Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления гнутых гофрированных профилей преимущественно с защитными покрытиями.
Цель изобретения - упрощение конструкции и повышение качества профилей за счет исключения продольного изгиба и обеспечение оптимального скоростного режима в калибрах.
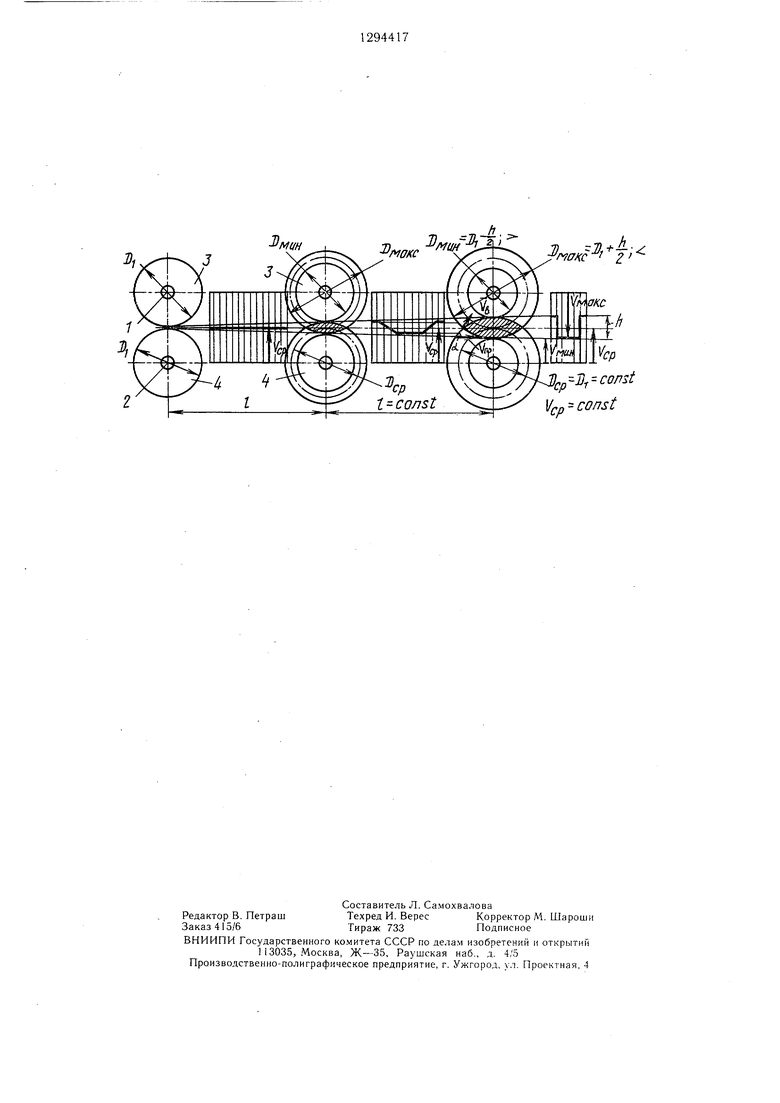
На чертеже приведена схема валков.
Профилегибочный стан содержит ряд последовательно установленных клетей, содержащих установленные на приводных валах 1 и 2 один над другим формующ.ие валки 3 и 4. Оси валков 1 и 3 установлены в двух параллельных плоскостях. Основные диаметры валков 3 и 4 в каждой клети равны друг другу. В каждой последующей клети основные диаметры валков 3 и 4 уменьщены на половину высоты приращения калибра этой клети, а взаимодействующие с ними диаметры валков соответственно 4 и 3 увеличены на такую же величину.
Приращение калибра в каждой клети обеспечивается одновременным уменьшением и увеличением взаимодействующих диаметров валков на величину, равную половине приращения высоты калибра,
Омакс О1+-|-;
,
где DI - диаметр валков задающей клети;
h - высота калибра.
При симметричной подгибке профиля относительно его средней плоскости обеспечивается пропорциональность силовых и скоростных режимов на верхней и нижней частях профиля.
Скорость перемещения формуемого профиля определяется не линейной скоростью основных диаметров (минимальных), а близкой к линейной скорости максимальных диаметров, т. е. при симметричной подгибке - скоростью средних) диаметров валков Vci, на которых обеспечивается равенство скоростей обоих валков и, соответственно, меньщая пробуксовка и большее тяговое усилие. Стан при равенстве скоростей вращения валков в клетях обеспечивает постоянство средней скорости Vcp const (Dcp const).
При меньшем изменении диаметров валков относительно диаметров задающей клети обеспечивается меньший более оптимальный угол а между векторами скоростей про- филя Vnp и валковУв при входе в калибр и на выходе, что также указывает на снижение пробуксовки и вероятности повреждения поверхности профиля.
Таким образом, предлагаемый стан по сравнению с известным имеет более простую конструкцию клетей за счет исключения узлов смещения валов и узла синхронизации смещения, обеспечивает более оптимальный скоростной режим как по дли-- не стана, так и в калибрах валков, имеет 5 более оптимальные габаритно-весовые характеристики валков. При этом обеспечивается прямолинейность линии профилирования по длине стана при постоянстве межклетевых расстояний и расстояний между валами верхних и нижних валков. 0 Указанные преимущества при более простой конструкции стана обеспечивают повышение точности геометрических размеров, в частности продольный изгиб, и уменьшение степени повреждения поверхности профиля.
Формула изобретения
Профилегибочный стан для производства гнутых гофрированных профилей преимущественно с защитным покрытием, содержащий ряд последовательно установленных рабочих клетей с верхними и нижними валами, на которых установлены образующие калибры валки, выполненные с равными основными диаметрами в каждой клети, уменьj шенными на равную величину в последующих клетях, при этом расстояние между осями верхнего и нижнего валков равно полусумме основного и максимального диаметров, отличающийся тем, что, с целью упрощения конструкции и повышения качест0 ва профилей за счет исключения продольного изгиба и обеспечения оптимального скоростного режима в калибрах, уменьшение основных диаметров валков в каждой последующей клети равно половине приращения высоты калибра соответствующей клети, максимальные диаметры валков выполнены увеличивающимися на эту же величину, а оси верхних и нижних валков расположены в двух параллельных плоскостях.
5
M,J/
-пЛЛ лг - / const
Мер const
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030943C1 |
| Профилегибочный стан | 1979 |
|
SU880554A1 |
| Профилегибочный стан | 1980 |
|
SU925475A1 |
| Профилегибочный стан | 1980 |
|
SU942848A1 |
| СПОСОБ М.Е. ДОКТОРОВА ИЗГОТОВЛЕНИЯ ГНУТЫХ ГОФРИРОВАННЫХ ПРОФИЛЕЙ С ДОПОЛНИТЕЛЬНЫМИ ГОФРАМИ НА ГОРИЗОНТАЛЬНЫХ СТЕНКАХ ОСНОВНЫХ ГОФРОВ И НА ГОРИЗОНТАЛЬНЫХ МЕЖГОФРОВЫХ УЧАСТКАХ | 1992 |
|
RU2048226C1 |
| Профилегибочный стан | 1978 |
|
SU764778A1 |
| Профилегибочный стан | 1988 |
|
SU1569051A1 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления гнутых гофрированных профилей преимущественно с защитными покрытиями. Цель изобретения - упрощение конструкции и повыщение качества профилей за счет исключения продольного изгиба. Профилегибочный стан содержит ряд клетей с установленными один над другим валками. Оси валков установлены в двух параллельных плоскостях. Основные диаметры валков в каждой клети равны друг другу. В каждой последующей клети основные диаметры валков уменьще- ны на половину приращения высоты калибра этой клети, а взаимодействующие с ними диаметры валков соответственно увеличены на эту же величину. При этом повышается точность геометрических размеров, в частности продольный изгиб, и уменьшается степень повреждения поверхности профиля. 1 ил. N3 СО iU
| Профилегибочный стан | 1982 |
|
SU1097409A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
