Изобретение относится к станкостроению и может быть использовано при ремонте металлорежущего оборудования, а именно для обработки направляющих станин без демонтажа при ремонте/
Цель изобретения - повышение точности обработки поверхностей направляющих станины за счет устранения погрешностей от угловых перекосов инструментальной головки.
На чертеже изображен схематично переносной станок для обработки плоскостей.
Переносной станок содержит основание 1, устанавливаемое на ремонтиру25
емую станину с направляющими 2 и 3. На консольной траверсе станка смонтирована инструментальная головка 4, снабженная системой регулирования отклонений по высоте, включающей копир 5, взаимодействующий с копирной линейкой 6. Копир 5 через блок 7 сравнения и блок 8 управления связан с приводом вертикальных перемещений головки 4.
Этот привод может быть вьтолнен в виде линейного двигателя или гидродвигателя со следящим приводом. В случае, если снимаемьй слой металла невелик и ремонтируемую поверхность можно обработать за один проход, то для контроля прямолинейности вместо копирных линеек можно использовать обработанную поверхность, с ко30
Переносной станок устанавливают основанием 1 на направляющую 2 ремо тируемой станины и настраивают на обработку направляющей 3. На нерабочей поверхности станины монтируют копирную линейку 6, выдерживая отклонение от прямолинейности по вертикали в пределах заданной точности ремонтируемой станины.
Включают вращение инструмента на головке 4 и привод подачи станка вдоль станины. При отклонении поверхности направляющей 2 от прямоли нености производится поднастройка инструментальной головки 4 по верти кали. При этом контроль отклонений прямолинейности осуществляется при взаимодействии копира 5 с копирной линейкой 6, При наличии отключения через блоки сравнения 7 и управлени 8 подается команда на привод верти- кальньк перемещений инструментально головки 4.
Отклонение поверхности направляю щей 2 от неплоскостности, вызываюторой взаимодействует датчик уровня. 35 щей перекос основания 1 в поперечНа основании 1 смонтированы элементы системы регулирования угловых перекосов в поперечной плоскости. Указанная система включает поворотную плиту 9 с механизмом ее микропереме- щений, состоящим из пары гидроцилиндров 10 следящего гидропривода, к штокам которых плита 9 поджата пакетами жестких тарельчатых пружин 11. В качестве привода в механизме перемещений может быть использован линейный электродвигатель.
На плите 9 закреплен электронный уровень 12, используемый как датчик регистрации наклона плиты в поперечном направлении. Электронный уровень 12 через блок 13 сравнения и блок 14 управления связан с механизмом микроперемещений поворотной плиты 9.
При ручном управлении коррекцией угловых перекосов в качестве датчика регистрации наклона может быть использован водяной уровень, по показаO
5
5
0
ниям которого оператор осуществляет поднаСтройку системы, вводя показатели отклонений в блок сравнения.Использование электронного уровня позволяет этот процесс полностью автоматизировать.
Переносной станок работает следующим образом.
Переносной станок устанавливают основанием 1 на направляющую 2 ремонтируемой станины и настраивают на обработку направляющей 3. На нерабочей поверхности станины монтируют копирную линейку 6, выдерживая отклонение от прямолинейности по вертикали в пределах заданной точности ремонтируемой станины.
Включают вращение инструмента на головке 4 и привод подачи станка вдоль станины. При отклонении поверхности направляющей 2 от прямоли- нености производится поднастройка инструментальной головки 4 по вертикали. При этом контроль отклонений от прямолинейности осуществляется при взаимодействии копира 5 с копирной линейкой 6, При наличии отключения через блоки сравнения 7 и управления 8 подается команда на привод верти- кальньк перемещений инструментальной головки 4.
Отклонение поверхности направляющей 2 от неплоскостности, вызываю
ном направлении, регистрирует электронный уровень 12, от которого сигнал подаётся через блок 13 сравнения и блок 14 управления на привод микроперемещений системы регулирования угловых перекосов. При этом плита 9 поворачивается в ту или иную сторону при выдвижении или опускании плунжеров гидроцилиндров 10 следящего гидропривода. Поворот плиты прекращается при установлении ее в нулевое положение по уровню, когда прекращается подача сигнала рассогласования от электронного уровня 12. При корректировке угла наклона плиты 9 изменяется расположение станка относительно базового уровня копирной линейки 6 по вертикали. На это измене- йие реагирует система регулирования отклонений по высоте, обеспечивая дополнительное смещение инструменталь
ной головки по описано.
вертикали, как было
Таким образом, в станке автоматически взаимодействуют две автономные системц корректировки отклонений во взаимно перпендикулярных плоскостях, в результате чего обеспечивается до- отижение требуемых норм точности обработки как на прямолинейность, так и неплоскостность направляющих ремонтируемых станин. После окончания обработки направляющей 3 на нее nepeустанавливают станок и производят обработку направляющей 2, t
Станок обеспечивает необходимое качество обработки с минимальным ко- личеством проходов, так как не требуется дополнительных проходов на устранение погрешностей по неплоскостности Благодаря этому обеспечивается повышение производительности ремонта из- ношенных станин на 15-20%.
Редактор А. Ворович Заказ 422/10
Составитель А. Семенова Техред Л.Слейник
Тираж 976 ВНИШ1И Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
j tO0
945014
Формула изобретения
Переносной станок для обработки плоскостей, содержащий основание и консольно установленную инструментальную головку с возможностью вертикального перемещения, снабженную системой регулирования отклонений по высоте, отличающийся тем, что, с целью повышения точности .обработки поверхностей направляющих станины, он снабжен плитой, установленной на основании с возможностью наклона, на которой консольно расположена инструментальная головка, и системой регулирования угловых перекосов, выполненной в виде датчика наклона плиты, связанного с соединенными последовательно блоком сравнения и блоком управления, выход которого связан с исполнительным элементом механизма микроперемещений углового положения плиты.
Корректор Т. Колб Подписное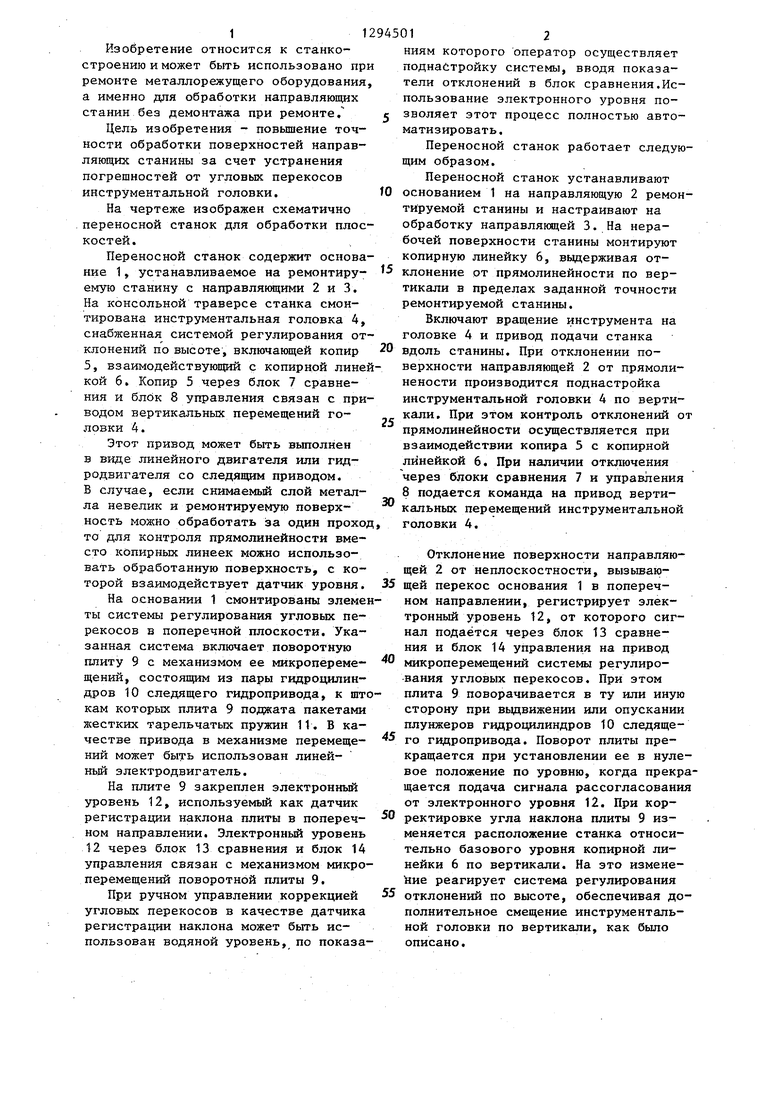
| название | год | авторы | номер документа |
|---|---|---|---|
| Переносной станок для обработки плоскостей | 1979 |
|
SU870010A1 |
| Переносной станок для обработки плоскостей | 1981 |
|
SU1006092A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Станок для насекания напильников и механизм ориентирования обрабатываемой поверхности заготовки относительно инструмента | 1981 |
|
SU1021064A1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА НАПРАВЛЯЮЩИХ СТАНИНЫ | 1991 |
|
RU2026774C1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| ШПОНОЧНО-ФРЕЗЕРНЫЙ СТАНОК | 1967 |
|
SU201883A1 |
| Станок для наложения корпусной ленточной изоляции на обмотки электрических машин | 1977 |
|
SU692009A1 |
Изобретение относится к станкостроению и может быть использовано при обработке направляющих станин без их демонтажа при ремонте станков. Цель изобретения - повышение точности обработки поверхностей направляющих станин за счет устранения погрешностей от угловых перекосов инструментальной головки. Для этого переносной станок содержит систему регулирования отклонений по высоте и систему регулирования угловых перекосов. Система регулирования отклонений по высоте содержит копирную линейку 6, взаимодействующую с копиром 5, связанным посредством блока 7 сравнения и блока 8 управления с приводом вертикальных перемещений головки 4. Система регулирования угловых перекосов в поперечной плоскости включает поворотную плиту 9 с механизмом микроперемещений в виде пары гидроцилиндров, к которым плита поджата тарельчатыми пружинами 11. Па плите 9 закреплен датчик 12 регистрации наклона плиты, связанный посредством блока 13 сравнения и блока 14 управления с механизмом микроперемещений. 1 ил. (в (Л с /4 Ю to со ел
| Переносной станок для обработки плоскостей | 1981 |
|
SU1006092A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
