэлектри ческие датчики типа ФРСУ.
Устройство работает следующим образом.
В начале цикла прокатки, когда первый раскат проходит к валкам, прокатные валки вращаются в направлении прокатки вперед. Раскат, передней кромкой последовательно пересекает зоны действия датчиков 1, 3,5 и 7 наличия металла (фиг.2), установлен- ньпс перед клетью и за нею на определенном расстоянии так, что Расстояния между датчиками 1 и 3, 5 и 7 и расстояния от датчиков 3 и 5 до окончания очага деформации отличаются друг от друга на постоянную .величину il 1, - 1.
При выходе задней кромки раската из поля действия датчика 1 наличия металла на выходе первого инвертора. 2 формируется сигнал. При выходе задней кромки раската из зоны действия датчика 3 наличия металла на выходе второго инвертора 4 формируется сигнал. .
При задаче раската назад в момент выхода задней кромки его из зоны действия датчиков 5 и 7 на выходах соответственно третьего 6 и четвертого 8 инверторов формируются сигналы управления .
Направление прокатки определяется по прямому и инверсному выходу первого разряда счетчика 9 проходов. Если инверсный выход первого разряда счетчика 9 проходов имеет уровень логической единицы, прокатка идет вперед Если прямой выход первого разряда счетчика 9 проходов имеет уровень логической единицы, прокатка идет назад.
В момент прохождения задней кромкой раската мимо первого 1 и второго 3 датчиков наличия металла при прокатке вперед на выходе первого эле- мента И 10 формируется сигнал, а при прохождении задней кромкой раската зон действия четвертого датчика 5 наличия металла при прокатке назад на выходе второго элемента И 11 появляется сигнал.
При прохождении задней кромкой раската мимо второго датчика 3 наличия металла или мимо третьего датчика 5 наличия металла в зависимости от направления прокатки на выходах третьего 12 и четвертого 13 элементов И формируется сигнал. Интервал прохождения заднего торца раската зон действия первого 1 и второго 3 датчиков фиксируется сигналом на выходе первого элемента ИЛИ 14.
Сигналы с выходов третьего 12 и четвертого 13 элементов И поступают через второй элемент ИЛИ 15. Этот сигнал устанавливает триггер 16 в единичное состояние, подготавливая устройство.
Триггер 16 сбрасывается в О выходным сигналом пятого элемента И 17 при отводе раската из зон действия датчиков 1, 3, 5 и 7. Сигнал с единичного выхода триггера 16 подготовляет шестой элемент И 18 и через пятый инвертор 19 поступает на первый вход элемента И-НЕ 20. Сигнал с выхода первого элемента ИЛИ 14 через шестой инвертор 21 и седьмой элемент И 22 подготавливает реверсивный счетчик 23 к приему импульсов от генератора 24 импульсов. Поступление импульсов от генератора 24 на. суммирующий или на вычитающий вход реверсивного счетчика 23 определяется наличием сигнала на одном из выходов
N,7
N или
N,
N,; компаратора 25. Если величина N, , заданная задатчиком 26, больше величины отсчитанной реверсивным счетчиком, через шестой
Ш
t5
20
25
0
5
0
5
0
5
элемент И I8 на суммирующий вход реверсивного счетчика 23 поступают импульсы от генератора 24 импульсов и, наоборот, импульсы поступают на вычитающий вход реверсивного счетчика 23 через седьмой элемент И 22.
Когда величины N, и Nj сравняются, на N N -выходе компаратора появляется сигнал, по которому одновибра- тор 27 запускает счетчик 9 проходов на очередной проход.
Задатчиком 26 устанавливается величина времени, равная прохождением раскатом разности расстояния л1 1, - lo и уточняется при настройке и в процессе эксплуатации.
Реверсивным счетчиком 23 сначала определяется время прохождения раскатом расстояния от первого датчика 1 до второго датчика 3 наличия металла при прокатке вперед или от четвертого датчика 7 до третьего датчика 5 при прокатке назад. Время определяется числом импульсов t , N/fg . Момент выхода торца раската из очага деформации клети определяется вычитанием времени, установленного задатчиком 26, от отсчитанного времени t, . Использование данного устройства позволяет улучшить качество управления процессом прокатки за счет уточнения циклов прокатки, достоверности и информативности выхода раската из клети, расширить область применения для прокатных станов всех классов, включая реверсивные.
Формула изобретения
Устройство для определения момента выхода торца раската из очага деформации обжимной клети, содержащее первый датчик наличия металла, выход которого соединен с входом первого инвертор а, второй датчик наличия металла, выход которого соединен с входом второго инвертора, третий датчик наличия металла, выход которого соединен с входом третьего инвертора, четвертый датчик наличия металла, выход которого соединен с входом четвертого инвертора, первый, второй, третий и четвертый элементы И, первый и второй элементы ИЛИ, триггер, отличающееся тем, что, с целью улучшения качества управления и повышения информативности устройства, оно снабжено счетчиком проходов, пятым элементом И, шестым
элементом И, пятым инвертором, элементом И-НЕ, шестым инвертором, седь- мым элементом И, реверсивным счетчи- ком, генератором импульсов, компаратором, задатчиком, одновибратором, причем прямой и инверсный выходы первого разряда счетчика проходов соответственно соединены с первыми входами первого, второго, третьего и четвертого элементов И, второй вход первого элемента И соединен с выходом первого инвертора, а третий вход - с выходом второго датчика наличия .металла и вторым входом четвертого элемента И, выход третьего датчика нали- чия .металла соединен с вторыми входами второго элемента И и третьего элемента И, третий вход которого соединен с выходом второго инвертора, третий вход второго элемента И соеди- нен с выходом четвертого инвертора, а -третий вход четвертого элемента И - с выходом третьего инвертора, выходы первого и второго элементов И соединены с входами первого элемента ИЛИ, а-выходы третьего и четвертого элементов И - с входом второго элемента ИЛИ, выход которого соединен с S-входом триггера, R-вход которого соединен с выходом шестого элемента И, входы которого соответственно соединены с входами первого, второго, третьего и четвертого инверторов, а единичный выход триггера непосредственно соединен с первым входом шестого элемента И и через пятый инвертор с первым входом элемента И-НЕ, второй вход которого соединен с выходом шестого инвертора, вход которого соединен с выходом первого элемента ИЛИ и первым входом седьмого элемента И, выход элемента И-НЕ соединен с R-BXO- дом. реверсивного счетчика, суммирующий и вычитающий входы которого соединены соответственно с выходами шестого и седьмого элементов И, вторые входы которого соединены с выходом генератора импульсов, а третьи входы - соответственно с N, N, выходами компаратора, рого соединен с разрядными выходами N реверсивного счетчика;, N -вход компаратора соединен с выходом за- датчика, а N N -выход компаратора - через одновибратор со счетным входом счетчика проходов.
. 2,V М2-в.ход котоРедактор Н.Рогулич
Составитель Ю.Рыбьев Техред Л.Сердюкова
4545/6
Тираж 480Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская иаб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ра9.2
Корректор М.Максимишинец
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения этапов прокатки | 1988 |
|
SU1533796A2 |
| Устройство для определения этапов прокатки | 1986 |
|
SU1340850A2 |
| Формирователь циклов многопроходной прокатки | 1987 |
|
SU1437122A2 |
| Устройство для определения этапов прокатки | 1982 |
|
SU1057133A2 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| Способ центрирования полосы преимущественно на реверсивном толстолистовом прокатном стане и устройство для его осуществления | 1987 |
|
SU1423209A1 |
| Устройство определения текущих координат металла на реверсивном прокатном стане горячей прокатки | 1977 |
|
SU686793A1 |
| Устройство контроля положения металла в клети прокатного стана | 1981 |
|
SU986529A1 |
| Система программного управления механизмами установки валков обжимной клети винтовой прокатки | 1987 |
|
SU1537340A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
Изобретение относится к автоматическому управлению прокатными станами, в частности сортовыми, с закрытыми калибрами и может быть использовано для определения момента выхода торца раската из очага деформации обжимной клети. Цель изобретения - улучшение качества управления и повышение информативности устройства, достигается путем учета в процессе прокатки скорости, величины деформации и вытяжки раската. 2 ил.
| Устройство для определения момента окончания цикла прокатки | 1982 |
|
SU1058651A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для определения этапов прокатки | 1978 |
|
SU778840A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
