Изобретение относится к обработке металлов резанием, в частности касается обработки деталей типа болтов, винтов, шпилек, имеющих на резьбовой части отверстие под шплинт. Цель изобретения - повышение производительности и упрощение способа обработки.
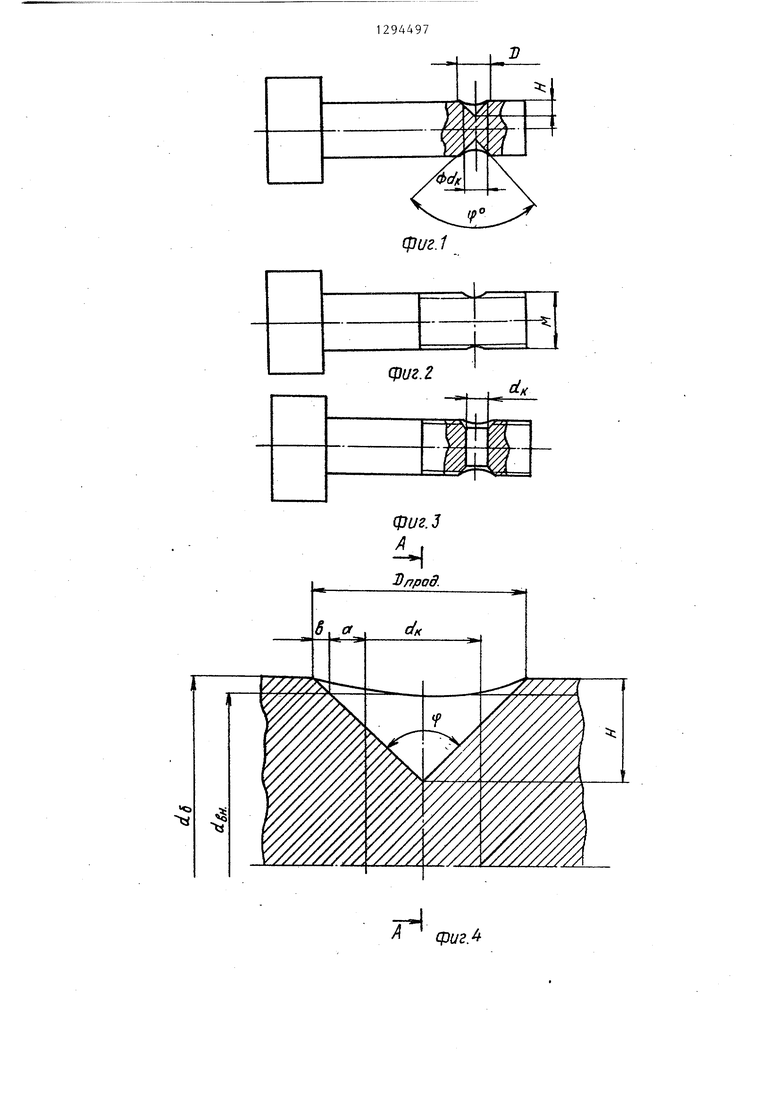
На фиг. 1 изображена схема реализации способа сверления на первом пере- ходе; на фиг. 2 - накатывание резьбы; на фиг. 3 - сверление на втором переходе; на фиг. 4 - расчетная схема для определения диаметра засвер- ловки в продольном сечении болта; на фиг. 5 - разрез А-А на фиг. 4.
На первом переходе с двух диаметрально противоположных сторон детали производят засверловку отверстия диаметром D на глубину Н, исключакицую пересечение отверстия d с внутрен- ним диаметром накатываемой резьбы. Затем накатьтают резьбу М и, наконец на втором переходе сверления производят обработку отверстия d..no засвер-
лоВке, выполненной на первом переходе.
Засверловка детали представляет собой пересечение двух геометрических тел - конуса и цилиндра, позтому отверстие в виде эллипса имеет разные
про8
размеры: в пр.одольном сечении - D, и в поперечном сечении - . Размер D должен быть таким, чтобы исключить пересечение поверхностей внутреннего диаметра резьбы d.- и отверсвн
тия под шплинт dx. Исходя из этого условия, размер D в продольном сечении равен
d,. + 2а + 2в, сечении
35
i
В поперечном
Способ обработки деталей типа болтов, при котором сверлят отверстие под шплинт, после чего осуществляют накатывание резьбы, о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности и упрощения способа обработки, сверление отверстия под шплинт осуществляют в два перехода, между которыми накатьшают резьбу, причем на первом переходе вьтолняют засверловку отверстия в детали с двух диаметрально противоположных сторон с диаметром в поперечном сечении, который определяют по формуле
0.„ d.. + (dc -d)tgf/2 + 1, отверстия под
где
пит
d
40
D
где
поп
d
d.
2а + 2в
d к - (dp - диаметр
шплинт; диаметр
а
вч
- Ei-I- id
болта под накатку резьбы;
внутренний диаметр накатываемой резьбы угол при вершине ко«уса, образованного в результате засверловки,
а на втором переходе осуществляют 10/9 v окончательное сверление отверстия
С Н Чу , л ВА-
.-. ггг гг itTi I rr-fffttm
диаметр отверстия под шплинт; 0,5 мм - величина, гарантирующая непересечение поверхностей , и d , где d„„, - внутренний диаметр накатываемой резьбы
e
Ч 50 под шплинт.
где угол при вершине конуса, образованного в результате за- сверловки, а - диаметр болта под накатку
резьбы.
Так как размер D в поперечном сечении меньше, чем в продольном при оной и той же глубине засверловки Н, то достаточно выдержать условие непересечения поверхностей d и d в поперечном сечении, т.е. обеспечить размер
D.
d -«-(dp - d.H ) tgip/2 -I- 1.
10 5
,
20
25
.
30
35
В результате такой обработки не образуется заусенец на резьбовой поверхности, что упрощает способ обработки деталей типа болтов с отверстием под шплинт.
Формула из об р е т е Н и я
Способ обработки деталей типа болтов, при котором сверлят отверстие под шплинт, после чего осуществляют накатывание резьбы, о т л и ч а ю- щ и и с я тем, что, с целью повышения производительности и упрощения способа обработки, сверление отверстия под шплинт осуществляют в два перехода, между которыми накатьшают резьбу, причем на первом переходе вьтолняют засверловку отверстия в детали с двух диаметрально противоположных сторон с диаметром в поперечном сечении, который определяют по формуле
0.„ d.. + (dc -d)tgf/2 + 1, отверстия под
где
пит
d
40
d к - (dp - диаметр
шплинт; диаметр
болта под накатку резьбы;
e
Ч
-.-. ггг гг itTi I rr-fffttm
50 под шплинт.
фиг.1
фиг. 2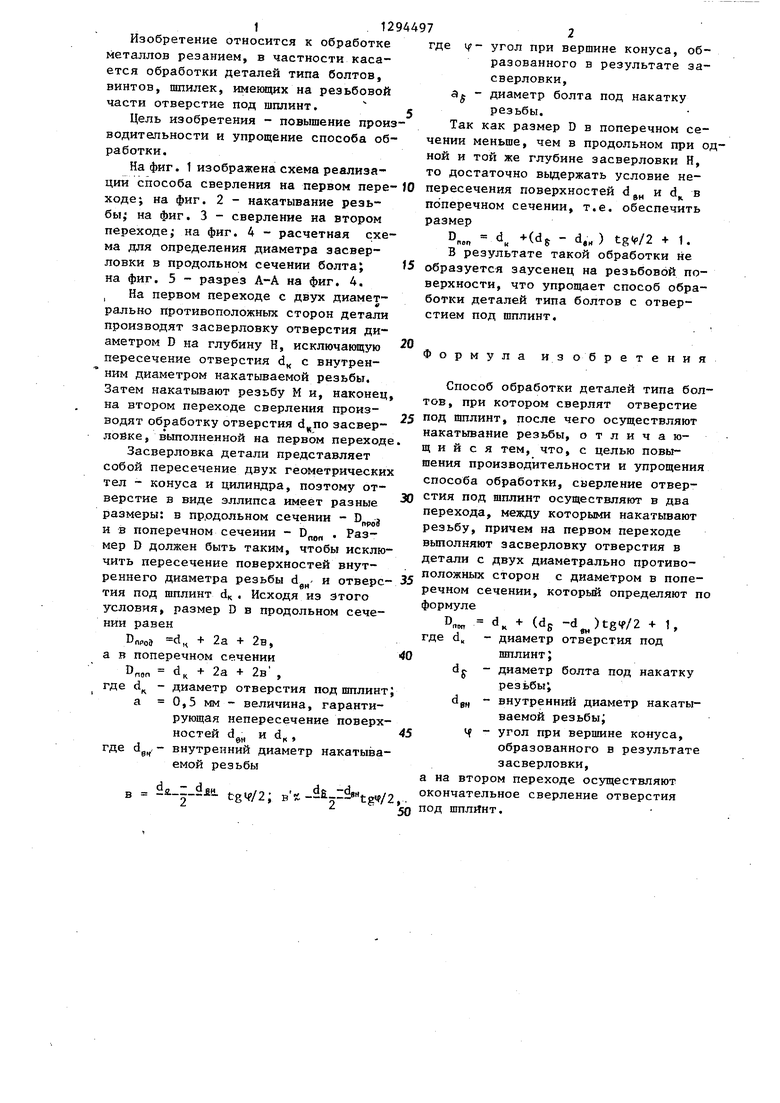
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления наружной резьбы | 1987 |
|
SU1488089A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Бесстружечный метчик адаптивного действия | 1986 |
|
SU1331605A1 |
| Устройство для накатывания профильных канавок | 1980 |
|
SU980906A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ МЕТАЛЛИЧЕСКОЙ КРЕПЁЖНОЙ ДЕТАЛИ В ВИДЕ ШТИФТА И МЕТАЛЛИЧЕСКИЙ ШУРУП | 2014 |
|
RU2660477C2 |
| РЕЗЬБОНАРЕЗНАЯ ГАЙКА, ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГАЙКИ И РЕЗЬБОВОЕ СОЕДИНЕНИЕ ГАЙКИ И БОЛТА | 2011 |
|
RU2572775C2 |
| Способ накатки резьбы | 1956 |
|
SU593791A1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
Изобретение относится к области обработки металлов резанием, в частности кас ается обработки деталей типа болтов, винтов, шпилек, имеющих на резьбовой части отверстие под шплинт. Целью изобретения является повьшение производительности и упрощение способа обработки. На первом переходе способа обработки осуществляют засверловку отверстия на глубину Н, исключающую пересечение диаметра отверстия под шплинт внутренним диаметром накатываемой резьбы d g. Засверловка детали представляет собой пересечение двух геометрических тел - конуса и цилиндра, поэтому отверстие получится эллипсообразным. При одной и той же глубине засверлов- ки диаметр полученного отверстия в поперечном сечении ( ) будет меньше диаметра в продольном сечении. По- зтому достаточно вьщержать условие непересечения поверхностей dg и d,, в поперечном сечении, т.е. обеспечить размер Озд, djj+(dj-dJtpV/2 + 1, где Ч - угол при вершине конуса, образованного в результате засверловки. Затем осуществляют нйкатьгоание резьбы на детали под болт диаметром dj, после чего выполняют окончательное сверление отверстия под шплинт. 5 ип. (Л ю со 4 NU СО 
И
фиг А
Редактор А. Ворович
Составитель Г, Сиротовская
Техред Л.ОлейникКорректор Т. Колб
Заказ 422/10Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое пpeдпpиятиej г, Ужгород, ул. Проектная, 4
| Якухин В.Г | |||
| Оптимальная технология изготовления резьб | |||
| М.: Машиностроение, 1985, с | |||
| Способ получения продукта конденсации бетанафтола с формальдегидом | 1923 |
|
SU131A1 |
